Potrebbero piacerti anche
- Punch List For Fire Water Pump & Foam Pump PackageDocumento4 paginePunch List For Fire Water Pump & Foam Pump PackageGomathyselviNessuna valutazione finora
- Audit Check List - Investment Casting FoundryDocumento15 pagineAudit Check List - Investment Casting FoundryManivannanMudhaliarNessuna valutazione finora
- JDs - Turnaround RolesDocumento9 pagineJDs - Turnaround Rolesahmed sobhyNessuna valutazione finora
- Hanson Rivet Catalog Web PDFDocumento93 pagineHanson Rivet Catalog Web PDFhvdb72Nessuna valutazione finora
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocumento3 pagineInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNessuna valutazione finora
- Project Control Manager Responsibilities and DutiesDocumento4 pagineProject Control Manager Responsibilities and DutiesAris DaylagNessuna valutazione finora
- Dual Torch Computerized Welding MachineDocumento4 pagineDual Torch Computerized Welding Machinegdgfd100% (1)
- Power Cable ChecklistDocumento1 paginaPower Cable ChecklistjoshmalikNessuna valutazione finora
- STS QAC SOP 016 Spring Hanger InspectionDocumento6 pagineSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocumento5 pagineSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocumento5 pagineSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNessuna valutazione finora
- HSES RR - Closed Drain-Injection Quill - 3rd March 16Documento29 pagineHSES RR - Closed Drain-Injection Quill - 3rd March 16Akhil AnanthakrishnanNessuna valutazione finora
- Conduct of PCN Examinations: NDTS India (P) LimitedDocumento11 pagineConduct of PCN Examinations: NDTS India (P) LimitedVasanth Praveen KumarNessuna valutazione finora
- Materi 10 - Mechanical CompletionDocumento15 pagineMateri 10 - Mechanical CompletionSPriadiEdhot100% (2)
- PMT VQP RDocumento26 paginePMT VQP Rpvpallasigui3126Nessuna valutazione finora
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
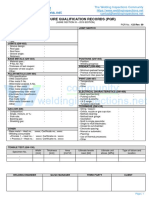
- Welding PQR Guide ASME Section IXDocumento3 pagineWelding PQR Guide ASME Section IXThe Welding Inspections CommunityNessuna valutazione finora
- Piping Replacement Carbon Steel InspectionDocumento3 paginePiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriNessuna valutazione finora
- Daewoo Piping Design PracticeDocumento120 pagineDaewoo Piping Design Practicesmithwork100% (1)
- Photography LOTODocumento7 paginePhotography LOTOqaedi argeswaraNessuna valutazione finora
- Design - Activities - 03081018 R2 PDFDocumento15 pagineDesign - Activities - 03081018 R2 PDFSubhashNessuna valutazione finora
- Toc-Ta Workpack Rev.1Documento2 pagineToc-Ta Workpack Rev.1anjangandak293250% (2)
- Value Of Work Done A Complete Guide - 2020 EditionDa EverandValue Of Work Done A Complete Guide - 2020 EditionNessuna valutazione finora
- Weld Procedure, Hoist Drum Shaft, S006587-3523BF TIG - PDF 2-10-15Documento1 paginaWeld Procedure, Hoist Drum Shaft, S006587-3523BF TIG - PDF 2-10-15Ber Seloque Hiciste100% (1)
- Hse Powerpoint - pptx1Documento161 pagineHse Powerpoint - pptx1Gbenga Mobolade100% (3)
- STS QAC SOP 015 PSV ServicingDocumento11 pagineSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocumento1 paginaInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- Petronas Technical Standards: Pressure VesselsDocumento75 paginePetronas Technical Standards: Pressure VesselstestNessuna valutazione finora
- Mechanical Completion and Commissioning Handover ProcessDocumento2 pagineMechanical Completion and Commissioning Handover Processcryovikas1975Nessuna valutazione finora
- Piping Insulation Project Planned Schedule-Rev2Documento1 paginaPiping Insulation Project Planned Schedule-Rev2Anene EmmanuelNessuna valutazione finora
- Edited - Flange Joint Assembly ChecklistDocumento2 pagineEdited - Flange Joint Assembly ChecklistvivekkumarenzoNessuna valutazione finora
- HYDROSTATIC TEST PROCEDUREDocumento11 pagineHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNessuna valutazione finora
- HYDROSTATIC TEST PROCEDUREDocumento11 pagineHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNessuna valutazione finora
- Defecte La SuduraDocumento50 pagineDefecte La Suduradanut_horincas4988Nessuna valutazione finora
- MOM Safety-Management - TEMPLATEDocumento3 pagineMOM Safety-Management - TEMPLATEEldhose VargheseNessuna valutazione finora
- R057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpoolDocumento16 pagineR057-Ac-It-002 (C) - Inspection and Test Plan For Pipe SpooldharwinNessuna valutazione finora
- Certificate of CompletionDocumento2 pagineCertificate of CompletionRyan Aulia RahmanNessuna valutazione finora
- RTFI Assessment Presentation 5-23-05Documento185 pagineRTFI Assessment Presentation 5-23-05shaban100% (5)
- Flange Joint Box-UpDocumento1 paginaFlange Joint Box-UpJR MohanNessuna valutazione finora
- Site QAQC PlanDocumento9 pagineSite QAQC PlanP SHANKAR BABU100% (1)
- Ras Gas Work PackDocumento30 pagineRas Gas Work Packsanju021100% (1)
- Ultrasonic Testing ProcedureDocumento19 pagineUltrasonic Testing ProcedureHASBIL HASSANNessuna valutazione finora
- PT.TRUBA JURONG QUALITY PLAN INSPECTIONDocumento16 paginePT.TRUBA JURONG QUALITY PLAN INSPECTIONparwotoNessuna valutazione finora
- Template (Electrical Works)Documento10 pagineTemplate (Electrical Works)Anonymous Qu7LeENessuna valutazione finora
- Quality Assurance & Control ProcessesDocumento7 pagineQuality Assurance & Control ProcessesRavi ValiyaNessuna valutazione finora
- Design of A Chemical Plant PDFDocumento2 pagineDesign of A Chemical Plant PDFAdarsh SvNessuna valutazione finora
- Case Study - Sabic Shutdown Optimisation PDFDocumento8 pagineCase Study - Sabic Shutdown Optimisation PDFArielNessuna valutazione finora
- TESTING AND COMMISSIONING PROCEDURESDocumento17 pagineTESTING AND COMMISSIONING PROCEDUREShafiz_kdw1111Nessuna valutazione finora
- TLE SMAW12 Q1 Mod1 WeldCarbon SteelPlates InFlat Position v3Documento61 pagineTLE SMAW12 Q1 Mod1 WeldCarbon SteelPlates InFlat Position v3Derek Asejo71% (7)
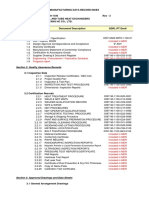
- MDRDocumento3 pagineMDRjeffreymacasero100% (1)
- Sts Qac Sop 001 CR RV Handling ProcedureDocumento3 pagineSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNessuna valutazione finora
- Cleaner Resume: Name: Felix Ugochukwu RolandDocumento4 pagineCleaner Resume: Name: Felix Ugochukwu RolandMetchidji Armand FuengueNessuna valutazione finora
- Bohler Welding Catalogue EriksDocumento32 pagineBohler Welding Catalogue Eriksfarshid KarpasandNessuna valutazione finora
- Handover To QAQC-Anand KumarDocumento6 pagineHandover To QAQC-Anand KumarAnonymous fBkcEze1Nessuna valutazione finora
- ACCEPTANCE Certificate - OFFLOADINGDocumento2 pagineACCEPTANCE Certificate - OFFLOADINGDeonNessuna valutazione finora
- 7104 - PW - TRC001-D Inspection & Test PlanDocumento6 pagine7104 - PW - TRC001-D Inspection & Test PlanPaul KwongNessuna valutazione finora
- Project CharterDocumento4 pagineProject CharterFrancisco Botelho CarlosNessuna valutazione finora
- ITPDocumento4 pagineITP14102001Nessuna valutazione finora
- Curriculumvitae: Personal ParticularDocumento14 pagineCurriculumvitae: Personal ParticularBakhtiar Afendy ZaabaNessuna valutazione finora
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocumento2 pagineElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNessuna valutazione finora
- EXW-P015-0000-QM-LNT-IT-00066 Rev CADocumento4 pagineEXW-P015-0000-QM-LNT-IT-00066 Rev CAbinunalukandamNessuna valutazione finora
- ITP For Piping SystemsDocumento6 pagineITP For Piping SystemssojeckNessuna valutazione finora
- Ic Construction Budget TemplateDocumento48 pagineIc Construction Budget TemplatePapa ConfiNessuna valutazione finora
- 022 - Leak Test FormDocumento1 pagina022 - Leak Test FormAngela YumangNessuna valutazione finora
- Wartsila India Ltd Boiler Hydro Test ProcedureDocumento2 pagineWartsila India Ltd Boiler Hydro Test ProcedureKarthi KeyanNessuna valutazione finora
- FQP For Flue Gas Duct PipingDocumento5 pagineFQP For Flue Gas Duct PipingAshwani DograNessuna valutazione finora
- Punch List: Guy Wire Support Flare Stack System Piping DetailDocumento1 paginaPunch List: Guy Wire Support Flare Stack System Piping DetailMuhammad SaifNessuna valutazione finora
- 2008 Scholarship Application Form: Shell MalaysiaDocumento3 pagine2008 Scholarship Application Form: Shell MalaysiaWan FuqhairhaNessuna valutazione finora
- Ses-Pgb-Co-Itp-0058 Itp For HRSG SystemDocumento4 pagineSes-Pgb-Co-Itp-0058 Itp For HRSG SystemzhangNessuna valutazione finora
- Pre-Qualification Questionnaire: ConfidentialDocumento4 paginePre-Qualification Questionnaire: ConfidentialMazhar MahadzirNessuna valutazione finora
- Project Closeout Checklist: Category DescriptionDocumento4 pagineProject Closeout Checklist: Category DescriptionElisha WankogereNessuna valutazione finora
- TPIP ManualDocumento53 pagineTPIP ManualMurugananthamParamasivamNessuna valutazione finora
- Aecon Construction Company CanadaDocumento22 pagineAecon Construction Company CanadaSrinivasa MurthyNessuna valutazione finora
- CommissioningDocumento4 pagineCommissioningowaise007Nessuna valutazione finora
- SCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingDocumento4 pagineSCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingAbdulkadir Berk MalkoçNessuna valutazione finora
- Shafi CV Jan2020 - Project EngineerDocumento2 pagineShafi CV Jan2020 - Project EngineerMudasir MughalNessuna valutazione finora
- SBU1 TLD G PR 002 Rev.B Document Control ProcedureDocumento49 pagineSBU1 TLD G PR 002 Rev.B Document Control ProcedureAndreas SchlagerNessuna valutazione finora
- Pipe Cold Bending (HBG)Documento15 paginePipe Cold Bending (HBG)Haries Bugarin GarciaNessuna valutazione finora
- QC Surveillance Report: As Per P.OrderDocumento3 pagineQC Surveillance Report: As Per P.OrderRahul MoottolikandyNessuna valutazione finora
- ITR-B (Piping) Witness Joint1Documento1 paginaITR-B (Piping) Witness Joint1Momo ItachiNessuna valutazione finora
- Scope of Work: Shell EPCC ProjectDocumento4 pagineScope of Work: Shell EPCC ProjectErick AguadoNessuna valutazione finora
- Supplier RegisterDocumento12 pagineSupplier RegisterBeauty MurewaNessuna valutazione finora
- EHS Approved Third Party Scaffold Training ProviderDocumento2 pagineEHS Approved Third Party Scaffold Training Providertp101267Nessuna valutazione finora
- Petroleum Development Oman Construction/Commissioning Punch ListDocumento5 paginePetroleum Development Oman Construction/Commissioning Punch ListMuthu KumaranNessuna valutazione finora
- Rapid Fe1 TPX CMM SPN 0001 0901Documento6 pagineRapid Fe1 TPX CMM SPN 0001 0901Đình NamNessuna valutazione finora
- STS Qac Sop 013 Insulation ProcedureDocumento9 pagineSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNessuna valutazione finora
- Inspection Test Plan: Piping (Carbon Steel)Documento3 pagineInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocumento6 pagineSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 014 Burner MaintenanceDocumento9 pagineSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNessuna valutazione finora
- Sts Qac Sop 005 Joint Integrity ProcedureDocumento32 pagineSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNessuna valutazione finora
- Tube Plugging and Seal Welding ProcedureDocumento7 pagineTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 003 Hydrotest ProcedureDocumento8 pagineSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 004 Inspection Test Plan ProcedureDocumento9 pagineSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 004 Inspection Test Plan ProcedureDocumento9 pagineSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNessuna valutazione finora
- Tube Plugging and Seal Welding ProcedureDocumento7 pagineTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNessuna valutazione finora
- Sts Qac Sop 005 Joint Integrity ProcedureDocumento32 pagineSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocumento6 pagineSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 003 Hydrotest ProcedureDocumento8 pagineSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocumento6 pagineSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 001 CR RV Handling ProcedureDocumento3 pagineSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNessuna valutazione finora
- Visual Report (Test Ta2014) - 001-132Documento211 pagineVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriNessuna valutazione finora
- 7-Material Handling and Storage - WC007Documento7 pagine7-Material Handling and Storage - WC007mohd as shahiddin jafriNessuna valutazione finora
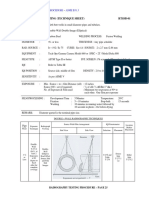
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Documento9 pagineATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriNessuna valutazione finora
- Certification To en 13067 PDFDocumento2 pagineCertification To en 13067 PDFAnonymous QbcLklmCNessuna valutazione finora
- Spanish Model III BrochureDocumento6 pagineSpanish Model III BrochureMaFher JimenezNessuna valutazione finora
- JD TM101919 PreviewDocumento51 pagineJD TM101919 PreviewDiego BossolascoNessuna valutazione finora
- 2 - Santiago Calatrava Outstanding Bridges and Special Structures PDFDocumento100 pagine2 - Santiago Calatrava Outstanding Bridges and Special Structures PDFnirvaangNessuna valutazione finora
- Sonatrach Skikda New LNG Train Project Skikda, AlgeriaDocumento59 pagineSonatrach Skikda New LNG Train Project Skikda, AlgeriabijayroyNessuna valutazione finora
- Durmat PTA Laser Thermal SprayDocumento32 pagineDurmat PTA Laser Thermal SpraySergeyNessuna valutazione finora
- What Is Arc Blow and How Do You Prevent It?Documento2 pagineWhat Is Arc Blow and How Do You Prevent It?amalhaj2013Nessuna valutazione finora
- ISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERDocumento9 pagineISSUE 367 QUIZ-Charpy Impact Test Reduction Temperature For CVN VIII.2-ANSWERcpchonburiNessuna valutazione finora
- QCF312 WPQRDocumento2 pagineQCF312 WPQRminhnnNessuna valutazione finora
- Mobile: Mobile Welding Fume ExtractorDocumento3 pagineMobile: Mobile Welding Fume ExtractorBülent KabadayiNessuna valutazione finora
- CutMaster 52 - Service Manual - 0-4962Documento110 pagineCutMaster 52 - Service Manual - 0-4962vikrampatel1986100% (1)
- 5-Thrust Boring 56 Inch PipeDocumento8 pagine5-Thrust Boring 56 Inch PipeAmeerHamzaWarraichNessuna valutazione finora
- Ss Filler Wire SelectionDocumento26 pagineSs Filler Wire Selectionlemuel bacsaNessuna valutazione finora
- Flash Butt Welding Process & Equipment GuideDocumento22 pagineFlash Butt Welding Process & Equipment GuideHijau Auliya Keramat Al-qadiryNessuna valutazione finora
- Brochure Hempel Shop Primer ZS 1589Documento8 pagineBrochure Hempel Shop Primer ZS 1589Viktor -stNessuna valutazione finora
- Laser Welding Titanium-SSDocumento8 pagineLaser Welding Titanium-SSTayyab HussainNessuna valutazione finora