Potrebbero piacerti anche
- Weekly Racking Inspection Checklist: N/A Yes No CommentsDocumento1 paginaWeekly Racking Inspection Checklist: N/A Yes No CommentsAfzaalUmairNessuna valutazione finora
- Rig Component: Guide To Oil Well DrillingDocumento181 pagineRig Component: Guide To Oil Well DrillingAfzaalUmairNessuna valutazione finora
- BPC ProductCatalogDocumento14 pagineBPC ProductCatalogwahyu sinawangNessuna valutazione finora
- Yalelift - YLITG ATEX Operating and Maintenance Manual 13Documento1 paginaYalelift - YLITG ATEX Operating and Maintenance Manual 13AfzaalUmairNessuna valutazione finora
- Pad Eyes Procedure Rev 0Documento7 paginePad Eyes Procedure Rev 0AfzaalUmair100% (2)
- Cargo Handling TechnologiesDocumento147 pagineCargo Handling Technologiesjess jeruster100% (1)
- Rig Components: Well DrillingDocumento129 pagineRig Components: Well DrillingAfzaalUmairNessuna valutazione finora
- What Is ASME B30.30, and How Does It Apply To Wire Rope InspectionDocumento22 pagineWhat Is ASME B30.30, and How Does It Apply To Wire Rope InspectionAfzaalUmairNessuna valutazione finora
- Guide to safe cranesDocumento17 pagineGuide to safe cranesThupten Gedun Kelvin Ong100% (1)
- Iso 4306-3-2016Documento20 pagineIso 4306-3-2016AfzaalUmair100% (2)
- Overhead Bridge Crane Operating SpeedsDocumento3 pagineOverhead Bridge Crane Operating SpeedsMontoya SantiagoNessuna valutazione finora
- T 500 Series: Truck CraneDocumento14 pagineT 500 Series: Truck CraneAfzaalUmairNessuna valutazione finora
- ISO 10245-4-2004 Cor1-2006Documento1 paginaISO 10245-4-2004 Cor1-2006AfzaalUmairNessuna valutazione finora
- Iso 10972-4 - 2007Documento10 pagineIso 10972-4 - 2007AfzaalUmairNessuna valutazione finora
- 44 172 Boom (Power Pinned Fly) : Ft. - FTDocumento4 pagine44 172 Boom (Power Pinned Fly) : Ft. - FTAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Compressor Performance CharacteristicsDocumento60 pagineEngineering Encyclopedia: Compressor Performance CharacteristicsAfzaalUmair100% (1)
- Crane Safety and Awareness: Internal Use OnlyDocumento99 pagineCrane Safety and Awareness: Internal Use Onlydsn_sarmaNessuna valutazione finora
- Crane Girder CamberDocumento6 pagineCrane Girder CamberGary J. Davis, P. E.100% (1)
- Engr Encyclopedia AramcoHeatExchangers PDFDocumento51 pagineEngr Encyclopedia AramcoHeatExchangers PDFhelden50229881100% (4)
- ANSI AWP Whitepaper (Skyjack)Documento6 pagineANSI AWP Whitepaper (Skyjack)j24maybe5963Nessuna valutazione finora
- Leaf Chain Pre InstallationDocumento4 pagineLeaf Chain Pre InstallationAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Determining Acceptability of Materials For Storage TanksDocumento25 pagineEngineering Encyclopedia: Determining Acceptability of Materials For Storage TanksAfzaalUmairNessuna valutazione finora
- Engineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersDocumento31 pagineEngineering Encyclopedia: Fabrication, Inspection, and Testing of Heat ExchangersAfzaalUmair100% (1)
- Engineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsDocumento126 pagineEngineering Encyclopedia: Evaluating The Material Requirements of Compressor Mechanical ComponentsAfzaalUmair100% (1)
- Engineering Encyclopedia: Classifying Compressors by TypeDocumento45 pagineEngineering Encyclopedia: Classifying Compressors by TypeAfzaalUmair100% (1)
- Engineering Encyclopedia: Maintenance and Repair of Heat ExchangersDocumento69 pagineEngineering Encyclopedia: Maintenance and Repair of Heat ExchangersAfzaalUmairNessuna valutazione finora
- Specifying Design Requirements For Heat Ex ChangersDocumento89 pagineSpecifying Design Requirements For Heat Ex Changersrahul11129100% (4)
- Engineering Encyclopedia: Completing Safety Instruction Sheets For Storage TanksDocumento6 pagineEngineering Encyclopedia: Completing Safety Instruction Sheets For Storage TanksAfzaalUmairNessuna valutazione finora
- Material For HEDocumento36 pagineMaterial For HEMohd Idris MohiuddinNessuna valutazione finora
- Maintenance and Repair of Pressure VesselsDocumento81 pagineMaintenance and Repair of Pressure Vesselsjishnunelliparambil100% (3)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- STD 15257Documento8 pagineSTD 15257TrefastoreNessuna valutazione finora
- PIA Training Centre Tools GuideDocumento99 paginePIA Training Centre Tools GuideInterogator5Nessuna valutazione finora
- Hermel Allaraiz Saron: Work ExperienceDocumento3 pagineHermel Allaraiz Saron: Work ExperienceRafael ObusanNessuna valutazione finora
- ASTM F1387 Approval Letter PDFDocumento4 pagineASTM F1387 Approval Letter PDFRafael AndradeNessuna valutazione finora
- Cracked Castings ExplainedDocumento8 pagineCracked Castings ExplainedAnastasia EvaNessuna valutazione finora
- SP-S-05 - Rev - 4 - FENCINGDocumento16 pagineSP-S-05 - Rev - 4 - FENCINGJahanzeb MaharNessuna valutazione finora
- What Is The Production Process of Inorganic Pigment PowderDocumento3 pagineWhat Is The Production Process of Inorganic Pigment Powderkinley dorjeeNessuna valutazione finora
- Steel Grade Equivalent Table (EN, SAE - AISI, UNS, DIN, BS, UNI, JIS) - DFW MachineDocumento5 pagineSteel Grade Equivalent Table (EN, SAE - AISI, UNS, DIN, BS, UNI, JIS) - DFW MachineMuhammad Adnan HafeezNessuna valutazione finora
- Oliver DBB ValvesDocumento18 pagineOliver DBB ValvesFilip0% (1)
- Estimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFDocumento1 paginaEstimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFJoseph CureNessuna valutazione finora
- Electroplating Processes and CoatingsDocumento5 pagineElectroplating Processes and CoatingsSinar Cemaramas AbadiNessuna valutazione finora
- S460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelDocumento2 pagineS460M Steel Plates. Thermomechanical Rolled Weldable Fine Grain Structural SteelrichadNessuna valutazione finora
- Manufacturer Data RecordDocumento29 pagineManufacturer Data RecordAdd Gar80% (10)
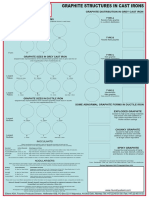
- Graphite Structures in Cast Irons ELKEMDocumento1 paginaGraphite Structures in Cast Irons ELKEMVishal NangareNessuna valutazione finora
- Lintel CXL - CCP0333 1Documento1 paginaLintel CXL - CCP0333 1damindaNessuna valutazione finora
- New - Shortage List 2020Documento93 pagineNew - Shortage List 2020saleem afreenNessuna valutazione finora
- Thumb RuleDocumento42 pagineThumb RuleShabeer KiblaalamNessuna valutazione finora
- JIS H 5202-2010Documento32 pagineJIS H 5202-2010sharma.sumeet2290Nessuna valutazione finora
- Final Demo DLPDocumento8 pagineFinal Demo DLPJoshua CondeNessuna valutazione finora
- Installation of Closed-Circuit Ammonia Refrigeration SystemsDocumento28 pagineInstallation of Closed-Circuit Ammonia Refrigeration SystemsWalisson HenriqueNessuna valutazione finora
- Kinkelder StandardDocumento24 pagineKinkelder StandardJason StephensNessuna valutazione finora
- PKSC - Joint Presentation PDFDocumento78 paginePKSC - Joint Presentation PDFbrunoNessuna valutazione finora
- Asme B18.16.6Documento1 paginaAsme B18.16.6Mario FonsecaNessuna valutazione finora
- Aisi A2 Data SheetDocumento1 paginaAisi A2 Data SheetShivuNessuna valutazione finora
- Iso 17637 VTDocumento15 pagineIso 17637 VTИван ИвановNessuna valutazione finora
- Overview of Pre-Engineered BuildingsDocumento6 pagineOverview of Pre-Engineered BuildingsGhaneshwar ThangjamNessuna valutazione finora
- Mechanical Properties of Charpy Impact TestDocumento14 pagineMechanical Properties of Charpy Impact TestMelvin Ariel BautistaNessuna valutazione finora
- Edm NewDocumento39 pagineEdm Newvani0% (1)
- Detent PinsDocumento1 paginaDetent PinstopendwarriorNessuna valutazione finora
- Astm A530Documento8 pagineAstm A530ranjitkumar1977Nessuna valutazione finora