Potrebbero piacerti anche
- WISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014Documento5 pagineWISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014rinhycra100% (1)
- WISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014Documento8 pagineWISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014rinhycraNessuna valutazione finora
- WISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014Documento10 pagineWISS CSWIP Technology Multiple Choice Exam 1 Version A 18 August 2014rinhycraNessuna valutazione finora
- Chapter 9 QsDocumento3 pagineChapter 9 Qsrinhycra100% (1)
- Chapter 4Documento5 pagineChapter 4rinhycraNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Report On Hospital TrainingDocumento35 pagineReport On Hospital TrainingChitralekha GaneshNessuna valutazione finora
- The Separation of Coherent and Incoherent Compton X-Ray ScatteringDocumento8 pagineThe Separation of Coherent and Incoherent Compton X-Ray ScatteringFaisal AmirNessuna valutazione finora
- Unit Description: Melody Technical ManualDocumento23 pagineUnit Description: Melody Technical ManualNassima BELILNessuna valutazione finora
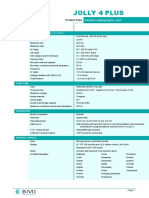
- JOLLY 4 PLUS (PD-01-E Rev. 20)Documento3 pagineJOLLY 4 PLUS (PD-01-E Rev. 20)Nguyen AnhNessuna valutazione finora
- Application of XRF Oxford X-TwinDocumento65 pagineApplication of XRF Oxford X-Twinjorgehrdz269Nessuna valutazione finora
- General Familiarity With Other NDT Methods Module 1Documento4 pagineGeneral Familiarity With Other NDT Methods Module 1wefewNessuna valutazione finora
- Basic Physics For Radiology ExamsDocumento12 pagineBasic Physics For Radiology Examsnikhilpatel1986Nessuna valutazione finora
- Aits 1718 FT Iv Jeea Paper 1 PDFDocumento23 pagineAits 1718 FT Iv Jeea Paper 1 PDFSohini RoyNessuna valutazione finora
- CBCT in Endodontics: Presented By: DR - Saloni PG Student Dept. of Cons and EndoDocumento83 pagineCBCT in Endodontics: Presented By: DR - Saloni PG Student Dept. of Cons and Endosaloni singhNessuna valutazione finora
- AERB Guidelines PDFDocumento7 pagineAERB Guidelines PDFAaquib Mahfuz100% (1)
- ASR-3000 Service ManualDocumento26 pagineASR-3000 Service ManualYoussry Elsayed MohamedNessuna valutazione finora
- Physics Vibrant DPPDocumento8 paginePhysics Vibrant DPPAnant Preet SinghNessuna valutazione finora
- GeM Bidding 1352783 PDFDocumento5 pagineGeM Bidding 1352783 PDFStrike infotech0% (1)
- 7.0 Skeletal SystemDocumento45 pagine7.0 Skeletal System[R2A] Khadijah Azlan100% (1)
- Loss On Drying 731Documento2 pagineLoss On Drying 731Limaye JyotiNessuna valutazione finora
- PX 160P English Product Brochure Print File (PX160P - PB - 10APR12revH - PF)Documento4 paginePX 160P English Product Brochure Print File (PX160P - PB - 10APR12revH - PF)Charles LiNessuna valutazione finora
- L5 L6 - Fundamental Principle of Exposure and Image EvaluationDocumento21 pagineL5 L6 - Fundamental Principle of Exposure and Image EvaluationJannice Anne SantosNessuna valutazione finora
- ARC-Torrex-120D-150D - Manual - X Ray Inspection UnitDocumento5 pagineARC-Torrex-120D-150D - Manual - X Ray Inspection UnitullwnNessuna valutazione finora
- Ste XSS T enDocumento4 pagineSte XSS T enSkriptomanNessuna valutazione finora
- Food Irradiation TodayDocumento20 pagineFood Irradiation TodayRohit VishwasNessuna valutazione finora
- ME6019 - NON DESTRUCTIVE TESTING AND MATERIALS MCQ PadeepzDocumento13 pagineME6019 - NON DESTRUCTIVE TESTING AND MATERIALS MCQ PadeepzAjithNessuna valutazione finora
- C232ch6 - Smart Basis Weight and Ash SensorsDocumento18 pagineC232ch6 - Smart Basis Weight and Ash SensorsRodrigo SampaioNessuna valutazione finora
- 41.is25 - General Guidance On Shielding Requirements For Medical X-Ray Diagnostic RoomsDocumento2 pagine41.is25 - General Guidance On Shielding Requirements For Medical X-Ray Diagnostic Roomsjopacame100% (1)
- X-Ray (History and Production)Documento17 pagineX-Ray (History and Production)Pratap singhNessuna valutazione finora
- BR S4 Pioneer E Internet PDFDocumento8 pagineBR S4 Pioneer E Internet PDFEmad EmadNessuna valutazione finora
- AccuRay D5 6 Operating Manual E-3 20190515 º ¡Documento132 pagineAccuRay D5 6 Operating Manual E-3 20190515 º ¡Trình BiomedicNessuna valutazione finora
- Exercise 2Documento2 pagineExercise 2nur shahibah nusaibah50% (2)
- Mass AttenuationDocumento120 pagineMass AttenuationPaul Michael BaringNessuna valutazione finora
- Product Specification: Shenzhen Angell Technology Co., LTDDocumento4 pagineProduct Specification: Shenzhen Angell Technology Co., LTDhassani100% (1)
- Beatle 05PDocumento2 pagineBeatle 05PRafael HerreraNessuna valutazione finora