Potrebbero piacerti anche
- WPS Ernicu 7 R1 3 6 PDFDocumento4 pagineWPS Ernicu 7 R1 3 6 PDFandresNessuna valutazione finora
- RT Asme IxDocumento3 pagineRT Asme Ixhernando gelves100% (1)
- 134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "Documento2 pagine134giseers Eb-Nna Limited ... Vessel Tolerances: It WV.L J% 1 "sumit kumarNessuna valutazione finora
- Welder Qualification Radiography Acceptance CriteriaDocumento2 pagineWelder Qualification Radiography Acceptance CriteriaKamalnath KpNessuna valutazione finora
- Designed For Severe ServiceDocumento28 pagineDesigned For Severe ServiceAnthonyNessuna valutazione finora
- Astm A 335Documento8 pagineAstm A 335Ruben Dario Espinoza Vasquez100% (1)
- Vaccum Box Test ProcedureDocumento3 pagineVaccum Box Test ProcedureAJOJOY009Nessuna valutazione finora
- SFPS For HDPE 90 MMDocumento1 paginaSFPS For HDPE 90 MMraajc2Nessuna valutazione finora
- API 5L Grade X52 Pipe Chemical Composition and Mechanical PropertiesDocumento1 paginaAPI 5L Grade X52 Pipe Chemical Composition and Mechanical PropertiesMohamed HassanNessuna valutazione finora
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento2 pagineWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNessuna valutazione finora
- Indt QCP RT HJ 05NDocumento14 pagineIndt QCP RT HJ 05NAsad Bin Ala QatariNessuna valutazione finora
- En 13920-2015Documento8 pagineEn 13920-2015mihaiNessuna valutazione finora
- Mcnichols GratingsCat09Documento21 pagineMcnichols GratingsCat09jasonvigilNessuna valutazione finora
- Acoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011Documento84 pagineAcoustic Emission Testing of Pressure Vessel - ASME Section V, ASNT - 24 Feb 2011concord1103Nessuna valutazione finora
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Documento53 pagine16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNessuna valutazione finora
- Procedure - Store and Conservation ElectrodesDocumento6 pagineProcedure - Store and Conservation ElectrodesDemetrio RodriguezNessuna valutazione finora
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocumento1 paginaWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNessuna valutazione finora
- Sicc-Rt-01 Asme Rev 01Documento29 pagineSicc-Rt-01 Asme Rev 01Enrique Campos Cannavaro100% (1)
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsDocumento19 pagineSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiNessuna valutazione finora
- ASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995Documento4 pagineASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995ecsuperalNessuna valutazione finora
- S235JR PDFDocumento3 pagineS235JR PDFRv Vaghasia100% (1)
- 650 150Documento10 pagine650 150ツ ツNessuna valutazione finora
- Astm A105Documento1 paginaAstm A105Isaac SamuelNessuna valutazione finora
- Bolt Torque Chart: ASTM A307Documento5 pagineBolt Torque Chart: ASTM A307Leonardo Díaz Cerna100% (1)
- ASME Sec VIII d1 Ma App 8Documento2 pagineASME Sec VIII d1 Ma App 8fuihiufhNessuna valutazione finora
- Sample Specifications GuidelinesDocumento10 pagineSample Specifications GuidelinesArunprasad MurugesanNessuna valutazione finora
- Handbook For Magnaflux YM5 Permanent Magnet Yoke Dec 11 English Printable Version PDFDocumento5 pagineHandbook For Magnaflux YM5 Permanent Magnet Yoke Dec 11 English Printable Version PDFPilar Medrano MenaNessuna valutazione finora
- ASME 9 Multi Process Welding Procedures QW200Documento2 pagineASME 9 Multi Process Welding Procedures QW200Teodor EzaruNessuna valutazione finora
- Inconel 82 PDFDocumento1 paginaInconel 82 PDFMiguel MorenoNessuna valutazione finora
- Article 4 Metodo UltrasonidoDocumento24 pagineArticle 4 Metodo UltrasonidoLessly Lorena Apala RamirezNessuna valutazione finora
- Nch203 of 1977Documento13 pagineNch203 of 1977Pamela Saavedra Moya100% (1)
- Radiographic Testing ProcedureDocumento12 pagineRadiographic Testing ProcedureAdham AhmedNessuna valutazione finora
- PQR For 32 MM PlateDocumento1 paginaPQR For 32 MM PlateMuhammed MubeenNessuna valutazione finora
- Specification For Coating SteelDocumento28 pagineSpecification For Coating SteelSaud PathiranaNessuna valutazione finora
- AsuuuuuuuuuuuuDocumento22 pagineAsuuuuuuuuuuuuyusuf akbar100% (1)
- PQR (Hdpe)Documento3 paginePQR (Hdpe)abdo elmokademNessuna valutazione finora
- Dic Pps Weld StrengthDocumento1 paginaDic Pps Weld StrengthWoong KimNessuna valutazione finora
- Api 1104Documento3 pagineApi 1104Tahar DabbarNessuna valutazione finora
- Ut Mfd350bDocumento3 pagineUt Mfd350bEmily BrockNessuna valutazione finora
- Astm D2555Documento18 pagineAstm D2555btwilliNessuna valutazione finora
- PTDocumento7 paginePTMohdHuzairiRusliNessuna valutazione finora
- ASNTDocumento5 pagineASNTshifaNessuna valutazione finora
- Certification Document - Da200 Contour ProbeDocumento1 paginaCertification Document - Da200 Contour ProbeTonyRiverosBecerraNessuna valutazione finora
- API STD 1104 Sept. 2013 Errata1 April 2014 PDFDocumento2 pagineAPI STD 1104 Sept. 2013 Errata1 April 2014 PDFIngenius TeamNessuna valutazione finora
- Astm A179 PDFDocumento1 paginaAstm A179 PDFgaminNessuna valutazione finora
- Hydro TestDocumento14 pagineHydro TestUNIISCRIBDNessuna valutazione finora
- Visual Inspection ReportDocumento42 pagineVisual Inspection ReportEr Pralabh ShahNessuna valutazione finora
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocumento2 pagineWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNessuna valutazione finora
- Fisher Type 667 Diaphragm ActuatorDocumento32 pagineFisher Type 667 Diaphragm Actuatorimran khanNessuna valutazione finora
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocumento6 pagineLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANessuna valutazione finora
- Nut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDocumento1 paginaNut Astm A563M 10S Bolt/Screw Astm A325M-1: Proof ST Proof LDebulus PR0% (1)
- Sampling Procedure For Impact Testing of Structural SteelDocumento4 pagineSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- A5 30-A5 30M-2007PVDocumento6 pagineA5 30-A5 30M-2007PVJawad MunirNessuna valutazione finora
- Mandatory Minimum NondestructiveDocumento1 paginaMandatory Minimum Nondestructiveعصمت ضيف اللهNessuna valutazione finora
- NDT ACC. CriteriaDocumento6 pagineNDT ACC. CriteriaBalakumar100% (5)
- ASME B31.1 비파괴 기준Documento1 paginaASME B31.1 비파괴 기준kyeong cheol leeNessuna valutazione finora
- ASME B31 3 Acceptance Criteria Tab 341-3-2ADocumento2 pagineASME B31 3 Acceptance Criteria Tab 341-3-2Aadel100% (1)
- Aws d1.1 WQT ThicknessDocumento2 pagineAws d1.1 WQT ThicknessArul Edwin VijayNessuna valutazione finora
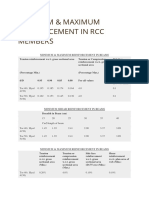
- Minimum & Maximum SteelDocumento3 pagineMinimum & Maximum SteelSathishNessuna valutazione finora
- ASME Section VIII Division 1 C - AceptacionDocumento9 pagineASME Section VIII Division 1 C - AceptacionAngela Buitrago100% (1)
- Attachment#1 Check List EEI 8-9 9 09Documento4 pagineAttachment#1 Check List EEI 8-9 9 09agustinNessuna valutazione finora
- Tabla Asme b31.1Documento1 paginaTabla Asme b31.1agustin100% (1)
- HACenviajesDocumento8 pagineHACenviajesagustinNessuna valutazione finora
- ADA Considerations For ANSIISEAZ358!1!2014Documento37 pagineADA Considerations For ANSIISEAZ358!1!2014naveen_86Nessuna valutazione finora
- Rttttttttttttttttttttttttttttttttttte SDFG DFGDocumento1 paginaRttttttttttttttttttttttttttttttttttte SDFG DFGagustinNessuna valutazione finora
- API 653 Recertification Publications Effectivity Sheet: Effective: June 15, 2017Documento1 paginaAPI 653 Recertification Publications Effectivity Sheet: Effective: June 15, 2017agustinNessuna valutazione finora
- Biochem Acids and Bases Lab ReportDocumento4 pagineBiochem Acids and Bases Lab ReportShaina MabborangNessuna valutazione finora
- Introduction To Cement Chemistry and Classification BY Dr.K.RainaDocumento89 pagineIntroduction To Cement Chemistry and Classification BY Dr.K.Rainakishana ramNessuna valutazione finora
- ESM-4810A1 Energy Storage Module User ManualDocumento31 pagineESM-4810A1 Energy Storage Module User ManualOscar SosaNessuna valutazione finora
- DLL - Mapeh 6 - Q2 - W8Documento6 pagineDLL - Mapeh 6 - Q2 - W8Joe Marie FloresNessuna valutazione finora
- BMS of Dubai International AirportDocumento4 pagineBMS of Dubai International AirportJomari Carl Rafal MansuetoNessuna valutazione finora
- Nurtured Womb e BookDocumento22 pagineNurtured Womb e BookSteph's Desserts100% (1)
- Part 3-Chap 2 - Classification of Buildings Based On OccupanciesDocumento60 paginePart 3-Chap 2 - Classification of Buildings Based On Occupanciesfaruque65Nessuna valutazione finora
- The Common Reader-Virginia WoolfDocumento216 pagineThe Common Reader-Virginia WoolfRusudan VardiashviliNessuna valutazione finora
- Marxism and The Oppression of Women Lise VogelDocumento259 pagineMarxism and The Oppression of Women Lise VogelMoises SaavedraNessuna valutazione finora
- Lec22 Mod 5-1 Copper New TechniquesDocumento24 pagineLec22 Mod 5-1 Copper New TechniquesAaila AkhterNessuna valutazione finora
- 02-09-18 SR - IZ Jee-Adv 2011-P1 PTA-03 Q PDFDocumento31 pagine02-09-18 SR - IZ Jee-Adv 2011-P1 PTA-03 Q PDFswarupNessuna valutazione finora
- Biasing Opamps Into Class ADocumento11 pagineBiasing Opamps Into Class AsddfsdcascNessuna valutazione finora
- Editor: Lalsangliana Jt. Ed.: H.Documento4 pagineEditor: Lalsangliana Jt. Ed.: H.bawihpuiapaNessuna valutazione finora
- 3TRIGODocumento5 pagine3TRIGOCielo Pabilan ObemioNessuna valutazione finora
- Classical Feedback Control With MATLAB - Boris J. Lurie and Paul J. EnrightDocumento477 pagineClassical Feedback Control With MATLAB - Boris J. Lurie and Paul J. Enrightffranquiz100% (2)
- Wisconsin Construction Specification 23. Aluminum or Steel Roof GuttersDocumento5 pagineWisconsin Construction Specification 23. Aluminum or Steel Roof GuttersAntonio PagaNessuna valutazione finora
- Buckthorpe Etal 23 Optimising Early Stage ACL Rehab ProcessDocumento24 pagineBuckthorpe Etal 23 Optimising Early Stage ACL Rehab ProcessCole VincentNessuna valutazione finora
- Dwnload Full Psychology Core Concepts 7th Edition Zimbardo Test Bank PDFDocumento13 pagineDwnload Full Psychology Core Concepts 7th Edition Zimbardo Test Bank PDFcomfortdehm1350100% (7)
- Operating Manual CSDPR-V2-200-NDocumento19 pagineOperating Manual CSDPR-V2-200-NJohnTPNessuna valutazione finora
- SweetenersDocumento23 pagineSweetenersNur AfifahNessuna valutazione finora
- Pitman SolutionDocumento190 paginePitman SolutionBon Siranart50% (2)
- Moisture and Total Solids AnalysisDocumento44 pagineMoisture and Total Solids AnalysisNicholas BoampongNessuna valutazione finora
- Notice - Appeal Process List of Appeal Panel (Final 12.1.24)Documento13 pagineNotice - Appeal Process List of Appeal Panel (Final 12.1.24)FyBerri InkNessuna valutazione finora
- Fe jkj101Documento5 pagineFe jkj101ApezAnuarNessuna valutazione finora
- Introduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Documento161 pagineIntroduction To The New 8-Bit PIC MCU Hardware Peripherals (CLC, Nco, Cog)Andres Bruno SaraviaNessuna valutazione finora
- A Collection of Ideas For The Chemistry Classroom by Jeff HepburnDocumento14 pagineA Collection of Ideas For The Chemistry Classroom by Jeff HepburnPaul SchumannNessuna valutazione finora
- Air System Sizing Summary For NIVEL PB - Zona 1Documento1 paginaAir System Sizing Summary For NIVEL PB - Zona 1Roger PandoNessuna valutazione finora
- Head N Neck-MCQsDocumento57 pagineHead N Neck-MCQsbhargavi pasagadaNessuna valutazione finora
- 1704 Broschuere Metal-Coating en EinzelseitenDocumento8 pagine1704 Broschuere Metal-Coating en EinzelseiteninterponNessuna valutazione finora
- Proknow VersionDocumento21 pagineProknow Versionapi-392523563Nessuna valutazione finora