Potrebbero piacerti anche
- Hyrdogen Storage TechnologiesDa EverandHyrdogen Storage TechnologiesMehmet SankirNessuna valutazione finora
- Reactor Modeling and Simulation of Catalytic Reforming ProcessDocumento9 pagineReactor Modeling and Simulation of Catalytic Reforming ProcessFranco Camacho CanchariNessuna valutazione finora
- Ultrasound Promoted Synthesis of Polyhydroquinolines Using Tris - (Hydroxymethyl) Aminomethane (THAM) As OrganocatalystDocumento9 pagineUltrasound Promoted Synthesis of Polyhydroquinolines Using Tris - (Hydroxymethyl) Aminomethane (THAM) As OrganocatalystMd. BadrulNessuna valutazione finora
- Catalytic Conversion of Cyclohexylhydroperoxide ToDocumento20 pagineCatalytic Conversion of Cyclohexylhydroperoxide ToZhalaNessuna valutazione finora
- Optimizing Catalyst Distribution Increases OctaneDocumento9 pagineOptimizing Catalyst Distribution Increases OctaneMilton RobalinoNessuna valutazione finora
- Catalytic Methanol CarbonylationDocumento27 pagineCatalytic Methanol CarbonylationMartin Dubois100% (1)
- Process Optimization Study On The Carbonylation of Methyl AcetateDocumento6 pagineProcess Optimization Study On The Carbonylation of Methyl AcetatehabbibrachmanNessuna valutazione finora
- Optimisation of Catalyst Distribution in The Catal-2Documento9 pagineOptimisation of Catalyst Distribution in The Catal-2Omar SaaedNessuna valutazione finora
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDocumento19 pagineMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNessuna valutazione finora
- The Intermetallic Catalysts For Oxidative Esterification of Methacrolein To Methyl MethacrylateDocumento5 pagineThe Intermetallic Catalysts For Oxidative Esterification of Methacrolein To Methyl MethacrylatePau ZalazarNessuna valutazione finora
- Ullah 2017Documento32 pagineUllah 2017Fitri HardiyantiNessuna valutazione finora
- Recent Progress in Three-Component Reactions. An Update: M. SyamalaDocumento68 pagineRecent Progress in Three-Component Reactions. An Update: M. SyamalaSalman RIAZNessuna valutazione finora
- Modeling of Hydro CrackerDocumento19 pagineModeling of Hydro Crackerapi-3709413100% (2)
- 1415 Exam 1 Answers (ICP) (EN)Documento8 pagine1415 Exam 1 Answers (ICP) (EN)김하은Nessuna valutazione finora
- PMR v19 I1 012 014Documento3 paginePMR v19 I1 012 014Arianne Jayne G. GubaNessuna valutazione finora
- Evaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsDocumento9 pagineEvaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsERIKO DARMAWANNessuna valutazione finora
- Metal 3D Printing Technology For Functional Integration of Catalytic SystemDocumento8 pagineMetal 3D Printing Technology For Functional Integration of Catalytic SystemUtkarsh AnandNessuna valutazione finora
- Methanol Synthesis (Safety)Documento16 pagineMethanol Synthesis (Safety)furqankausarhaiderNessuna valutazione finora
- Revamp of Naphtha Hydrotreating Process in An Iranian RefineryDocumento6 pagineRevamp of Naphtha Hydrotreating Process in An Iranian RefineryRicardo Alejandro Ruiz NavasNessuna valutazione finora
- Simulation of an Isothermal Catalytic MeDocumento16 pagineSimulation of an Isothermal Catalytic MeChintan PaghadalNessuna valutazione finora
- FCC and ParametersDocumento18 pagineFCC and ParametersIOCPCNessuna valutazione finora
- Autothermal Reforming of Methane Design and PerforDocumento7 pagineAutothermal Reforming of Methane Design and Perforromi moriNessuna valutazione finora
- Optimization in The Absorption and DesorptionDocumento20 pagineOptimization in The Absorption and DesorptionShamsMohdNessuna valutazione finora
- Organic Chem Revision Part 1+2Documento46 pagineOrganic Chem Revision Part 1+2Thanh Hằng NgôNessuna valutazione finora
- Model and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil RefiningDocumento10 pagineModel and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil Refiningvishal kumarNessuna valutazione finora
- Study of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitDocumento6 pagineStudy of Seven-Lump Kinetic Model in The Fluid Catalytic Cracking UnitShaik RuksanaNessuna valutazione finora
- (Doi 10.1515 - 9783110614435-004) Murzin, Dmitry Yu. - Engineering Catalysis - 4. Engineering TechnologyDocumento142 pagine(Doi 10.1515 - 9783110614435-004) Murzin, Dmitry Yu. - Engineering Catalysis - 4. Engineering TechnologyRohan PrajapatiNessuna valutazione finora
- Chapter 12: Hydrogenation of Alkenes and Asymmetric Hydrogenation of Prochiral AlkenesDocumento9 pagineChapter 12: Hydrogenation of Alkenes and Asymmetric Hydrogenation of Prochiral Alkenesisaac0% (1)
- Simulación Del Reactor IndustrialDocumento6 pagineSimulación Del Reactor IndustrializurietaeduardoNessuna valutazione finora
- Understanding Catalytic Biomass Conversion Through Data MiningDocumento7 pagineUnderstanding Catalytic Biomass Conversion Through Data MiningerikjanrasNessuna valutazione finora
- Materials: Study On RH (I) Carbonylation of Methanol To Acetic AcidDocumento12 pagineMaterials: Study On RH (I) Carbonylation of Methanol To Acetic AcidWorapol YingyuenNessuna valutazione finora
- Analysis of Barium Hydroxide and Calcium Hydroxide Slurry Carbonation ReactorsDocumento40 pagineAnalysis of Barium Hydroxide and Calcium Hydroxide Slurry Carbonation ReactorsKeith D. PatchNessuna valutazione finora
- Green Chemistry and IndustryDocumento14 pagineGreen Chemistry and IndustryHimani Singh GaurNessuna valutazione finora
- Jurnal Penting REAKTOR PDFDocumento8 pagineJurnal Penting REAKTOR PDFGilang PerdanaNessuna valutazione finora
- Catalysts: Bio-Oil Steam Reforming Over A Mining Residue Functionalized With Ni As Catalyst: Ni-UGSODocumento24 pagineCatalysts: Bio-Oil Steam Reforming Over A Mining Residue Functionalized With Ni As Catalyst: Ni-UGSOasimilyNessuna valutazione finora
- Tetrahedron Letters 2002, 58, 6351-6358Documento8 pagineTetrahedron Letters 2002, 58, 6351-6358Ricardo HernandezNessuna valutazione finora
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDocumento9 pagineSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNessuna valutazione finora
- Carboxylation of Phenols With CO2 Atmospheric PressureDocumento5 pagineCarboxylation of Phenols With CO2 Atmospheric PressureLuthfa Umi AzizahNessuna valutazione finora
- Understanding Chemical ProcessesDocumento12 pagineUnderstanding Chemical ProcessesChaitanya Potti100% (1)
- HDT of DieselDocumento17 pagineHDT of DieselIzack Silva S100% (1)
- Modeling and Application of Response Surface Methodology in Optimization of A Commercial Continuous Catalytic Reforming ProcessDocumento21 pagineModeling and Application of Response Surface Methodology in Optimization of A Commercial Continuous Catalytic Reforming ProcessArash AbbasiNessuna valutazione finora
- Phthalic AnhydrideDocumento60 paginePhthalic AnhydrideAnonymous Ksq1dyPRh0% (2)
- Phthalic AnhydrideDocumento60 paginePhthalic AnhydrideSatyam SharmaNessuna valutazione finora
- 56621 Điều văn bản 161021 2 10 20210514Documento11 pagine56621 Điều văn bản 161021 2 10 20210514Tường DuyNessuna valutazione finora
- A Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationDocumento10 pagineA Comparative Analysis of Methanol Production Routes: Synthesis Gas Versus CO2 HydrogenationMohanad El-HarbawiNessuna valutazione finora
- Design Catalyst for Methane Partial OxidationDocumento16 pagineDesign Catalyst for Methane Partial OxidationErika de la RosaNessuna valutazione finora
- Paper CientificoDocumento9 paginePaper CientificoDenisse DiazNessuna valutazione finora
- Side ReactionsDocumento22 pagineSide ReactionsAna Mariel VenturaNessuna valutazione finora
- CHEM 2002 Tutorial Sheet 6 - Process for Monochlorodecane ProductionDocumento20 pagineCHEM 2002 Tutorial Sheet 6 - Process for Monochlorodecane Productionajali1957Nessuna valutazione finora
- Optimize Catalytic Naphtha Reforming Process for Higher Octane & YieldDocumento13 pagineOptimize Catalytic Naphtha Reforming Process for Higher Octane & YieldrujunliNessuna valutazione finora
- Analysis of Solar Thermochemical Water-Splitting Cycles For Hydrogen ProductionDocumento6 pagineAnalysis of Solar Thermochemical Water-Splitting Cycles For Hydrogen ProductionffazlaliNessuna valutazione finora
- Molecules 20 05409 PDFDocumento14 pagineMolecules 20 05409 PDFShahid NazirNessuna valutazione finora
- Chen 1994Documento6 pagineChen 1994ZhalaNessuna valutazione finora
- Cataliza Enzime Si ProteineDocumento10 pagineCataliza Enzime Si Proteineseranim22Nessuna valutazione finora
- Reactor Design For Methanol SynthesisDocumento12 pagineReactor Design For Methanol SynthesisYashaswini Nagaraj100% (1)
- Model Based Analysis of A Petroleum Refinery Plant With Hydrotreating As A Pre-Treatment UnitDocumento6 pagineModel Based Analysis of A Petroleum Refinery Plant With Hydrotreating As A Pre-Treatment UnitArunNessuna valutazione finora
- 10.1007s11144 018 1508 8Documento16 pagine10.1007s11144 018 1508 8farah al-sudaniNessuna valutazione finora
- Production of Acetic Acid via Methanol CarbonylationDocumento68 pagineProduction of Acetic Acid via Methanol CarbonylationNoman Aslam100% (5)
- Pyrolysis: Mathematical Modeling of Hydrocarbon Pyrolysis ReactionsDocumento8 paginePyrolysis: Mathematical Modeling of Hydrocarbon Pyrolysis ReactionsBahar MeschiNessuna valutazione finora
- TOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersDocumento3 pagineTOPIC: Acetic Acid Production Through Methanol Carbonylation Route Group MembersThrese AreolaNessuna valutazione finora
- Modeling/Simulation of The Dividing Wall Column by Using The Rigorous ModelDocumento17 pagineModeling/Simulation of The Dividing Wall Column by Using The Rigorous ModelrujunliNessuna valutazione finora
- Pavel Heavy Oil UpgradingDocumento27 paginePavel Heavy Oil UpgradingrujunliNessuna valutazione finora
- ACES21 BrochureDocumento8 pagineACES21 BrochuremaneeshNessuna valutazione finora
- Kinetic Model Development of The Oligomerization of High Olefin Containing Hydrocarbon By-Products To Clean Engine Fuels On Amberlyst CatalystDocumento12 pagineKinetic Model Development of The Oligomerization of High Olefin Containing Hydrocarbon By-Products To Clean Engine Fuels On Amberlyst CatalystrujunliNessuna valutazione finora
- Glasgow Carbon Cap TradeDocumento34 pagineGlasgow Carbon Cap TraderujunliNessuna valutazione finora
- Fut Energy JBPGalv 2010 PublishDocumento40 pagineFut Energy JBPGalv 2010 PublishrujunliNessuna valutazione finora
- Uop HF Alkylation Technology: Kurt A. Detrick, James F. Himes, Jill M. Meister, and Franz-Marcus NowakDocumento24 pagineUop HF Alkylation Technology: Kurt A. Detrick, James F. Himes, Jill M. Meister, and Franz-Marcus NowakrujunliNessuna valutazione finora
- Simplified Modeling of Cement Kiln PrecalcinerDocumento5 pagineSimplified Modeling of Cement Kiln PrecalcinerrujunliNessuna valutazione finora
- Phillips Patent US4404418Documento5 paginePhillips Patent US4404418rujunliNessuna valutazione finora
- Quantitative BenchmarkingDocumento28 pagineQuantitative BenchmarkingrujunliNessuna valutazione finora
- Alkylation Technology StudyDocumento41 pagineAlkylation Technology StudyGabriel ManavellaNessuna valutazione finora
- Reforming CatalystsDocumento26 pagineReforming Catalystsrujunli0% (1)
- Alkylation: Tert-Butyl Ether) in Some US States Has FurtherDocumento12 pagineAlkylation: Tert-Butyl Ether) in Some US States Has FurtherrujunliNessuna valutazione finora
- Birkhoff BenzoutDocumento14 pagineBirkhoff BenzoutrujunliNessuna valutazione finora
- Optimization of The Reaction Parameters of Heavy Naphtha Reforming Process Using Pt-Re/Al2O3 Catalyst SystemDocumento9 pagineOptimization of The Reaction Parameters of Heavy Naphtha Reforming Process Using Pt-Re/Al2O3 Catalyst SystemrujunliNessuna valutazione finora
- Optimize Catalytic Naphtha Reforming Process for Higher Octane & YieldDocumento13 pagineOptimize Catalytic Naphtha Reforming Process for Higher Octane & YieldrujunliNessuna valutazione finora
- Anderson Shell Leverage Technology DownturnDocumento22 pagineAnderson Shell Leverage Technology DownturnrujunliNessuna valutazione finora
- Birkhoff BenzoutDocumento14 pagineBirkhoff BenzoutrujunliNessuna valutazione finora
- Quantitative BenchmarkingDocumento28 pagineQuantitative BenchmarkingrujunliNessuna valutazione finora
- Ahlers Group Contribution MethodsDocumento55 pagineAhlers Group Contribution MethodsrujunliNessuna valutazione finora
- Fut Energy JBPGalv 2010 PublishDocumento40 pagineFut Energy JBPGalv 2010 PublishrujunliNessuna valutazione finora
- Anderson Albemarle FCC-PTDocumento25 pagineAnderson Albemarle FCC-PTrujunliNessuna valutazione finora
- Improving Your Separation Process Simulation With Accurate Binary ParametersDocumento25 pagineImproving Your Separation Process Simulation With Accurate Binary ParametersrujunliNessuna valutazione finora
- SimSci APC User GuideDocumento243 pagineSimSci APC User Guiderujunli100% (1)
- ISA EXPO 06 DynamicNOxHeatRateOptimization EntergyWB Oct2006Documento12 pagineISA EXPO 06 DynamicNOxHeatRateOptimization EntergyWB Oct2006rujunliNessuna valutazione finora
- Improving Your Separation Process Simulation With Accurate Binary ParametersDocumento25 pagineImproving Your Separation Process Simulation With Accurate Binary ParametersrujunliNessuna valutazione finora
- Aspen HYSYS Petroleum Refining DatasheetDocumento2 pagineAspen HYSYS Petroleum Refining DatasheetrujunliNessuna valutazione finora
- ROMeo601 ReleaseNotesDocumento12 pagineROMeo601 ReleaseNotesrujunliNessuna valutazione finora
- ROMeo Getting Started Guide and TutorialDocumento92 pagineROMeo Getting Started Guide and TutorialrujunliNessuna valutazione finora
- Psych Stats CIA-2030206 Method FileDocumento39 paginePsych Stats CIA-2030206 Method FileAranya BanerjeeNessuna valutazione finora
- H2 PSA SlidesDocumento16 pagineH2 PSA SlidesCristian TorrezNessuna valutazione finora
- StatisticsDocumento1 paginaStatisticsNathan Stuart The Retarded idiotNessuna valutazione finora
- Department of Education: Republic of The PhilippinesDocumento7 pagineDepartment of Education: Republic of The PhilippinesCristeta ToqueroNessuna valutazione finora
- Statement of Purpose or Motivation LetterDocumento2 pagineStatement of Purpose or Motivation LettersalequeNessuna valutazione finora
- Medica2023 ExhibitorsDocumento288 pagineMedica2023 ExhibitorsHamza BadraneNessuna valutazione finora
- Magnetic Fields of Electric CurrentsDocumento24 pagineMagnetic Fields of Electric Currents李安逸Nessuna valutazione finora
- WW1Documento4 pagineWW1BellaNessuna valutazione finora
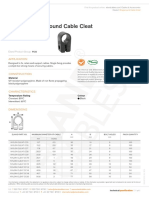
- Wraparound Cable CleatDocumento1 paginaWraparound Cable Cleatsaghaee.rezaNessuna valutazione finora
- UP ACME - Chem 28 - 2nd LE SamplexDocumento4 pagineUP ACME - Chem 28 - 2nd LE SamplexDoom RefugeNessuna valutazione finora
- Conclusion and RecommendationDocumento6 pagineConclusion and Recommendationapril rose soleraNessuna valutazione finora
- Workshop 5.1: Global Mesh Controls: Introduction To ANSYS MeshingDocumento31 pagineWorkshop 5.1: Global Mesh Controls: Introduction To ANSYS MeshingDaniloCardenasNessuna valutazione finora
- Electroanalysis experiments scan rates and copper concentrationDocumento2 pagineElectroanalysis experiments scan rates and copper concentrationRaigaNessuna valutazione finora
- Agile Coaching Is Dead Long Live Agile PracticingDocumento20 pagineAgile Coaching Is Dead Long Live Agile Practicingb_prabhusankarNessuna valutazione finora
- Optimal Use of Cullet in Hollow Block ProductionDocumento22 pagineOptimal Use of Cullet in Hollow Block ProductionKyle BravoNessuna valutazione finora
- Total Eclipse Annie Dillard ThesisDocumento7 pagineTotal Eclipse Annie Dillard Thesislisamartinezalbuquerque100% (1)
- Math1530finalreview NospacesDocumento10 pagineMath1530finalreview Nospacesapi-502745314Nessuna valutazione finora
- Real Time Sign Language DetectionDocumento6 pagineReal Time Sign Language DetectionIJRASETPublicationsNessuna valutazione finora
- Stripline 41 HoDocumento2 pagineStripline 41 Howaheed babarNessuna valutazione finora
- Classroom Management For Young Learners - Modul 3Documento2 pagineClassroom Management For Young Learners - Modul 3wahyu agustinaNessuna valutazione finora
- GEC 7 Handout 1Documento6 pagineGEC 7 Handout 1Nalo KunNessuna valutazione finora
- Snowunner Editor GuideDocumento280 pagineSnowunner Editor GuideMighty HazmatNessuna valutazione finora
- CH 4Documento21 pagineCH 4Amir HussainNessuna valutazione finora
- ActivityDocumento2 pagineActivitycathy cajegas100% (1)
- Midpoint Subdivision Line Clipping AlgorithmDocumento2 pagineMidpoint Subdivision Line Clipping AlgorithmAnsuman MahantyNessuna valutazione finora
- GEOTECHNICAL ENGINEERING-II SHEAR STRENGTH OF SOILSDocumento26 pagineGEOTECHNICAL ENGINEERING-II SHEAR STRENGTH OF SOILSHamza RizviNessuna valutazione finora
- DLL Handicraft - Grade 7 q2w4Documento3 pagineDLL Handicraft - Grade 7 q2w4lawsinmaureenNessuna valutazione finora
- Week#4-Measure of DispersionDocumento52 pagineWeek#4-Measure of DispersionWHO Cox's BazarNessuna valutazione finora
- Performance Evaluation of Artificial Floating Island For Nutrient Removal IJERTV8IS120022Documento5 paginePerformance Evaluation of Artificial Floating Island For Nutrient Removal IJERTV8IS120022Pavan kashappagoudarNessuna valutazione finora
- 2 Tutorial Pressure Sept19Documento7 pagine2 Tutorial Pressure Sept19hairinnisaNessuna valutazione finora
- Science Goes Viral: Captivating Accounts of Science in Everyday LifeDa EverandScience Goes Viral: Captivating Accounts of Science in Everyday LifeValutazione: 5 su 5 stelle5/5 (1)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (90)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeDa EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (3)
- It's Elemental: The Hidden Chemistry in EverythingDa EverandIt's Elemental: The Hidden Chemistry in EverythingValutazione: 4 su 5 stelle4/5 (10)
- Coating and Drying Defects: Troubleshooting Operating ProblemsDa EverandCoating and Drying Defects: Troubleshooting Operating ProblemsValutazione: 5 su 5 stelle5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsDa EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNessuna valutazione finora
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDa EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationValutazione: 4 su 5 stelle4/5 (18)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction in the Science of Everyday LifeDa EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction in the Science of Everyday LifeValutazione: 4 su 5 stelle4/5 (9)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationDa EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNessuna valutazione finora
- The Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsDa EverandThe Disappearing Spoon: And Other True Tales of Madness, Love, and the History of the World from the Periodic Table of the ElementsValutazione: 4 su 5 stelle4/5 (146)
- The Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableDa EverandThe Elements We Live By: How Iron Helps Us Breathe, Potassium Lets Us See, and Other Surprising Superpowers of the Periodic TableValutazione: 3.5 su 5 stelle3.5/5 (22)
- The Periodic Table: A Very Short IntroductionDa EverandThe Periodic Table: A Very Short IntroductionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolDa EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolNessuna valutazione finora
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsDa EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsValutazione: 5 su 5 stelle5/5 (3)
- Advanced Process Control: Beyond Single Loop ControlDa EverandAdvanced Process Control: Beyond Single Loop ControlNessuna valutazione finora
- Guidelines for Asset Integrity ManagementDa EverandGuidelines for Asset Integrity ManagementValutazione: 5 su 5 stelle5/5 (1)
- Essential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilDa EverandEssential Oil Chemistry Formulating Essential Oil Blends that Heal - Aldehyde - Ketone - Lactone: Healing with Essential OilValutazione: 5 su 5 stelle5/5 (1)
- Napoleon's Buttons: 17 Molecules That Changed HistoryDa EverandNapoleon's Buttons: 17 Molecules That Changed HistoryValutazione: 4 su 5 stelle4/5 (25)
- Chemical Process Safety: Learning from Case HistoriesDa EverandChemical Process Safety: Learning from Case HistoriesValutazione: 4 su 5 stelle4/5 (14)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksDa EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksValutazione: 5 su 5 stelle5/5 (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentDa EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNessuna valutazione finora
- Chemical Elements Pocket Guide: Detailed Summary of the Periodic TableDa EverandChemical Elements Pocket Guide: Detailed Summary of the Periodic TableNessuna valutazione finora
- Chemistry for Breakfast: The Amazing Science of Everyday LifeDa EverandChemistry for Breakfast: The Amazing Science of Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (14)