Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Ferozsons 29-03-2017Documento2 pagineFerozsons 29-03-2017Ali RazaNessuna valutazione finora
- Uhammad Ahangir: AboutDocumento2 pagineUhammad Ahangir: AboutAli RazaNessuna valutazione finora
- Request For QuotationDocumento1 paginaRequest For QuotationAli RazaNessuna valutazione finora
- Solutions: Glasswares & Medical Devices Price List 2018Documento2 pagineSolutions: Glasswares & Medical Devices Price List 2018Ali RazaNessuna valutazione finora
- Pending AmountDocumento1 paginaPending AmountAli RazaNessuna valutazione finora
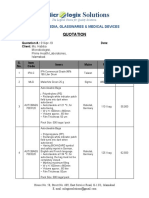
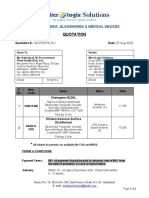
- Qoutation 2019 New AprilDocumento2 pagineQoutation 2019 New AprilAli RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Point # 22: HVAC System Brief DescriptionDocumento4 pagineFerozsons Laboratories Limited Point # 22: HVAC System Brief DescriptionAli RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITDocumento1 paginaFerozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITAli RazaNessuna valutazione finora
- Qoutation 2019 DisinfectantsDocumento2 pagineQoutation 2019 DisinfectantsAli RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Medical Bills Summary of June, 2015Documento1 paginaFerozsons Laboratories Limited Medical Bills Summary of June, 2015Ali RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Medical Bills Summary of August, 2015Documento1 paginaFerozsons Laboratories Limited Medical Bills Summary of August, 2015Ali RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITDocumento1 paginaFerozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITAli RazaNessuna valutazione finora
- Solutions: American Type Culture Collection, Usa Atcc Microbial Pure Culture Price List 2018Documento1 paginaSolutions: American Type Culture Collection, Usa Atcc Microbial Pure Culture Price List 2018Ali RazaNessuna valutazione finora
- Qoutation QUOT0078 20 1Documento2 pagineQoutation QUOT0078 20 1Ali RazaNessuna valutazione finora
- Quote: Pharm Canada PakistanDocumento3 pagineQuote: Pharm Canada PakistanAli RazaNessuna valutazione finora
- Subject: Request For Relieving From My Service Respected SirDocumento1 paginaSubject: Request For Relieving From My Service Respected SirAli RazaNessuna valutazione finora
- Qoutation 2019Documento1 paginaQoutation 2019Ali RazaNessuna valutazione finora
- Ferozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITDocumento1 paginaFerozsons Laboratories Limited Medical Bills Summary: Employee Signature Manager Finance / ITAli RazaNessuna valutazione finora
- Pakistan Current AffairsDocumento9 paginePakistan Current AffairsAli RazaNessuna valutazione finora
- Thank You! Thank You!: S. # Description Qty. Rate Amount S. # Description Qty. Rate AmountDocumento1 paginaThank You! Thank You!: S. # Description Qty. Rate Amount S. # Description Qty. Rate AmountAli RazaNessuna valutazione finora
- 21 CFR MicroDocumento1 pagina21 CFR MicroAli RazaNessuna valutazione finora
- Pakistan Current AffairsDocumento9 paginePakistan Current AffairsAli RazaNessuna valutazione finora
- SOP For Chromogenic End Point MethodDocumento27 pagineSOP For Chromogenic End Point MethodAli RazaNessuna valutazione finora
- Training Attendance Document MD-PrepDocumento1 paginaTraining Attendance Document MD-PrepAli RazaNessuna valutazione finora
- 1.0 Purpose: 2.0 ScopeDocumento2 pagine1.0 Purpose: 2.0 ScopeAli RazaNessuna valutazione finora
- Reagent ManualDocumento23 pagineReagent ManualAli RazaNessuna valutazione finora
- LIST FOR MICROBIO-GLASS WARES and Other Materials 1111Documento1 paginaLIST FOR MICROBIO-GLASS WARES and Other Materials 1111Ali RazaNessuna valutazione finora
- What Is The Purified Water Velocity Limit and Where It Is MentionedDocumento4 pagineWhat Is The Purified Water Velocity Limit and Where It Is MentionedAli RazaNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Finding Roots of Equations Bracketing MethodsDocumento11 pagineFinding Roots of Equations Bracketing MethodsmebrahtenNessuna valutazione finora
- ESC Cardiomyopathy ClassificationDocumento7 pagineESC Cardiomyopathy Classificationvalerius83Nessuna valutazione finora
- What Enables Close Relationships?Documento14 pagineWhat Enables Close Relationships?Clexandrea Dela Luz CorpuzNessuna valutazione finora
- The Newton-Leibniz Book Research - Gate - 06!12!2023Documento17 pagineThe Newton-Leibniz Book Research - Gate - 06!12!2023Constantine KirichesNessuna valutazione finora
- Climate Change Myth or Reality A Critical Analysis of Mainstream English Dailies of India-2019-03!14!09-34Documento13 pagineClimate Change Myth or Reality A Critical Analysis of Mainstream English Dailies of India-2019-03!14!09-34Impact JournalsNessuna valutazione finora
- BD9897FS Ic DetailsDocumento5 pagineBD9897FS Ic DetailsSundaram LakshmananNessuna valutazione finora
- Department of Education Division of Cebu ProvinceDocumento5 pagineDepartment of Education Division of Cebu ProvinceNelsie FernanNessuna valutazione finora
- San Beda Alabang School of Law: Syllabus inDocumento3 pagineSan Beda Alabang School of Law: Syllabus inLucia DielNessuna valutazione finora
- Empirical Formula MgCl2Documento3 pagineEmpirical Formula MgCl2yihengcyh100% (1)
- Exposicion Verbos y AdverbiosDocumento37 pagineExposicion Verbos y AdverbiosmonicaNessuna valutazione finora
- Darshan Institute of Engineering & Technology Unit: 7Documento9 pagineDarshan Institute of Engineering & Technology Unit: 7AarshenaNessuna valutazione finora
- Strengthsfinder Sept GBMDocumento32 pagineStrengthsfinder Sept GBMapi-236473176Nessuna valutazione finora
- Ch3 Review QuestionsDocumento15 pagineCh3 Review Questionsave estillerNessuna valutazione finora
- Effect of Employee Loyalty On Customer S PDFDocumento37 pagineEffect of Employee Loyalty On Customer S PDFShailendra DasariNessuna valutazione finora
- Domestic ViolenceDocumento2 pagineDomestic ViolenceIsrar AhmadNessuna valutazione finora
- Reviewer in Auditing Problems by Reynaldo Ocampo PDFDocumento1 paginaReviewer in Auditing Problems by Reynaldo Ocampo PDFCarlo BalinoNessuna valutazione finora
- Creativity & Innovation Brainstorming TechniquesDocumento50 pagineCreativity & Innovation Brainstorming TechniquesFirdhaus SakaffNessuna valutazione finora
- Outbreaks Epidemics and Pandemics ReadingDocumento2 pagineOutbreaks Epidemics and Pandemics Readingapi-290100812Nessuna valutazione finora
- Sta 305Documento156 pagineSta 305mumbi makangaNessuna valutazione finora
- Complexity. Written Language Is Relatively More Complex Than Spoken Language. ..Documento3 pagineComplexity. Written Language Is Relatively More Complex Than Spoken Language. ..Toddler Channel TVNessuna valutazione finora
- 39 - Riyadhah Wasyamsi Waduhaha RevDocumento13 pagine39 - Riyadhah Wasyamsi Waduhaha RevZulkarnain Agung100% (18)
- Mohit Maru 4th Semester Internship ReportDocumento11 pagineMohit Maru 4th Semester Internship ReportAdhish ChakrabortyNessuna valutazione finora
- Software Construction - MetaphorsDocumento17 pagineSoftware Construction - MetaphorsMahmoodAbdul-Rahman0% (1)
- Securities and Exchange Commission: Non-Holding of Annual MeetingDocumento2 pagineSecurities and Exchange Commission: Non-Holding of Annual MeetingBea AlonzoNessuna valutazione finora
- CNS Drugs Pharmaceutical Form Therapeutic Group: 6mg, 8mgDocumento7 pagineCNS Drugs Pharmaceutical Form Therapeutic Group: 6mg, 8mgCha GabrielNessuna valutazione finora
- IOSH Managing Safely Leaflet For Training ProvidersDocumento6 pagineIOSH Managing Safely Leaflet For Training ProvidersShakil Ahmad AligNessuna valutazione finora
- AC2104 - Seminar 5Documento3 pagineAC2104 - Seminar 5Rachel LiuNessuna valutazione finora
- DLL Template MathDocumento3 pagineDLL Template MathVash Mc GregorNessuna valutazione finora
- Zone Raiders (Sci Fi 28mm)Documento49 pagineZone Raiders (Sci Fi 28mm)Burrps Burrpington100% (3)
- Disorders of NewbornDocumento4 pagineDisorders of NewbornBRUELIN MELSHIA MNessuna valutazione finora