Potrebbero piacerti anche
- Cat 312c Diagr ElecDocumento4 pagineCat 312c Diagr ElecDaniel Galvis75% (12)
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocumento5 pagineBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- NS-5 DSFP Rig Team Handbook PDFDocumento84 pagineNS-5 DSFP Rig Team Handbook PDFkellycookwpNessuna valutazione finora
- Put An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamDocumento8 paginePut An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamjoseNessuna valutazione finora
- RP - Inspeccion TenarisDocumento8 pagineRP - Inspeccion TenarisPablo Castro100% (1)
- Damping Mass in Mountain Bike SuspensionDocumento27 pagineDamping Mass in Mountain Bike SuspensionAnonymous rFxZ3JUUi100% (3)
- GPDS Connections Field InspectionDocumento4 pagineGPDS Connections Field InspectiontheinmoeNessuna valutazione finora
- RP Insp Rep 01Documento8 pagineRP Insp Rep 01advantage025Nessuna valutazione finora
- Visual SL APEXDocumento3 pagineVisual SL APEXOscar Gomez Gonzalez100% (1)
- 02 - FIP CT M PC 10.2 2009feb11 ExtDocumento4 pagine02 - FIP CT M PC 10.2 2009feb11 ExtKarla HernandezNessuna valutazione finora
- FIP XT XTM PC 9.9 2009feb11 ExtDocumento5 pagineFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNessuna valutazione finora
- DS-1 Volume 4 Addendum PDFDocumento15 pagineDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNessuna valutazione finora
- NS-1-90. Dimensional InspectionDocumento9 pagineNS-1-90. Dimensional InspectionWHWENNessuna valutazione finora
- DS1 Standards DP BHADocumento3 pagineDS1 Standards DP BHAGeotag100% (1)
- Fox Public Fox-Tp-M-101 Field InspectionDocumento5 pagineFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNessuna valutazione finora
- NS 2 PDFDocumento188 pagineNS 2 PDFPrimelift Safety Resources Limited100% (1)
- 4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated PipeDocumento3 pagine4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated Pipeyatinbhat100% (1)
- Cementing Tools: General RequirementsDocumento4 pagineCementing Tools: General Requirementsislam atifNessuna valutazione finora
- Tubular Inspection Sheet - 2021-001 Part 2Documento2 pagineTubular Inspection Sheet - 2021-001 Part 2Aldrin Hernandez100% (2)
- EMI Buggy Cal 5Documento2 pagineEMI Buggy Cal 5John DolanNessuna valutazione finora
- Mud Motor Inspection Report: ResultsDocumento1 paginaMud Motor Inspection Report: ResultsNadir Hallah100% (2)
- TenarisHydril Wedge 563 RunningGuidelinesDocumento16 pagineTenarisHydril Wedge 563 RunningGuidelinesDario JaimesNessuna valutazione finora
- Leopard General and in Stal Tion InformationDocumento18 pagineLeopard General and in Stal Tion InformationChandrasekhar SonarNessuna valutazione finora
- Primarycementingproducts 121117203852 Phpapp01Documento56 paginePrimarycementingproducts 121117203852 Phpapp01Shyamoly GhoshalNessuna valutazione finora
- Iv-0777-20 Junk Mill 43350KDocumento1 paginaIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaNessuna valutazione finora
- API 4G - E5 Addendum 2Documento4 pagineAPI 4G - E5 Addendum 2KATHERINE RIVERANessuna valutazione finora
- Sub-Spec 023 - Tenaris DSTJ, WT™Documento4 pagineSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNessuna valutazione finora
- Casing and Tubing Crossovers: ScopeDocumento4 pagineCasing and Tubing Crossovers: Scopeislam atifNessuna valutazione finora
- VAM Catalog 2011Documento116 pagineVAM Catalog 2011Anoop SVNessuna valutazione finora
- Tenaris Running Manual 01Documento20 pagineTenaris Running Manual 01advantage025Nessuna valutazione finora
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDocumento16 pagineRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNessuna valutazione finora
- Mdi 813Documento1 paginaMdi 813pendexxNessuna valutazione finora
- Duraband Information Vs 300XTDocumento4 pagineDuraband Information Vs 300XTanhlhNessuna valutazione finora
- Seminar Casing FailureDocumento27 pagineSeminar Casing FailurehshobeyriNessuna valutazione finora
- Rotary Stem Threads GaugesDocumento2 pagineRotary Stem Threads GaugesMarutpal MukherjeeNessuna valutazione finora
- New BHA Connection Enhances Fatigue Performance For Difficult Drilling ApplicationsDocumento3 pagineNew BHA Connection Enhances Fatigue Performance For Difficult Drilling Applicationsabegarza1Nessuna valutazione finora
- Rotary Shouldered Connection GagesDocumento18 pagineRotary Shouldered Connection GagesLewis Tan LimNessuna valutazione finora
- Handing Tools CPMCDocumento32 pagineHanding Tools CPMCcristinelb100% (1)
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocumento116 pagineMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- 01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFDocumento5 pagine01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFKarla HernandezNessuna valutazione finora
- IV-0794-20 CROSS OVER Pin-Box 05807HDocumento1 paginaIV-0794-20 CROSS OVER Pin-Box 05807Hivan dario benavides bonillaNessuna valutazione finora
- Cold Rolling Info GuideDocumento11 pagineCold Rolling Info Guide72espoNessuna valutazione finora
- 2.78 Drill Pipe SpecificationDocumento13 pagine2.78 Drill Pipe Specificationifebrian100% (1)
- HT and XT Running and Handling SeminarDocumento38 pagineHT and XT Running and Handling SeminarNhoj AicragNessuna valutazione finora
- Seal-Lock Apex: All Pressure EnvironmentsDocumento8 pagineSeal-Lock Apex: All Pressure EnvironmentsHunter100% (1)
- Casinghardware Saga Trade Product RDocumento37 pagineCasinghardware Saga Trade Product RTombongNessuna valutazione finora
- TenarisHydril Wedge 563 RunningGuidelines PDFDocumento15 pagineTenarisHydril Wedge 563 RunningGuidelines PDFRuilin TanNessuna valutazione finora
- Prem ConnectionDocumento2 paginePrem ConnectionJan Arild SkappelNessuna valutazione finora
- Cat III Inspection Mud 2021Documento56 pagineCat III Inspection Mud 2021Fāōū ZīNessuna valutazione finora
- Premium Connection SummaryOKDocumento12 paginePremium Connection SummaryOKnikhil_barshettiwatNessuna valutazione finora
- ETI-CPW Packer Manual Spare PartDocumento4 pagineETI-CPW Packer Manual Spare PartDidin DelgadoNessuna valutazione finora
- DS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Documento11 pagineDS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Chandrasekhar Sonar100% (1)
- ET7000 Ops PDFDocumento20 pagineET7000 Ops PDFSUSHIL CNessuna valutazione finora
- Bop Test Info PDFDocumento18 pagineBop Test Info PDFjairaso2950Nessuna valutazione finora
- QCP KOC-VME 1221006120-PART 1 Rev 3Documento49 pagineQCP KOC-VME 1221006120-PART 1 Rev 3Alireza Golpesar100% (1)
- Inspection Spark TestingDocumento4 pagineInspection Spark TestingAshish PattanaikNessuna valutazione finora
- Inspection - Spark-Testing PDFDocumento3 pagineInspection - Spark-Testing PDFanandtpe1Nessuna valutazione finora
- IACS Wear of Chains - Guide For Anchoring Equipment in ServiceDocumento10 pagineIACS Wear of Chains - Guide For Anchoring Equipment in ServicegabelendaNessuna valutazione finora
- This Is Very Common in Tank ConstructionDocumento11 pagineThis Is Very Common in Tank ConstructionsbmmlaNessuna valutazione finora
- Thread InspectionDocumento3 pagineThread InspectionAbdullah AnsariNessuna valutazione finora
- Storage Tank API 650Documento20 pagineStorage Tank API 650jalison07xNessuna valutazione finora
- Application Guide-Cold-Applied-Tape-Elastomeric-Rev 2, 8-16 - 1 PDFDocumento4 pagineApplication Guide-Cold-Applied-Tape-Elastomeric-Rev 2, 8-16 - 1 PDFEbondNessuna valutazione finora
- Car Parking Area Office and ToiletsDocumento1 paginaCar Parking Area Office and ToiletsJohn DolanNessuna valutazione finora
- 5315 MISTRAS WindEnergyDocumento8 pagine5315 MISTRAS WindEnergyAnkur SavitaNessuna valutazione finora
- IPS Brief Profile PresentationDocumento22 pagineIPS Brief Profile PresentationJohn DolanNessuna valutazione finora
- RR - CA - 001 Privacy NoticeDocumento4 pagineRR - CA - 001 Privacy NoticeJohn DolanNessuna valutazione finora
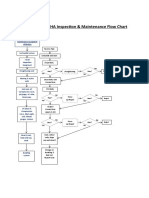
- DP Insp Flow Chart CW EquipmentDocumento1 paginaDP Insp Flow Chart CW EquipmentJohn DolanNessuna valutazione finora
- Penetrant TestingDocumento43 paginePenetrant TestingVineet JeswaniNessuna valutazione finora
- Ac Yoke and Coil Check Log: Thailand Industrial Proforma FormDocumento1 paginaAc Yoke and Coil Check Log: Thailand Industrial Proforma FormJohn DolanNessuna valutazione finora
- Daily Drift Calibration LogDocumento1 paginaDaily Drift Calibration LogJohn DolanNessuna valutazione finora
- Ultrasonic Inspection: Part 1 IntroductionDocumento172 pagineUltrasonic Inspection: Part 1 IntroductionJohn DolanNessuna valutazione finora
- Index: Daily, 6 Monthly and Yearly Equipment Calibration ChecksDocumento1 paginaIndex: Daily, 6 Monthly and Yearly Equipment Calibration ChecksJohn DolanNessuna valutazione finora
- Ddaily Drift Calibration Procedure: 1. ScopeDocumento1 paginaDdaily Drift Calibration Procedure: 1. ScopeJohn DolanNessuna valutazione finora
- MPI Report 006 Swivel 531-12-19Documento1 paginaMPI Report 006 Swivel 531-12-19John DolanNessuna valutazione finora
- Daily Check of DC Coil and AC YokeDocumento2 pagineDaily Check of DC Coil and AC YokeJohn DolanNessuna valutazione finora
- Black Light Daily Check Log: Thailand Industrial Proforma FormDocumento1 paginaBlack Light Daily Check Log: Thailand Industrial Proforma FormJohn DolanNessuna valutazione finora
- MPI Report 002 Mast 002 R.1Documento1 paginaMPI Report 002 Mast 002 R.1John DolanNessuna valutazione finora
- INDIN 077 - BHA ReportDocumento1 paginaINDIN 077 - BHA ReportJohn DolanNessuna valutazione finora
- INDIN 077 - BHA ReportDocumento1 paginaINDIN 077 - BHA ReportJohn DolanNessuna valutazione finora
- MPI Report 008 Travelling Block E-5071Documento1 paginaMPI Report 008 Travelling Block E-5071John DolanNessuna valutazione finora
- MPI Report 011 3 and A Half DP Elevator B109-3Documento1 paginaMPI Report 011 3 and A Half DP Elevator B109-3John DolanNessuna valutazione finora
- Liquid Penetrant Inspection Report: Industrial Proforma FormDocumento1 paginaLiquid Penetrant Inspection Report: Industrial Proforma FormJohn DolanNessuna valutazione finora
- MPI Report 005 Monkeyboard 001Documento1 paginaMPI Report 005 Monkeyboard 001John DolanNessuna valutazione finora
- MPI Report 010 3 and A Half DP Elevator B109-4Documento1 paginaMPI Report 010 3 and A Half DP Elevator B109-4John DolanNessuna valutazione finora
- MPI Report 013 5inch DP Elevator A109-2Documento1 paginaMPI Report 013 5inch DP Elevator A109-2John DolanNessuna valutazione finora
- MPI - DPI Report NewDocumento2 pagineMPI - DPI Report NewJohn DolanNessuna valutazione finora
- MPI Report 004 Mast Axis 002Documento1 paginaMPI Report 004 Mast Axis 002John DolanNessuna valutazione finora
- MPI Report 009 Sub Structure B668Documento1 paginaMPI Report 009 Sub Structure B668John DolanNessuna valutazione finora
- MPI Report 012 5inch DP Elevator A109-1Documento1 paginaMPI Report 012 5inch DP Elevator A109-1John DolanNessuna valutazione finora
- Exhibit I - SOWDocumento5 pagineExhibit I - SOWJohn DolanNessuna valutazione finora
- INDIN 078 - HWDP Proforma R.1Documento2 pagineINDIN 078 - HWDP Proforma R.1John DolanNessuna valutazione finora
- Daily Drift Calibration Procedure: 1. ScopeDocumento1 paginaDaily Drift Calibration Procedure: 1. ScopeJohn DolanNessuna valutazione finora
- Asme Standards Specifications-1Documento72 pagineAsme Standards Specifications-1DHAVAL PANCHAL100% (1)
- Fin Plate To Column Flange - LRFDDocumento23 pagineFin Plate To Column Flange - LRFDkalpanaadhiNessuna valutazione finora
- 2013-J C Han GT Heat Transfer ReviewDocumento15 pagine2013-J C Han GT Heat Transfer ReviewSsheshan PugazhendhiNessuna valutazione finora
- Astm 139Documento6 pagineAstm 139henry_zambranoNessuna valutazione finora
- TM 55 1905 223 24 2 PDFDocumento127 pagineTM 55 1905 223 24 2 PDFMohamed HmayenNessuna valutazione finora
- Ventilation CowlsDocumento12 pagineVentilation CowlsShahadatuliskandar RosliNessuna valutazione finora
- 800 PDFDocumento155 pagine800 PDFdnageshm4n244Nessuna valutazione finora
- Cooling Thesis PDFDocumento60 pagineCooling Thesis PDFAudel Albarrán CNessuna valutazione finora
- An Aeroelastic Analysis of A Thin Flexible Membrane: Robert C. Scott and Robert E. BartelsDocumento17 pagineAn Aeroelastic Analysis of A Thin Flexible Membrane: Robert C. Scott and Robert E. Bartelsgandalf500Nessuna valutazione finora
- Thermowell SpecificationDocumento1 paginaThermowell SpecificationNAYEEMNessuna valutazione finora
- Range Rover Manual Service ToolsDocumento10 pagineRange Rover Manual Service ToolsLouise RogersNessuna valutazione finora
- K290Documento6 pagineK290longoluiNessuna valutazione finora
- Centrifugal PumpDocumento6 pagineCentrifugal Pumpkadar AhmedNessuna valutazione finora
- 06-Case Studies On Analysis of Steel Structures Using Eurocode 3 - SP Chiew (19nov13) v2Documento36 pagine06-Case Studies On Analysis of Steel Structures Using Eurocode 3 - SP Chiew (19nov13) v2damindaNessuna valutazione finora
- Product Data Sheet 6500 Multi Purpose Sample Gas Conditioning System Rosemount en 69434Documento4 pagineProduct Data Sheet 6500 Multi Purpose Sample Gas Conditioning System Rosemount en 69434Zeeshan ShamsiNessuna valutazione finora
- Método de Generación EngranajesDocumento1 paginaMétodo de Generación EngranajesJaime Orlando Sanchez OlarteNessuna valutazione finora
- Lagrangian Particle TrackingDocumento35 pagineLagrangian Particle TrackingLiviuNessuna valutazione finora
- 04 NAC Initial Transverse Stability (160213)Documento21 pagine04 NAC Initial Transverse Stability (160213)Gilles MathieuNessuna valutazione finora
- Grooved Butterfly Valve, Gear Operated, 300PSI FIG.F1022-300Documento1 paginaGrooved Butterfly Valve, Gear Operated, 300PSI FIG.F1022-300Maurilio Batista de LimaNessuna valutazione finora
- 2301 Woodward Speed ControlDocumento4 pagine2301 Woodward Speed ControlManuel Otero100% (1)
- Boxer Bm125Documento37 pagineBoxer Bm125Segundo ZapataNessuna valutazione finora
- P01 24Documento4 pagineP01 24Mohammad KhNessuna valutazione finora
- Standard Conditions For Temperature and Pressure - WikipediaDocumento8 pagineStandard Conditions For Temperature and Pressure - WikipediaDAYAMOY APLNessuna valutazione finora
- MarutiDocumento286 pagineMarutiMarcelo DominguezNessuna valutazione finora
- Emp 006Documento2 pagineEmp 006Brian FreemanNessuna valutazione finora
- Duo Safe Double Cont InstallDocumento8 pagineDuo Safe Double Cont InstallahmedNessuna valutazione finora
- Axle, Front - Differential CarrierDocumento3 pagineAxle, Front - Differential CarrierHusi NihaNessuna valutazione finora
- Ufgs 41 22 13.15Documento60 pagineUfgs 41 22 13.15Abdul wahid ButtNessuna valutazione finora