Potrebbero piacerti anche
- Cswip 3.2 Mfy-005Documento6 pagineCswip 3.2 Mfy-005Moses_Jakkala100% (2)
- Welding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateDocumento7 pagineWelding Inspection: Multiple-Choice Question Paper MSR-WI-1: Name: .. DateBENNY BUSTOMI100% (1)
- Multi Choice Question Paper (MSR - WI - 1)Documento5 pagineMulti Choice Question Paper (MSR - WI - 1)Abu Ayyas AlklatainyNessuna valutazione finora
- Welding Inspector Exam QuestionsDocumento8 pagineWelding Inspector Exam QuestionsLe TuanNessuna valutazione finora
- Multi - Choice Question Paper (MSR-WI-1)Documento8 pagineMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- Welding Inspection Q and Ans.Documento20 pagineWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- CSWIP CompleteDocumento23 pagineCSWIP CompleteThirumalesu ChowdamNessuna valutazione finora
- Master Question 2906Documento101 pagineMaster Question 2906Cao Mạnh CườngNessuna valutazione finora
- CSWIP 3.1 Welding Inspector Exam Day 1 AnswersDocumento31 pagineCSWIP 3.1 Welding Inspector Exam Day 1 Answershaoues23100% (2)
- WIS 5 Qu paper MSR-WI-1Documento8 pagineWIS 5 Qu paper MSR-WI-1Shankar Gurusamy100% (1)
- Weld Imperfections Guide: 45+ Types & Causes ExplainedDocumento64 pagineWeld Imperfections Guide: 45+ Types & Causes ExplainedPradeepNessuna valutazione finora
- Welding ImperfectionsDocumento4 pagineWelding ImperfectionsshrikantajitNessuna valutazione finora
- Cswip3.1 Exam QuestionDocumento4 pagineCswip3.1 Exam QuestionMOHAMMAD SAJIDALAM100% (2)
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Documento7 pagineWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-1)Le TuanNessuna valutazione finora
- Welding Questions 1Documento26 pagineWelding Questions 1dselvakuuNessuna valutazione finora
- Welding Product Technology TheoryDocumento4 pagineWelding Product Technology TheoryPecai MamatNessuna valutazione finora
- Tesda Multiple ChoiceDocumento8 pagineTesda Multiple ChoiceAira Ronquillo67% (3)
- Day 1answersDocumento31 pagineDay 1answersMahmoud Elsayed MohamedNessuna valutazione finora
- Welding questions document titleDocumento5 pagineWelding questions document titleKani Al Bazir100% (1)
- WIS5 - Appendix 1Documento118 pagineWIS5 - Appendix 1Reza FakhrizalNessuna valutazione finora
- Welding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aDocumento8 pagineWelding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aTahar Dabbar100% (1)
- 2.WIS5 Course Notes 501 699Documento199 pagine2.WIS5 Course Notes 501 699nani356Nessuna valutazione finora
- CSWIP 3 1 HomeworkDocumento32 pagineCSWIP 3 1 Homeworkjfdlksa65% (20)
- CSWIP 3.1 Multichoice With AnswerDocumento18 pagineCSWIP 3.1 Multichoice With AnswerBassamOmarFarghl100% (2)
- Weld Terminology: Candidate: Date: ..... / . / ..Documento6 pagineWeld Terminology: Candidate: Date: ..... / . / ..Sepertiga RinduNessuna valutazione finora
- WIS5 Paper 1 Rev 3Documento4 pagineWIS5 Paper 1 Rev 3Ahmed ShakirNessuna valutazione finora
- Appendix 1 2017Documento34 pagineAppendix 1 2017Sohrab FarmanNessuna valutazione finora
- Welding Inspection Multi-Choice QuestionsDocumento16 pagineWelding Inspection Multi-Choice QuestionsRobert MichaelrajNessuna valutazione finora
- Appendix English 2016Documento180 pagineAppendix English 2016Adil Hasanov100% (1)
- Welding Assessment QuizDocumento8 pagineWelding Assessment QuizLe Tuan100% (1)
- Soal SMK 6Documento4 pagineSoal SMK 6asrafiNessuna valutazione finora
- Welding Inspection General Theory Paper QWI-4: Multichoice MarksDocumento9 pagineWelding Inspection General Theory Paper QWI-4: Multichoice MarksMuhammad HannanNessuna valutazione finora
- Tech 6 (Solved)Documento7 pagineTech 6 (Solved)Saif Ullah100% (3)
- MFY Multiple Choice 001Documento6 pagineMFY Multiple Choice 001Danu KautsarNessuna valutazione finora
- Welding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper UnmarkedDocumento4 pagineWelding Inspection: Multi-Choice Questions Paper 1 Please Keep This Paper Unmarkedrex valenciaNessuna valutazione finora
- SMAW NC I Set B - 50 ItemsDocumento9 pagineSMAW NC I Set B - 50 Itemslouie gerasmia100% (1)
- Welding Exam Questions Covering Inspection, Steels and ProcessesDocumento8 pagineWelding Exam Questions Covering Inspection, Steels and ProcessesLe TuanNessuna valutazione finora
- Technology 4Documento8 pagineTechnology 4Prabhu KalpakkamNessuna valutazione finora
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Documento7 pagineWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Le Tuan100% (1)
- WISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014Documento5 pagineWISS CSWIP General Multiple Choice Exam 3 Version A 18 August 2014rinhycra100% (1)
- Cswip Questions and AnswersDocumento8 pagineCswip Questions and AnswersTariq Hussain100% (2)
- Welding QuestionsDocumento40 pagineWelding Questionssaba100% (1)
- In General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferDocumento4 pagineIn General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferLe TuanNessuna valutazione finora
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocumento62 pagineCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23100% (1)
- 4.1 Written TestDocumento10 pagine4.1 Written TestShirwin OliverioNessuna valutazione finora
- Welding Test Questions and AnswersDocumento9 pagineWelding Test Questions and Answerslouie gerasmiaNessuna valutazione finora
- Brittle Fracture in Steel StructuresDa EverandBrittle Fracture in Steel StructuresG.M. BoydNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDa Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideValutazione: 3.5 su 5 stelle3.5/5 (7)
- Advances in Ceramic Armor, Bioceramics, and Porous MaterialsDa EverandAdvances in Ceramic Armor, Bioceramics, and Porous MaterialsJerry C. LaSalviaNessuna valutazione finora
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDa EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNessuna valutazione finora
- Ceramic Materials for Energy Applications VIDa EverandCeramic Materials for Energy Applications VIHua-Tay LinNessuna valutazione finora
- Investigation of the Chirajara Bridge CollapseDa EverandInvestigation of the Chirajara Bridge CollapseNessuna valutazione finora
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantDa EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantValutazione: 3.5 su 5 stelle3.5/5 (3)
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
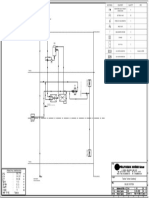
- PID Oily Bilge System-3421811020-Muhammad Ridho Alamsyah Putra-ModelDocumento1 paginaPID Oily Bilge System-3421811020-Muhammad Ridho Alamsyah Putra-Modelridho alamsyahNessuna valutazione finora
- (Vol III), 2019 Rules For Machinery Installations, 2019 (352-431) PDFDocumento80 pagine(Vol III), 2019 Rules For Machinery Installations, 2019 (352-431) PDFridho alamsyahNessuna valutazione finora
- (Vol III), 2019 Rules For Machinery Installations, 2019 (352-431)Documento143 pagine(Vol III), 2019 Rules For Machinery Installations, 2019 (352-431)ridho alamsyahNessuna valutazione finora
- GA PROGRESS 19-12-2019 Ridho Alamsyah-ModelDocumento1 paginaGA PROGRESS 19-12-2019 Ridho Alamsyah-Modelridho alamsyahNessuna valutazione finora
- 02 Steel StructureDocumento20 pagine02 Steel Structureridho alamsyahNessuna valutazione finora
- Selective Laser Sintering: What Is SLS?Documento5 pagineSelective Laser Sintering: What Is SLS?DarkShadowNessuna valutazione finora
- Lincolnweld 761Documento2 pagineLincolnweld 761Huascar Rafael Robles CaceresNessuna valutazione finora
- EN 10025 S275 Steel (S275JR, S275J0 & S275J2)Documento3 pagineEN 10025 S275 Steel (S275JR, S275J0 & S275J2)MohamedNessuna valutazione finora
- Brosur Di PrintDocumento17 pagineBrosur Di PrintDendy FauziNessuna valutazione finora
- Drainage System Specifications for BuildingsDocumento17 pagineDrainage System Specifications for Buildingskartick adhikaryNessuna valutazione finora
- 11 Cold-Formed Connections GuideDocumento8 pagine11 Cold-Formed Connections GuideMarcos AmorimNessuna valutazione finora
- BQ-Water Reticulation Paling Latest PDFDocumento16 pagineBQ-Water Reticulation Paling Latest PDFNabilah Mohamad0% (1)
- P2P Lab Reportjan2006Documento39 pagineP2P Lab Reportjan2006Huaman Chavez Jesus AngelNessuna valutazione finora
- Productivity Constraints: S. No. DescriptionDocumento32 pagineProductivity Constraints: S. No. Descriptionrehan84075% (4)
- 3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Documento22 pagine3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Gaurav BedseNessuna valutazione finora
- Reverse Osmosis SystemDocumento28 pagineReverse Osmosis SystemFreddy Enrique Luna MirabalNessuna valutazione finora
- Draft Composite Cement Public Comments1Documento28 pagineDraft Composite Cement Public Comments1prasadNessuna valutazione finora
- Ribraft Technical ManualDocumento22 pagineRibraft Technical ManualEsteban100% (1)
- 1 2 3V Items For Hosting ScrutinizedDocumento70 pagine1 2 3V Items For Hosting Scrutinizedahvaz1392bNessuna valutazione finora
- Conduit Wiring: Section I. Rigid Conduit Uses and AdvantagesDocumento13 pagineConduit Wiring: Section I. Rigid Conduit Uses and AdvantagesElujekwute BenjaminNessuna valutazione finora
- Identify clamp screw and wrench partsDocumento18 pagineIdentify clamp screw and wrench partsFabian MogroNessuna valutazione finora
- RPV10Documento2 pagineRPV10Tomocorp SacNessuna valutazione finora
- ROAD AND PAVING COST ESTIMATES FOR VARIOUS REGIONSDocumento5 pagineROAD AND PAVING COST ESTIMATES FOR VARIOUS REGIONSntah84Nessuna valutazione finora
- Measurement of The Ferrite Content With The FERITSCOPE FMP30Documento3 pagineMeasurement of The Ferrite Content With The FERITSCOPE FMP30presleNessuna valutazione finora
- SSH KPKNL 2021Documento12 pagineSSH KPKNL 2021Taufik GeodetikNessuna valutazione finora
- Carbon and Alloy Steel Properties GuideDocumento51 pagineCarbon and Alloy Steel Properties Guidebs2002Nessuna valutazione finora
- Cables AetnaDocumento1 paginaCables AetnaJames Ernes Llacza CarmeloNessuna valutazione finora
- SCHEDULE OF RATES FOR ELECTRICAL INSTALLATION WORKS IN SARAWAK 2018Documento19 pagineSCHEDULE OF RATES FOR ELECTRICAL INSTALLATION WORKS IN SARAWAK 2018Yves L100% (3)
- Industrial Training ReportDocumento66 pagineIndustrial Training Reportapi-373020854Nessuna valutazione finora
- Titanic Project Case StudyDocumento1 paginaTitanic Project Case StudyJèfrì PìnémNessuna valutazione finora
- Aalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51Documento13 pagineAalco Metals LTD Aluminium Alloy en Standards For Rolled Aluminium 51kartik spectomsNessuna valutazione finora
- Aircraft RivetsDocumento50 pagineAircraft RivetsPranjal DograNessuna valutazione finora
- Free Garage Cabinet PlanDocumento10 pagineFree Garage Cabinet PlanSeth TownsendNessuna valutazione finora
- Bamboo Building Material Strengths UsesDocumento8 pagineBamboo Building Material Strengths UsesCyber VirginNessuna valutazione finora