Potrebbero piacerti anche
- Procedure Fabrikasi TankiDocumento10 pagineProcedure Fabrikasi TankiMuhammad Yunus NurdinNessuna valutazione finora
- CONTRACT NO.20705 Bitumen Storage Facility AT Port Khalid SharjahDocumento17 pagineCONTRACT NO.20705 Bitumen Storage Facility AT Port Khalid SharjahFaruk OcalNessuna valutazione finora
- 00101784PU Rev A NovaSeptic Mixer Tank Plate Welding GuideDocumento16 pagine00101784PU Rev A NovaSeptic Mixer Tank Plate Welding GuideJosue Ramirez NavaNessuna valutazione finora
- Method Statement For Steel TankDocumento16 pagineMethod Statement For Steel TankJOHNK25% (4)
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingDa EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingValutazione: 5 su 5 stelle5/5 (2)
- Shell Rolling ProcedureDocumento26 pagineShell Rolling ProcedureKingston Rivington100% (1)
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Quickfit Coupling Adaptors IOM-GB IT 06-2017Documento8 pagineQuickfit Coupling Adaptors IOM-GB IT 06-2017PawelNessuna valutazione finora
- Disc WindingDocumento5 pagineDisc WindingPandurang YadavNessuna valutazione finora
- Tutorial Pages Example Rotary TableDocumento10 pagineTutorial Pages Example Rotary TableArdita S IrwanNessuna valutazione finora
- Emd Mi315Documento6 pagineEmd Mi315Jesse BarnettNessuna valutazione finora
- Semi Atomatic Die HeadDocumento4 pagineSemi Atomatic Die HeadCesar Carito ValenciaNessuna valutazione finora
- New Bottom PlateDocumento9 pagineNew Bottom PlateEmmanuel kusimo100% (1)
- AT520JK Users ManualDocumento15 pagineAT520JK Users ManualgerezairNessuna valutazione finora
- Geothermal Drilling and Well Design (SE-830-DR2) : CementingDocumento43 pagineGeothermal Drilling and Well Design (SE-830-DR2) : CementingERICK GUSTAVO QUINTANILLA GARCIANessuna valutazione finora
- KRX NTNDocumento4 pagineKRX NTNDj ́s Mix LiveNessuna valutazione finora
- ZP - Mold Design Guide BayerDocumento44 pagineZP - Mold Design Guide Bayerjhho2Nessuna valutazione finora
- 112 - Dwi Rizky Rosilila - UNIT3 - EssayDocumento11 pagine112 - Dwi Rizky Rosilila - UNIT3 - EssayDwi Rizky RosililaNessuna valutazione finora
- Installation Manual For Level Control Diaphragm: AddressDocumento11 pagineInstallation Manual For Level Control Diaphragm: AddresspredilettoNessuna valutazione finora
- AK31 TurretDocumento34 pagineAK31 TurretVladimirAgeev100% (1)
- Methodology - Well Sinking-Foundation PDF-1Documento7 pagineMethodology - Well Sinking-Foundation PDF-1Tina J100% (1)
- Eixo Dif Simples Vel ENGDocumento62 pagineEixo Dif Simples Vel ENGAhmedNessuna valutazione finora
- Fy Smcs-1 Q. Bank Sem 1 2023-24Documento12 pagineFy Smcs-1 Q. Bank Sem 1 2023-24raju.sharmqNessuna valutazione finora
- UM - MVG - SO60976 - Modificaton BucketDocumento4 pagineUM - MVG - SO60976 - Modificaton Bucket1989vasu.pNessuna valutazione finora
- Completion EngineeringDocumento44 pagineCompletion EngineeringFa TehNessuna valutazione finora
- Double TTS: - Spans Up To 60 Feet Providing Open Areas BelowDocumento6 pagineDouble TTS: - Spans Up To 60 Feet Providing Open Areas Belowaah CoNessuna valutazione finora
- Miniature MachiningDocumento40 pagineMiniature MachiningEric Johansson100% (5)
- Kpijci ft4240Documento6 pagineKpijci ft4240HéctorNessuna valutazione finora
- GM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberDocumento8 pagineGM 4L80-E, 4L85-E Vacuum Test Plate Kit: Part NumberДенис ЕфрахимNessuna valutazione finora
- Manual Drill Collar S-R-LDocumento6 pagineManual Drill Collar S-R-LJAVIER EDUARDO MANTILLA BUITRAGONessuna valutazione finora
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocumento7 pagineNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- Shell Rolling For Pressure VesselsDocumento26 pagineShell Rolling For Pressure VesselsSHREEJINessuna valutazione finora
- GM 4L60-E, 4L65-E, 4L70-E Vacuum Test Plate Kit: 77754-VTP InstructionsDocumento8 pagineGM 4L60-E, 4L65-E, 4L70-E Vacuum Test Plate Kit: 77754-VTP InstructionsHenry SilvaNessuna valutazione finora
- Stock "QD" Bushings: RemovalDocumento2 pagineStock "QD" Bushings: RemovalmecanicoNessuna valutazione finora
- Repair Manual MP 1Documento11 pagineRepair Manual MP 1Tiffany DacinoNessuna valutazione finora
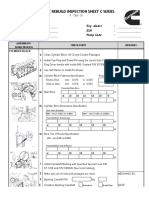
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocumento10 pagineEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Well HeadsDocumento47 pagineWell HeadsDanish Khan100% (3)
- Chapter 2 Injection MoldsDocumento83 pagineChapter 2 Injection MoldsRadia ElkhaniNessuna valutazione finora
- 6-3 Drilling and Blasting Stopes Tm3Documento7 pagine6-3 Drilling and Blasting Stopes Tm3johnson OlubiNessuna valutazione finora
- Pump DatasheetDocumento15 paginePump DatasheetHedi Ben MohamedNessuna valutazione finora
- Maintenance of Enhanced Drawgear - CMI9901Documento7 pagineMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaNessuna valutazione finora
- Sheet Pile Capping Manual-DawsonDocumento54 pagineSheet Pile Capping Manual-DawsonSankar CdmNessuna valutazione finora
- Model NERA-2 Non-Elastomeric Sliding Sleeve: DescriptioDocumento5 pagineModel NERA-2 Non-Elastomeric Sliding Sleeve: DescriptiofelipeNessuna valutazione finora
- Fork Gold Valve Installation: DisassemblyDocumento4 pagineFork Gold Valve Installation: DisassemblyTiyok HidrolikNessuna valutazione finora
- Grinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsDocumento2 pagineGrinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsMina MagdyNessuna valutazione finora
- 423-U SlotMill SeriesDocumento28 pagine423-U SlotMill Seriespapa bianNessuna valutazione finora
- Manufacturing Sun Cartridge Cavities: Tooling CheckDocumento5 pagineManufacturing Sun Cartridge Cavities: Tooling CheckxxshNessuna valutazione finora
- BVM Corporation Maintenance Manual: Casing Slips "CMSXL"Documento5 pagineBVM Corporation Maintenance Manual: Casing Slips "CMSXL"Ali mohammadNessuna valutazione finora
- Screw Coupling in Indian RailwaysDocumento6 pagineScrew Coupling in Indian RailwaysTapas kumarNessuna valutazione finora
- Camisa Deslizable Modelo L para H2SDocumento5 pagineCamisa Deslizable Modelo L para H2SCO BDNessuna valutazione finora
- ISCAR. Turning and Threading ToolsDocumento466 pagineISCAR. Turning and Threading ToolsJuan Carlos Encalada100% (2)
- Capping Manual Rev001Documento54 pagineCapping Manual Rev001Gabriel AmorimNessuna valutazione finora
- SONNAX 45rfeDocumento2 pagineSONNAX 45rfefulltransmissionNessuna valutazione finora
- Shaft Strain Gaging Guide v4Documento11 pagineShaft Strain Gaging Guide v4craigNessuna valutazione finora
- PEAK Sidewall Cutter Data ManualDocumento13 paginePEAK Sidewall Cutter Data ManualRizky WahyuNessuna valutazione finora
- Cable Tray Inspection ListDocumento1 paginaCable Tray Inspection ListTreesa Archnana100% (1)
- Quality Circles For Vikramshila StudentsDocumento22 pagineQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Educational Multimedia On Hydraulics and PneumaticsDocumento89 pagineEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Documento8 pagine2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- New File ListDocumento2 pagineNew File ListDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDocumento6 pagineDipak Vinayak Shirbhate VSRDIJMCAPE 3631 Set PPRDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Aahan's BirthdayDocumento22 pagineAahan's BirthdayDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Salary Slip - May 2014Documento5 pagineSalary Slip - May 2014DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Documento4 pagineDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDocumento34 pagineQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Girls Hostel FormDocumento1 paginaGirls Hostel FormDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Kirti Polytechnic Prospectus Part ADocumento5 pagineKirti Polytechnic Prospectus Part ADIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Creativity & The Business IdeaDocumento12 pagineCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Kaizan Presentation 11092012Documento12 pagineKaizan Presentation 11092012DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Boys Hostel FormDocumento1 paginaBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Prospectus Data 2013-14Documento12 pagineProspectus Data 2013-14DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Domestic Water Heater PDFDocumento39 pagineDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Domestic Water Heater PDFDocumento39 pagineDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Ad Draft Approved by MsbteDocumento1 paginaAd Draft Approved by MsbteDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Pramod Naik's Letter Director MsbteDocumento1 paginaPramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Equivalence of Discipline Praposed Draft For Tech InstitutesDocumento14 pagineEquivalence of Discipline Praposed Draft For Tech InstitutesDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Vikramshila Polytechnic DarapurDocumento1 paginaVikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Performance ApprisalDocumento12 paginePerformance ApprisalDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Inplant TrainingDocumento1 paginaInplant TrainingDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Prospectus For 14-15Documento44 pagineProspectus For 14-15DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Prospectus For 13-14Documento42 pagineProspectus For 13-14DIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Importance of Diploma Education For Rural StudentsnnDocumento55 pagineImportance of Diploma Education For Rural Studentsnnvspd2010Nessuna valutazione finora
- Classification of EnterprenuersDocumento12 pagineClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Mobile Number of StudentsDocumento4 pagineMobile Number of Studentsvspd2010Nessuna valutazione finora
- Vikramshila Poly Prospectus MarathiDocumento29 pagineVikramshila Poly Prospectus MarathiDIPAK VINAYAK SHIRBHATENessuna valutazione finora
- Pragati Ahawal, 2010 11Documento9 paginePragati Ahawal, 2010 11DIPAK VINAYAK SHIRBHATENessuna valutazione finora