Potrebbero piacerti anche
- Shaper MachineDocumento18 pagineShaper MachineSanyam JainNessuna valutazione finora
- BME Lecture 5 ShaperDocumento6 pagineBME Lecture 5 ShaperRoop LalNessuna valutazione finora
- Grinding FundementalsDocumento47 pagineGrinding Fundementalstenjoe_38Nessuna valutazione finora
- Strecher - Shrinker 8836249Documento2 pagineStrecher - Shrinker 8836249Bruno PilieciNessuna valutazione finora
- PX - 120 - 01 - e Manual Casio Privia Px120Documento38 paginePX - 120 - 01 - e Manual Casio Privia Px120Sebastián MedinaNessuna valutazione finora
- LeBlond's Dual Drive Lathe SmallDocumento28 pagineLeBlond's Dual Drive Lathe Small4U6ogj8b9snylkslkn3nNessuna valutazione finora
- The Synthesis of Elliptical Gears Generated by Shaper-CuttersDocumento9 pagineThe Synthesis of Elliptical Gears Generated by Shaper-CuttersBen TearleNessuna valutazione finora
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969Da EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasNessuna valutazione finora
- 3481 Quorn 02Documento4 pagine3481 Quorn 02Andy LNessuna valutazione finora
- Governing, Ignition System, Fire OrderDocumento33 pagineGoverning, Ignition System, Fire OrderProf. Jignesh Sohaliya100% (1)
- Lathes and Lathe Machining OperationsDocumento11 pagineLathes and Lathe Machining OperationsJunayed HasanNessuna valutazione finora
- The Key To Metal Bumping 3rd Ed. V2 - F. Sargent WWDocumento19 pagineThe Key To Metal Bumping 3rd Ed. V2 - F. Sargent WWManjunatha EikilaNessuna valutazione finora
- Gear Teeth: Clocks and ShipsDocumento16 pagineGear Teeth: Clocks and ShipsČika BrkoNessuna valutazione finora
- Determination of Gerotor Pump Theoretical FlowDocumento8 pagineDetermination of Gerotor Pump Theoretical FlowBlaza StojanovicNessuna valutazione finora
- Gerotor 3Documento14 pagineGerotor 3Jean-Philippe GauthierNessuna valutazione finora
- 8,000 RPM APU Size To 30,000 RPM Miniature, Aerospace ApplicationsDocumento9 pagine8,000 RPM APU Size To 30,000 RPM Miniature, Aerospace Applicationskanteron6443Nessuna valutazione finora
- Planer Quick Return MechanismDocumento21 paginePlaner Quick Return Mechanismlalagandu100% (1)
- Ralph Patterson Tailstock Camlock 2Documento13 pagineRalph Patterson Tailstock Camlock 2supremesportsNessuna valutazione finora
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDocumento38 pagineAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNessuna valutazione finora
- Geometric Design For A Gerotor Pump With High Area EfficiencyDocumento9 pagineGeometric Design For A Gerotor Pump With High Area Efficiencykanteron6443Nessuna valutazione finora
- LaserDocumento29 pagineLaserGaurav YadavNessuna valutazione finora
- Balancing Grinder WheelsDocumento8 pagineBalancing Grinder WheelsmountaineerjpNessuna valutazione finora
- Lathe ppt2Documento130 pagineLathe ppt2manikanth100% (1)
- p005 Compact Equipment Tires BroDocumento8 paginep005 Compact Equipment Tires BroAkhmad SebehNessuna valutazione finora
- 3 PhaseDocumento9 pagine3 PhaseArnulfo LavaresNessuna valutazione finora
- MI-1220 XL Manual 2008Documento115 pagineMI-1220 XL Manual 2008James BanksNessuna valutazione finora
- Operating: Maintenance ManualDocumento18 pagineOperating: Maintenance ManualAnonymous reYe6iCCNessuna valutazione finora
- Manual TornoDocumento60 pagineManual Tornojulie2420140% (1)
- Quorn: Tool and Cutter GrinderDocumento4 pagineQuorn: Tool and Cutter GrinderDan HendersonNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Analog Parts Kit - DigilentDocumento6 pagineAnalog Parts Kit - DigilentMario AcostaNessuna valutazione finora
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocumento22 pagineInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNessuna valutazione finora
- (Metalworking) Welding and MachiningDocumento1.767 pagine(Metalworking) Welding and MachiningEugeneNessuna valutazione finora
- MachineShop Getting Started Guide PDFDocumento97 pagineMachineShop Getting Started Guide PDF128sAc100% (1)
- Capstan & Turret LatheDocumento27 pagineCapstan & Turret LatheMuraliNessuna valutazione finora
- Materials and MachiningDocumento116 pagineMaterials and MachiningGian RemundiniNessuna valutazione finora
- Gear and Gear TrainDocumento21 pagineGear and Gear Trainm_er100Nessuna valutazione finora
- Rotary BroachDocumento2 pagineRotary BroachpeterNessuna valutazione finora
- Departmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear CuttingDocumento7 pagineDepartmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear Cuttingnisteelroy100% (1)
- KurtDocumento30 pagineKurtmachineCanNessuna valutazione finora
- Milling NotesDocumento20 pagineMilling NotesleoandresmessiNessuna valutazione finora
- Material Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingDa EverandMaterial Forming Processes: Simulation, Drawing, Hydroforming and Additive ManufacturingNessuna valutazione finora
- Manufacturing of GearsDocumento47 pagineManufacturing of GearsMuhammad UmarNessuna valutazione finora
- Gerotor GeometryDocumento9 pagineGerotor Geometrya_arzareNessuna valutazione finora
- How To Weld - TIG WeldingDocumento14 pagineHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- Modification and Development of Work Holding Device - Steady-RestDocumento6 pagineModification and Development of Work Holding Device - Steady-RestInternational Journal of Innovative Science and Research Technology100% (1)
- Model EngineeringDocumento5 pagineModel Engineering8inlinea0% (1)
- Crossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeDa EverandCrossing the Line Baja 1000: What Secrets Starts as Fortune Might Cost Him His LifeNessuna valutazione finora
- Quorn: Tool and Cutter GrinderDocumento2 pagineQuorn: Tool and Cutter GrinderDan HendersonNessuna valutazione finora
- Blocking Oscillator: Resistor Transformer Transistor Duty-Cycle Leds Red-Eye EffectDocumento5 pagineBlocking Oscillator: Resistor Transformer Transistor Duty-Cycle Leds Red-Eye EffectArul RajNessuna valutazione finora
- SE CompoundCond PDFDocumento16 pagineSE CompoundCond PDFAntony BurgersNessuna valutazione finora
- 06 GearsDocumento22 pagine06 GearsTeaching ClubNessuna valutazione finora
- Drillingpresentatipon 150523075339 Lva1 App6892Documento45 pagineDrillingpresentatipon 150523075339 Lva1 App6892Atif WahidNessuna valutazione finora
- MP 1150410119112 161130183655Documento21 pagineMP 1150410119112 161130183655sreejith2786Nessuna valutazione finora
- Drilling MachineDocumento30 pagineDrilling MachineSunil MNessuna valutazione finora
- Drillingpresentatipon 150523075339 Lva1 App6892Documento45 pagineDrillingpresentatipon 150523075339 Lva1 App6892Atif WahidNessuna valutazione finora
- Milling MachineDocumento11 pagineMilling MachineAtif WahidNessuna valutazione finora
- Cutting Tool and Cutting FluidsDocumento11 pagineCutting Tool and Cutting FluidsAtif WahidNessuna valutazione finora
- Introduction To Finite Element MethodDocumento16 pagineIntroduction To Finite Element MethodmutthudarurNessuna valutazione finora
- Manopulo PresDocumento47 pagineManopulo PresAtif WahidNessuna valutazione finora
- Chapter 5 System Modeling 1Documento20 pagineChapter 5 System Modeling 1Etengal SebelasNessuna valutazione finora
- Sidecutters Manufactured by HensleyDocumento8 pagineSidecutters Manufactured by Hensleyfernandoj100% (1)
- Asme B107.3-1978Documento21 pagineAsme B107.3-1978noahb110Nessuna valutazione finora
- Self-Clinching Nuts: PEM® Brand Self-Clinching Nuts Install Permanently in Aluminum, Steel or Stainless Steel SheetsDocumento20 pagineSelf-Clinching Nuts: PEM® Brand Self-Clinching Nuts Install Permanently in Aluminum, Steel or Stainless Steel SheetsGorkaNessuna valutazione finora
- 1101.3-GraphicalSymbols For General EngineeringDocumento84 pagine1101.3-GraphicalSymbols For General EngineeringRayGaint100% (3)
- CNC Ball ScrewDocumento2 pagineCNC Ball ScrewJatin KhandelwalNessuna valutazione finora
- Groover Fundamentos Manual Soluciones C22Documento10 pagineGroover Fundamentos Manual Soluciones C22Ayush BhadauriaNessuna valutazione finora
- PQR & WPQ Standard Testing Parameter WorksheetDocumento4 paginePQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNessuna valutazione finora
- 05a SafetyStockDocumento37 pagine05a SafetyStockvera tria agustinaNessuna valutazione finora
- Welding Operations & DefectsDocumento15 pagineWelding Operations & Defectsklawsis83% (6)
- Drill Collar: PicturesDocumento3 pagineDrill Collar: PicturesWei ShangNessuna valutazione finora
- Stellram Turning Cat2013 Threading Inserts Holders Inch PDFDocumento75 pagineStellram Turning Cat2013 Threading Inserts Holders Inch PDFARJUNNessuna valutazione finora
- Amp Micro Project SumitDocumento16 pagineAmp Micro Project SumitSUMIT KALANNessuna valutazione finora
- Aashto M182Documento1 paginaAashto M182azeem sarwar0% (1)
- Stainless Steel Surface FinishesDocumento5 pagineStainless Steel Surface FinishesOlgalycosNessuna valutazione finora
- Unit - 1: Introduction To Machine Tools & MachinesDocumento21 pagineUnit - 1: Introduction To Machine Tools & MachinesGirmole Worku100% (1)
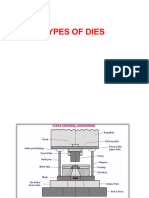
- Types of DiesDocumento99 pagineTypes of DiesMadhav ChaudharyNessuna valutazione finora
- CNC Programming Part 2Documento64 pagineCNC Programming Part 2HungTranNessuna valutazione finora
- Catalogo in Ox 2011Documento28 pagineCatalogo in Ox 2011Pop AdrianNessuna valutazione finora
- Verbos Irregulares Ingles PDFDocumento4 pagineVerbos Irregulares Ingles PDFLemuel Gonçalves RodriguesNessuna valutazione finora
- Track Components Summer TrainingDocumento13 pagineTrack Components Summer TrainingSourabh GuptaNessuna valutazione finora
- Welding Course 1Documento79 pagineWelding Course 1Orueta ClaudioNessuna valutazione finora
- Helicoil Insert - NASADocumento8 pagineHelicoil Insert - NASAbenNessuna valutazione finora
- KMPD Process ChartDocumento4 pagineKMPD Process Chartfiki_pramudyaNessuna valutazione finora
- Thread Cutting, Tapping and BroachingDocumento95 pagineThread Cutting, Tapping and BroachingKundan PatilNessuna valutazione finora
- 2x2 OHS Wall Connection DetailsDocumento1 pagina2x2 OHS Wall Connection DetailsSatria EkoNessuna valutazione finora
- PT Promecam Tools 1801 ENGDocumento45 paginePT Promecam Tools 1801 ENGpressbraketoolsNessuna valutazione finora
- Thread Rod & Fittings Price List 01.10.2021: Email: WebsiteDocumento3 pagineThread Rod & Fittings Price List 01.10.2021: Email: Websitega noobNessuna valutazione finora
- Heavy Hex NutsDocumento3 pagineHeavy Hex NutsAhmadreza AminianNessuna valutazione finora
- Sttype ABDocumento1 paginaSttype ABSean YangNessuna valutazione finora
- Experiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine TheoryDocumento20 pagineExperiment 1: Aim: Study and Practice of Orthogonal & Oblique Cutting On A Lathe. Apparatus: Lathe Machine Theorykapil.scribdNessuna valutazione finora