Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Gujrat Gas Vocantional Training
Caricato da
shubham shindeTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Gujrat Gas Vocantional Training
Caricato da
shubham shindeCopyright:
Formati disponibili
Vocational Training Report
A Study on CGD Business
Prepared
by
Daxit Akbari
2nd year Petroleum Engineering
PDPU
A Study Report On City Gas Distribution Business Page 1
Index
Content Page No.
About Gujarat Gas Ltd. 4
CGD Business Overview 6
CGD Network 7
Steel Department 14
C & M Department 24
PE-PNG Department 30
CNG Department 42
O & M Department 48
HSE Department 56
A Study Report On City Gas Distribution Business Page 2
ACKNOWLEDGEMENT
I express my gratitude to GUJARAT GAS LIMITED, for giving me this opportunity to
explore functions and activities concerned to CGD, understand equipment& relinquishing me
with delightful experience in the city gas distribution.
I extend my sincere thanks to Mr. Raju Kadam, Technical Manager for being my mentor
during the training and Mr. Chirag Bhanvadia, Deputy Manager for making me realise the
importance of academia in industry and helping me face every cumbersome task. Genuinely I
would like to thank Mr. Shiju Thomas for giving me this outstanding opportunity & helping
me make this experience a fantastic & memorable one.
I whole heartily thank Mr. Piyush Patel, Mr.KamleshJadeja, Mr.Dadhich Bhatt, and many
others of this company who guided me, thus strengthening my concepts of CGD and helping
me successfully completing this training.
A Study Report On City Gas Distribution Business Page 3
GUJARAT GAS LTD.
Natural gas is the fuel of 21st century. As a progressive company, Gujarat gas ltd. has tried
and identify new trend & prepare itself for future. Gujarat gas group is laying the ground
work and preparing themselves for the future.
The Pathway
Gujarat Gas Ltd (GGL)always works towards a principal aim to supply natural gas to retail
customers, i.e. Domestic,Commercial/Non-Commercial, Industrial and CNG. GGL is playing
a vital role to cater tothe natural gas demand up to the last mile of the retail network. GGL is
envisioned to becomplementary to Gujarat State Petronet Ltd. (GSPL), which is evident from
the presence of GGL retail network starting at every point and location that the GSPL
network ends.
Core Philosophy
Gujarat Gas core philosophy is to be 'A Complete Energy Company'.
Main Segments (Status on 30th June, 2016)
Gujarat Gas has charged network of over 16,000 km-long gas pipeline& providing 5.5
MMSCMD of Natural Gas to more than 10,80,000 domestic households, 11,900
commercial and non-commercial segments and 2,835 industrial customers. Gujarat Gas also
supplies natural gas in the form of Compressed Natural Gas (CNG) through 230 CNG
stations across the state.
PNG Domestic PNG Industrial PNG Commercial CNG
A Study Report On City Gas Distribution Business Page 4
Natural Gas: It’s Characteristics & Composition
Naturally gas is composed primarily of Methane with minor quantities of Ethane,
Propane, Carbon Dioxide, Nitrogen and Traces of Higher Hydrocarbon and Oxygen. It is
a vital component of the world's supply of energy.
It is one of the cleanest, safest, and most useful of all energy sources.
It is a Non- Poisonous, Non- Toxic, Colorless, tasteless combustible source of Energy.
It has no odor of its own; however, for City Gas Distribution Ethyl Mercaptan is added
for distinct colour so that layman can identify the leak if any nearby and report to the
authorities for necessary corrective option.
Composition of Natural Gas
Component Chemical Formulae Percentage
Methane CH4 70%-90%
Ethane C2H6
Propane C3H8 0%-20%
Butane C4H10
Carbon Dioxide C02 0%-8%
Oxygen 02 0%-0.2%
Nitrogen N2 0%-5%
Hydrogen Sulphide H2S 0%-5%
Rare Gases He, Ne, Ar, Xe Traces
Properties of Natural Gas
Specific Gravity (Air 1.0) 0.56 to 0.67
Boiling Point -161 °C
Melting Point -182 °C
Flash Point -161 °C
Auto Ignition Temperature 560 °C
Flammable Limit 5% to 15% by volume in air
Critical Pressure 45.99 Bar
Critical Temperature -82.59 °C
A Study Report On City Gas Distribution Business Page 5
OVERVIEW OF CGD BUSINESS
A City gas distribution means a distribution system in which CNG & PNG sold to
various segments by interconnecting gas pipeline & related equipments.
Currently the CGD segment constitutes 12 percent of the total gas consumption in
India. It is worth noting that this has been achieved in the past five years itself. It is
expected to reach a share of 20 percent by FY20.
The supply of natural gas for CGD is around 13 mmscmd in FY11 against the demand
of 15.83 mmscmd in the country.
Increasing demand from commercial and small industrial customers within the city
limits, in addition to the automotive and residential demand, are the key drivers of
growth in this segment.
Much of the demand in future will continue to be as a result of customers finding
natural gas to be more competitive than other fuels coupled with ease of handling and
lower pollution.
On the supply side expectation of large volumes of gas being made available within
the next few years, though both new domestic finds and imports, has created greater
compulsions for developing the CGD market. With an estimated demand of
45mmscmd by FY 20, CGD market is expected to grow by leaps and bounds.
CGD demand of natural gas from 2012-13 to 2029-10 of India.
MMSCMD 2012-13 2016-17 2021-22 2026-27 2029-30
CGD- City 15.30 22.32 46.25 67.96 85.61
Gas
Distribution
CITY GAS DISTRIBUTION NETWORK
The selection of design for CGD Network is based on the gas properties, required flow
rates, operating pressures and the environment.
A typical CGD Network shall comprise of one or more or all of the following:
1. City Gas Station (CGS)
2. Pipeline Network – Steel Pipeline, Polyethylene Pipelines, GI/Cu Pipes
3. Regulating Stations – District Regulating Stations (DRS), Service Regulators,
Domestic/ Commercial/ Industrial Regulators
4. Metering Stations/ Metering & Regulating Stations (MRS)
5. CNG Stations
A Study Report On City Gas Distribution Business Page 6
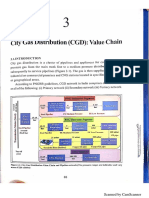
CGD Value Chain
City Gas Station (CGS)
It is established at a tap-off point of high pressure transmission pipeline; from where
we get gas inside the city via pipelines.
Custody Transfer from Transmission Company to Distribution Company
The gas delivered at this point is at higher pressure i.e. greater than 50 bar. Once gas
enters to CGS unit its pressure is reduced to in between 24-30 bar.
Rajkot - GA CGS is located at Gauridad Village which comes under GSPL Scope.
A Study Report On City Gas Distribution Business Page 7
City Gas Station
The main Components of City Gas Station and their function is as follows –
1. Filtration Skid: Dust particle and liquid coming with the gas stream are separated
byhigh efficient filters in KOD.
Gas is maintaining same pressure from the inlet to the filtration skid.
After the filtration two streams are dividing from the main line using a header. Line
which is in function is known as active line where another one is called passive line
.
2. Pressure Reduction Unit: A pressure reduction valve is installed for the reductionof
the gas stream pressure from 60-65 bars to 25-30 bars.
Creep relief valve and Slam Shut off valve is being installed in this skid for the safety
purpose.
A Study Report On City Gas Distribution Business Page 8
3. Metering Skid: Metering skid is installed for the gas flow measurement. Orifice
meteris used in this metering skid; because of the large pressure drop requirement.
The various parameters such as temperature in the various sections of the line
pressure at the inlet & outlet joints, flow inlet & outlet are monitor by the SCADA
systems in the control room.
Odorization Unit
An Odorization unit is installed for addition of ethyl Mercaptan inthe gas stream.
Gauridad&MotiMoldiodorisation units are come under Gujarat Gas scope.
VericonneCompany is service provider of both of these odorisation units.
The dozing unit of the ethyl Mercaptan is in between 10 - 20 mg/𝑚3 as per
requirement.
This unit consists of mainly two cylinders of capacity of 200 litres, expansion tank
pneumatic panel, level indicator and a filter.
Ethyl Mercaptan boils at 35℃. In order to stable its liquid state, high pressure gas
blanket is provided above it in storage tank. During pumping, doping rate is
calculated in liquid state.
During maintenance all ethyl Mercaptan in the pumps stored in expansion tank.
Odorizationunit is directly connected to the main line.
A Study Report On City Gas Distribution Business Page 9
District Regulating Station (DRS)
DRS are the device used to reduce the pressure from 25 bars to 4 bars.
It is the interface between the steel grid network and medium pressure network. It is
located at various demand centers for domestic /commercial users and typically
consists of:
1. Gas Filter
2. Heater, if required
3. Pressure reduction (active / monitor combination) skid with minimum 50%
redundancy including slam shut valve for over pressure protection.
4. Inlet and outlet isolation valves.
The flow capacity of DRS is in range of 5000-10000 SCMH.
DRS regulate gas pressure from 20-25 to 4 bar.
The inlet line of DRS is steel pipeline and outlet is polyethylene pipeline.
Components of DRS
Gas Filters
Pressure reduction:
• Active regulator
• Monitor regulator
• Slam Shut off Valve for over pressure
protection
• Creep Relief Valve.
Pressure Gauges
A Study Report On City Gas Distribution Business Page 10
Heaters (if required)
Pilot regulators
NRV: Non- Return Valve
Inlet/outlet isolation valves
Filters & PSV
Monitor Regulator & Active Regulator
SSV & CRV
A Study Report On City Gas Distribution Business Page 11
Equipment Set Pressure (bar)
PSV 42.0
SSV 5.2
CRV 5.0
Monitor Regulator 4.5
Active Regulator 4.0
DRS (Twin Stream Model)
Service Regulator (SR)
Installed before tertiary PE lines
Reduces the pressure from 4 bar to 110 mbar to the service device.
Located at customer premises for maintaining safe conditions in the event of rupture in
the regulating downstream section.
Maintains the required maximum and minimum pressure with shut off device.
A Study Report On City Gas Distribution Business Page 12
SR 200 SR 50
A Study Report On City Gas Distribution Business Page 13
STEEL DEPARTMENT
ROLES & RESPONSIBILITY
Engineer In
Charge
Site In Charge
Construction
Third Party
Cotractor Supervision Support Service
Inceptor
Engineer
Engineer In charge
Site In Charge:- Look Forward to ongoing projects currently at Khotariya,Rajkot.
Contractor: - Execution of Pipeline Laying & Associated Work
Construction Supervision Engineer: - Supervision of Project
Third Party Inceptor: - Quality Assurance
Support Service: - Local Liasioning& Coordination with Concern Authority
A Study Report On City Gas Distribution Business Page 14
CURRENT STATUS
Steel Pipeline Network in Rajkot-GA
i. Commission/Charged Network Length : 90.614 Km
ii. No. of Steel Valve Chamber : 56
iii. No. District Regulator Station (DRS): 20
Steel Line (12") Network - GGL Scope Start FromGauridad GSPL CGS Station
Network Statistics of Rajkot - GA
Steel Line Steel Valve Chamber
Type Length Type Nos.
12" 44.2 12" 12
8" 14.3 8" 11
6" 15.8 6" 07
4" 14.2 4" 25
A Study Report On City Gas Distribution Business Page 15
ON GOING PROJECTS
Steel Pipeline on Going Project in Rajkot-GA
Site Length (Km)
Kothariya 4
Ghanteshwar 3.5
Ambadi to MotaBhadra 15.5
Jamkandorana 7.8
Jetpur 23
Total 53.8
From Above all project only Ambadi to MotaBhadra is cross country pipeline.
METHODOLOGY
Stages of Steel Pipeline Project
Conceptualization
Market surveys for deriving basic assumptions on demand
Initiation of Feasibility Study for Commercial / Technical viability
Feasibility Report
Route Selection & Surveys
Hydraulics / Simulations
Estimation of Project Cost
Market Demand Assessment
Project Approval
Engineering & Planning
Design & Sizing
Specifications & Tender Document preparation
Material Procurement / Release of Work Orders & Contracts
Acquire RoU / Permissions
Project Execution & Commissioning
Considerations / Detailing Required
Pipeline Length
Type of Terrain
No of Crossings / Type of Crossings
No of Valves (Section/Tap off/Future Extension)
A Study Report On City Gas Distribution Business Page 16
Obstructions / Limitations
Identification of Authorities for permissions
Type of Surveys
Topographical
Population Density Index (Location Class)
Soil Resistivity
Design / Hydraulics / SimulationProcess
Simulation for Network Hydraulics is done in the SYNERGEE software
This is basically required to derive diameter of pipeline in such a way that required
pressure at all locations can be achieved and future load projections can be
ascertained.
Construction Stages
Pre-constructional Activities
Construction Activities
Testing and Commissioning
Handover to Operations& Maintenance Department
Pre-constructional Activities
Activity Description / Steps
Planning • Resource &Equipments
Scheduling • Scheduling of activities & milestones
• Material Ordering / Delivery schedule
Mobilization • Mobilization of Manpower & Equipment
Procedures / Qualifications • Approval of procedures for various
activities
• Welding Preparedness (WPS/PQT,
EQT, Welders Qualification)
• Insulators’ qualification
Training • Safety Trainings
• Site Briefing
A Study Report On City Gas Distribution Business Page 17
Construction Activities
1. Grading: RoU clearance, Marking and cleaning
Several possible pipeline routes are surveyed by surface mapping. The final route is selected
to optimize its economic design, construction and cost effective operation with minimal
environmental impact.
The strip of land along the pipeline route, where construction operations are performed and
the pipeline is allowed to remain is called right-of-way (ROW).
ROW width is kept as 5 m on left of Pipeline for storing the excavated soil and 15 m on right
side for movement of equipments.
Right-of-way agreement also permits free and uninterrupted access to the pipeline for regular
maintenance, repairs or periodic inspection during the operating life of the pipeline.
Cleaning the Route
2. Trenching : At Correct depth
: With the help of Machines or Labors as per site requirement
Pipelines are normally buried in a trench. The excavated soil from trench is neatly piled to the
side of the trench to facilitate rapid backfilling after the pipe is laid.
A Study Report On City Gas Distribution Business Page 18
Typical Trenching
3. Pipe stringing and bending
Line pipe is ordered from the mill, transported to the coating yard for coating and then
delivered to a storage location near the construction site. Delivering and aligning the pipe
joints along the pipeline route is called pipe stringing.
GGL use 12 meter steel pipe line for Gas transmission.
The Pipeline route may not be straight, nor is the terrain flat. For these reasons the pipeline
must be bent in the field to fit the three dimensional profile of the trench. Pipe joints are bent
prior to welding
4. Welding
After the pipes are strung along the right-of-way and bent as required, welding can begin.
Welding is done in several passes. Usually a minimum of three welding passes is required. In
usual welding, lead welders carry out a first pass after the pipe ends are properly aligned and
held with line-up clamps.
A Study Report On City Gas Distribution Business Page 19
Inception through Non-Destructive Test (NDT)
After a weld is made, it is examined to ensure integrity of the weld. For inspection a number
of non-destructive techniques are used,
I. Radiographic Test (RT): It is used to test welded joint. From RT we can find out
inadequate penetration without high-low, inadequate penetration with high-low,
inadequate cross penetration, incomplete fusion, and incomplete fusion due to cold
lap, internal concavity, burnt through, slag inclusion, porosity, cracks, undercutting,
accumulation of imperfection and pipe or fitting imperfection.
II. Dye Penetration Test (DPT): It is used to test root weld joint surface. It gives
indications of imperfection in root weld. Not all indications shown in DPT are
imperfection. Machining marks, scratches and surface condition may produce
indications similar to the imperfection. They are accepted according to API 1104.
III. Magnetic Particle Test (MPT): It is used to test welded joint surface. It gives
indications of imperfections but not all indications are imperfection. Sometimes
magnetic and metallurgical variations may produce indications similar to imperfection
but they are not relevant to acceptability. They are accepted according to API 1104.
A Study Report On City Gas Distribution Business Page 20
IV. Ultrasonic Test (UT): It uses ultrasonic waves to identify defects in weld joint.
Indications produced by ultrasonic testing are not necessarily defects. Changes in the
weld geometry due to alignment offset of abutting pipe ends, changes in weld
reinforcement profile of I.D. root and O.D. capping passes, internal chamfering, and
ultrasonic wave mode conversion due to such conditions may cause geometric
indications that are similar to those caused by weld imperfections. Such indications
are accepted according to API 1104.
5. Lowering in
Upon completion of welding, inspection of the welds, and a final holiday check of the
coating, the pipe is ready to be buried.
The pipeline is lifted by side boom tractors and is carefully lowered to the bottom of the
trench. It is necessary, especially in rocky areas, to put a pad of fine soil on the trench bottom
to protect the pipe coating from damage.
Types of Markers
Warning marker
Above ground marker
ROU marker
Direction marker
Kilo meter marker
Route marker
6. Hydro Test: The purpose of hydraulic test is to test strength of pipe line laid and to
find out any leakage in the steel pipeline. The liquid is filled in the pipe and
pressurised to 1.5 times its maximum allowable working pressure i.e. 75 bar, as our
maximum allowable working pressure is 49 bar. The test pressure is held for 24 hours,
A Study Report On City Gas Distribution Business Page 21
if no pressure drop found during this period the line is successful to do
commissioning.
Pressure Data for Class 300 pipe
Type Testing Design Operating Normal
Working
Class 300 75 bar 49 bar 29 bar 22 bar
7. Backfilling: the final operations in pipeline construction are backfilling and clean up
of the right-of-way. Immediately after lowering the pipeline, the trench is backfilled
with the soil that was excavated from the trench and carefully compacted all around
the pipe
REGULATORY REQUIREME NT
Governing Standard:
ASME B 31.8 Gas Transmissions and Distribution Piping Systems
PNGRB Guideline Technical standard specification including safety standards for
Natural Gas Pipeline
• API 1104 Standard for Welding Pipelines and Related Facilities
• API 1109 Specification for Pipeline Marker
• API RP1102 Liquid Petroleum Pipelines Crossing Rail Roads & Highways
• ASTM E 94, recommended practice for Radiographic Testing.
A Study Report On City Gas Distribution Business Page 22
• ASTM E 142, Standard Method for Controlling Quality of Radiographic Testing.
• The American Society for Non-destructive Testing. Recommended Practice No. SNT-
TC-1A supplement A.
• ASME BPV – Boiler and Pressure Vessel Code – Section IX
• BARC rules for radioactive isotopes handling.
Reference Standard:
• ASME Sec. II, Part - C Specification for welding Electrodes and Filler Materials
• ASME Sec. V. Non Destructive examinassions
MAJOR CHALLENGES
i. Rocky Soil Strata: Trenching consume more time because of hard rocks below 1
meter at current construction sites and bit failure in case of HDD.
ii. Utility Unconformity: Because of displace warning belt or absence of warning
belt, chances of utility damage increase which disrupt the laying of steel network.
iii. Local Influence: In most of the cases farmers disagree to give permission to use
their lands for pipeline lay down.
iv. Permission Issues of Protect Forest
v. Contractor Issues: Lack of a) Resources
b) Knowledge
c) Machinery
d) Inconsistency of work
A Study Report On City Gas Distribution Business Page 23
C & M DEPARTMENT
CURRENT STATUS
Type of Customer Total No. of Customers Avg. Gas Consumption
(SCM/Day)
Industrial 373 90,000
Commercial 774 6400
Domestic 1,50,179 67,500
CNG - 1,36,000
Type of Connection Basic Retail Selling Pressure Billing Period
Price (Rs./SCM)
(Bar) (Days)
Industrial 29.50 0.110 to 5 15
Commercial 40.00 0.110 to 1.5 30
Non-Commercial 30.00 0.110 to 1.5 30
Domestic 20.50 0.22 60
CUSTOMER CARE
Types of forms to avail post conversion services:
i. Modification of PNG Connection
ii. Extra Point requirement
iii. Cancellation of PNG Connection
iv. Name/ownership transfer
Classification of Customer’s complaints:
There are basically 2 types of classification of customer’s complaints as below:
1. Function wise
A Study Report On City Gas Distribution Business Page 24
2. Category wise
Function wise Classification:
I. O&M
a. Meter not working
b. Modification of connection is pending
c. No Gas
d. Meter fast
e. Gas tap/rubber tube pending
f. Flow problem
g. Modification job card entry pending
h. Extra point pending- geyser/extra kitchen point
i. Gas leakage
II. PE-PNG Project
a. No-work done for delay in PNG Connection
b. Ground Connection (GC) is pending
c. Burner conversion pending
d. GC pit open
e. Site visit pending for route clear
f. Job card pending
g. Utility Damage
III. F&A - Only Requests
a. Approval note for credit
b. Refund related
c. Check revalidation
d. Wrong payment transfer in other customer’s account
IV. C&M - Only Request
a. Name transfer
A Study Report On City Gas Distribution Business Page 25
b. Waiver of meter replacement charge
c. Approval Note
d. Duplicate bill- A4 size
V. Billing
a. Advanced bill generation
b. Bill not received
c. Bill not generated
d. Wrong meter reading
Category wise Classification:
I. P8 : Complaints
a. SLA of 90 days has been allotted to this types of complaints. Priority
II. R8: Requests
a. For < 90 day from registration
III. I8: Internal
IV. E8: Enquiry
a. For < 30 days from registration
Source of Complaints
i. Walk-in: At GGL Rajkot office
ii. Tele calling
iii. Written
iv. Website
v. Head office –Gandhinagar
vi. RTI
DOMESTIC
Basic function of Domestic Department
1. Registration of New Customer : Comma Separate Value (CSV)
A Study Report On City Gas Distribution Business Page 26
2. Service Order Generation
3. Contractor Allotment by PE-PNG Department
4. Billing of Direct Marketing Agency (DMA)
INDUSTRIAL
Basic function of Industrial Department
1. "Gas Sales Aggrement - GSA" signed by customer & Gujarat Gas
2. Document submission by customer
3. Selection of meter as per flow requirements
4. Meter connection cost, check payment
5. Customer create in System
6. Notification generation: PE- PNG department work on it
7. After commission - move in process
8. Collection of security deposit: Deposit check/bank security. Gujarat Gas gives 6%
annual interest on check deposit money.
9. Industrial Department handover the customer connection to billing department.
Substitute fuels of Natural Gas
Type of Fuel Gross Calorific Value (KCal/Kg)
CBFS- Carbon Based Feed Stock 11,000
FO- Furnace Oil 10,500
LPG-Liquefied Natural Gas 11,900
Coal 8,350
Wood 3,000
LDO – Light Diesel Oil 10,500
Electricity 860 KCal/kWh
A Study Report On City Gas Distribution Business Page 27
RECOVERY DEPARTMENT
1. Function: To Recover GGL pending money from the customers those haven't paid the
gas bills in time.
2. Bill period: From 1st January to 28th February. (Same for all months)
3. Last day of Bill payment: 21st March
4. Gujarat Gas has 8 recovery team in Rajkot - GA. Each team consists of 2 members.
5. Gujarat Gas has divided whole Rajkot into different pockets for easy working.
6. Following Action are taken sequentially by recovery department to those customer
who hasn't paid last 2 bills/ Due is >1000 Rs.
Tele-calling
Payment Reminder Notice
Field-Visit
Forced Disconnection(FD)
FD with Police Protection
Legal Notice
MAJOR CHALLENGES
i. Industrial Customer
PNG is Costlier compare other replacement fuels (largely solid fuels and furnace oils)
for same energy equivalent
Industrial units are far from the existing CGD network. Economically not viable to
build large infrastructure PE line for few customer.
High & Non-refundable installation cost of PNG connection is unfavourable for new
customer.
ii. Commercial Customer
High rate of gas restrict new registration of commercial customer
High & Non-refundable installation cost of PNG connection is unfavourable for new
customer.
iii. Domestic Customer
A Study Report On City Gas Distribution Business Page 28
Delay in connection due to
i. Rajkot Municipal Corporation (RMC) permission
ii. Monsoon Season
iii. Contractor Issues
iv. Customer Care
Handling the customer during interruption in gas supply due to third party damage of
PE line.
Dependency on external factors like excavation permission for city area
Recovery Team Salary is not linked with its performance which decreases the quality
work of individual team member.
A Study Report On City Gas Distribution Business Page 29
PE- PNG PROJECT DEPARTMENT
ROLES & RESPONSIBILITY
Achieve the New Commission Customer Target Annually Given by PNGRB.
Target of 20,000 new customers during financial year 2016-17 in Rajkot - GA.
Ensuring a huge profit to Gujarat Gas by increasing customer base of all kind
(Domestic, Commercial, Non-Commercial and Industrial).
Expanding the GGL CGD network by penetrating in rural areas of Rajkot -
GA.
Avoid accidents by giving HSE training to labours & contractors.
Improving quality work through high quality PE-PNG training programmes
organized by Gujarat Gas - Rajkot.
Provide clean & high flow capacity fuel till every end customers of rajkot.
Ensure quality surveillance of PE-PNG installation being installed by Gujarat
Gas.
CURRENT STATUS
PE Pipeline Network in Rajkot-GA
Commission/Charged Network Length: 1695.67 Km
No. of PE Valve Chamber: 733
No. of Service Regulator (SR): 830
No. District Regulator Station (DRS): 20
A Study Report On City Gas Distribution Business Page 30
PE Network near Nana Mava Village
PE Line Specification
Symbol Size of PE Line (mm) Type
125 MDPE
90 MDPE
63 MDPE
32 MDPE
Service Regulator (SR)
Type Flow Capacity(SCMH) Max. No of Customer
B50 50 150
B100 100 300
B150 150 500
B200 200 650
A Study Report On City Gas Distribution Business Page 31
ON GOING PROJECTS
PE laying is going on at below sites
i. JetpurTaluka Villages
ii. Jamkandorana
iii. GondalTaluka Villages
iv. Rajkot Central
METHODOLOGY
Steps followed by PE - PNG Department
1. Route Selection Survey: It is done by HO- Team of Gandhinagar. Different
routes are proposed by this team.
2. Final route selection: Simulation for Network Hydraulics is done in the
SYNERGEE software. This is basically required to derive diameter of pipeline in
such a way that required pressure at all locations can be achieved. Gas supply
requirements & Pressure drops are taken into consideration for best route.
3. Right of Use (ROU): Permission from concerned authorities (Municipal
Corporation, Gram Panchayat, State highway authority, etc.) are taken by ROU
department.
4. Route Survey: Marking is done on final route by PE-PNG project team of
individual GA. Pipe size selection is also determined during survey. Numbers
and locations of SR are also decided by team.
5. PE Laying
PE Network is divided into two part
A. MP Network
1. The MP PE network starts from downstream of DRS/CPRS and distributes the
Natural Gas till the different Service Regulator located nearby a cluster of domestic
customers or a main commercial customer or Industrial Customers upto MRS/IMS.
2. The PE mains are subdivided into sections by means of adequately located manually
operated valves (Note: As per PNGRB in MP network minimum one at every 1 Km).
A Study Report On City Gas Distribution Business Page 32
B. LP Network
The LP Network in PE starts from the downstream of Service Regulator (SR) and brings the
natural Gas to domestic customers.
A. PE Laying Process for Open Cut Excavation:
i.Trench depth to maintain 1.0 meter cover.
ii.To check underground utilities with a minimum clearance of 25cm. from PE pipe. If not
maintain min clearance distance to cover pipe by using RCC half round / PVC sheet.
iii.When two PE pipeline (MP & LP) to be laid in same trench then min. 300mm distance to be
maintained between two pipes. Also MP pipeline is to be laid at Road side and LP pipeline to
be laid at extreme side of the road.
iv.Pipe laying at the center of the trench for proper sand padding surrounding PE pipes.
v.75mm sand bedding below pipe in case of normal soil and 150mm in case of rocky terrain
and 75mm sand padding above pipe.
vi.Stone free soil backfilling above sand padding upto 0.5 mtr. Of PE pipes.
vii.Laying of Warning tape at 0.5 mtr. Depth from ground level
viii.Backfilling entire Trench, Watering and Compaction, Excess soil scrapping.
Trench Dimension for PE Pipeline: Size–32mm. Similar for other Pipe Sizes
A Study Report On City Gas Distribution Business Page 33
Safe distance for Excavated soils storage/ Barricades
B. PE Laying Process for Crossing of River/Water Canal/ National Highway / Four-
lane state Highway and Railway
1. No EF joints shall be allowed in PE pipes in major crossings as mentioned above. If
the pipe dia. requirement is higher than 90mm then steel pipeline shall be used in
major crossings by providing Transition Fittings at both ends.
2. 90 mm dia. PE pipes can be used without any EF joint in between if the crossing
length is less than 100 mtr.
3. Installation of PE Valve
a. Isolation valve to be installed at every 1.0 km on 90mm dia. and above PE
pipeline Medium Pressure network. Where tapping of 90mm and above on
Medium Pressure PE network, PE isolation valve to be provided immediate
after tapping.
b. Isolation valve to be installed before 2.0 meter of end cap for 125mm and
higher dia. Medium Pressure PE pipeline.
4. PE Pipeline Marker
a. Pipe line marker shall be installed at every 200 mtr. distance on sizes of 63mm
and above PE pipelines. Also pipe line marker shall be installed at both sides
of Main road crossing, river crossing, railway crossing and any other locations
as specified by Gujarat Gas.
5. Ground Connection
A Study Report On City Gas Distribution Business Page 34
Ground Connection required to joint additional piece of PE pipe as per individual connection.
Two part of PE pipe are jointed together through Electro fusion joint.
Electro Fusion Joint
The pipes ends to be welded must be cut at right angle by using proper pipe cutters.
Mark the scraping area with an indelible marker pen. The scraping area must be
10mm larger than the insertion depth of the fittings.
Oxidized surface is removed from the pipe, by scraping it
The scraped surface is cleaned using isopropyl alcohol.
Coupler is inserted up to the location mark and the pipe is fasten into the aligning
clamp.
The plugs are connected to the control unit to the terminals on the fittings and proceed
with the set-up of the welding parameters, strictly following the instructions of the
welding unit
When the fusion cycle is completed, fusion indicators are verified
Cooling the joint, in order to avoid possible stresses on the jointing
Ground Connection
1. Transition Fitting Joint: From here Galvanized Iron/ Copper Pipe is jointed with PE
Line. RCC Guard is placed on it to protect this joint from external faactors.
2. Industrial Metering Station (IMS)/MRS
A Study Report On City Gas Distribution Business Page 35
A. They are used to measure the gas supplies to Industrial customers. The main
components in IMS is filter, Isolation Valves, RPD Meters, Regulators (if low pressure
requirement) and Non Return Valve.
B. Inlet Pressure Range – 1.5 Bar to 4 Bar, Outlet Pressure – As required by customer.
Main Components of IMS
i.
Filter -It is also a cartridge type filter with pore size of 5 microns.
ii.
Gas meter -Volumetric gas meter is used here mostly RPD meter.
iii.
NRV -It allows one way flow as discussed above.
iv.
CRV -It is used here to relief excess pressure in line in case of over pressure.
v.
PRV in customer premises -Same as PRV in CGS skid, it reducespressure as required. It
operates without pilot valve.
1. Domestic and Commercial / Non-Commercial PNG Connection
The connection between consumer meter set assembly and gas appliance may be made by GI
Pipes or Copper Tubing or Steel Rubber Hose.
Commercial Connection has same components as domestic connection but some customers
may have larger diameter GI Pipeline and higher pressure meter.
The quantity of gas consumed by an average domestic consumer will remain almost same for
all customers.
Design of vertical risers:
Apartment connections can be classified into the following category:
A Study Report On City Gas Distribution Business Page 36
- ½‟‟GI pipe riser up to 7 floors for one connection on each floor.
- ½” GI pipe riser up to 3 floors for two connections on each floor.
1” GI pipe riser for connecting more than seven floors and up to sixteenth floor from single
riser & single connection on each floor.
Riser Installation (Labour wear petzlSet for Safety)
Following Steps are followed by Gujarat Gas for Installation of Domestic/Commercial
Connection
1) Route Selection
2) Positioning of Valves, Regulator & Meter
3) Appliance Valve
4) GI Pipe cutting & Threading: After site and route clearance, the
measurements for pipe cutting shall be taken and pipes shall be cut accurately
as per the required lengths.
British Standard Pitch Thread (BSPT) are done on both side of each pine.
5) G.I. Pipe Installation & Clamping
Teflon tapes of approved make shall be wrapped on threaded portion of the
pipe with minimum three overlaps.
A Study Report On City Gas Distribution Business Page 37
The pipeline portion containing the Regulator and Meter, either horizontal or vertical, shall
have clamps on both side of the regulator and meter. Distance between two clamp should be
≤ 1 meter.
6) Testing of Installed Piping Connection
Sr. Type of Testing Test Pressure Test Duration
1 Pneumatic Pressure Test (PPT) 3.5 Kg/𝐶𝑚2 30 minutes
2 Mano-Metric Test (MMT) Gas Pressure 15 minutes
3 Riser PPT 7 Kg/𝐶𝑚2 1.0 Hrs.
Pneumatic Pressure Test medium is inert nitrogen/air
1) Conversion of Burner: Gas flow rate & pressure are different for LPG &
PNG so nozzle sizes are set according to PNG requirement.Jet diameter of 110
mm / 125 mm should be used in PNG.
2) Meter Job Card: Meter Job card to be prepared duly signed by Contractor,
Customer & Third Party Inspector and to be submitted to GSPC Gas
immediately on completion of conversion.
Schematic Diagram of a Domestic PNG Connection
A Study Report On City Gas Distribution Business Page 38
Commercial Connection
REGULATORY REQUIREMENT
Plastic Pipe and Components:
Polyethylene (PE) pipes conforming to IS 14885 or ISO 4437, and PE fittings conforming to
ISO 8085 Part 3 shall be acceptable.
Pipes and tubing for above ground service lines up to meter:
After meter, GI pipes or Copper tubing shall be used up to gas tap.
After Gas tap, Steel reinforced rubber hose shall be used to connect customer
appliance which shall conform to IS: 9573 Type IV.
Fittings in PE Network
Thermoplastic / thermosetting fittings shall not be used in above ground piping system.
Thermoplastic fittings conforming to ISO 8085 Part 3 shall be acceptable and shall meet
following requirements:
a. Polyethylene resin used for manufacture of thermoplastic fittings shall be virgin, cadmium
free pigmented compound. Anti-oxidant and UV stabilizers used in PE resin shall not exceed
0.3 and 0.5 percent respectively. Reprocessed material shall not be used.
c. Colour of fittings shall be yellow or black.
d. Electro-fusion fittings complying with ISO 8085 Part 3 / EN- 1555 -3 shall be used for all
sizes of PE pipes.
f. Each Electro Fusion fitting shall be bar coded. Fusion fittings shall have permanent fusion
indicator or a data card conforming to ISO-7810/ISO- 7811.
A Study Report On City Gas Distribution Business Page 39
g. The fusion jointing shall be carried out as per the procedure outlined in the standard DVS
2202 or equivalent.
h. Carbon steel part of transition fittings used for connecting PE system with Carbon Steel
system may have butt weld/plain/flanged ends.
Velocity Requirements
The maximum velocity in the pipeline network should be limited to 100 ft / sec (30 m/sec)
immediately after pressure regulating instrument.
Network Design Requirements
- Supply of gas at constant volume into a system, which fluctuates in pressure between pre-
determined upper and lower limits in the distribution network.
- Supply of gas at a constant pressure at consumer end.
Facilities forming part of CGD networks shall be designed considering
- Range of flow rates and pressures required in various sections of the network.
- Quality of gas, including cleanliness in respect of both solid and liquid particles.
- Metering requirements.
- Noise control
- Corrosion Protection
Wall Thickness and Standard Dimension Ratio for Thermoplastic pipes
Nominal Outside Minimum wall thickness in mm for Standard Dimension Ratio
Diameter in mm (SDR)
D 17.6 13.6 11 9
63 3.6 4.7 5.8 7.1
90 5.2 6.6 8.2 10.1
125 7.1 9.2 11.4 14
𝑁𝑜𝑚𝑖𝑛𝑎𝑙𝑂𝑢𝑡𝑒𝑟𝐷𝑖𝑎.
SDR= 𝑀𝑖𝑛.𝑊𝑎𝑙𝑙𝑇ℎ𝑖𝑐𝑘𝑛𝑒𝑠𝑠
Testing Plastic Piping after Construction
Test Requirements
For test pressure higher than 100 psig, water shall be used as test medium. Test duration shall
be minimum 24 hours for plastic distribution mains of length greater than 1 km and minimum
4 hours for length shorter than 1 km. In case water is used as test medium, test duration shall
start after achieving thermal stabilization
A Study Report On City Gas Distribution Business Page 40
VALVES
Based on operation and maintenance flexibility requirements, valves may be provided on:
- Either side of water body crossings.
- In plastic distribution mains valve spacing should normally not be more than 1 km.
Markers
A marker shall be marked in bold and legible local language and Hindi / English with at least
the following:
• Name of CGD Network Operating Company - Gujarat Gas Ltd.
• Contact Telephone Number to Report emergency
• Location Area Code
• Warning - “High Pressure Gas Line, Dial before Digging” etc.
Markers may not be installed for service pipeline within consumer premises, however, the
GGL shall maintain such service pipeline routing drawings for easy reference.
MAJOR CHALLENGES
Rajkot Municipal Corporation (RMC) permission issues
Labor issues
Difficulty in providing connection within timeline because new registration inflow
is more compare to work done
Manufacture faults in Service regulator
Lack of quality in manpower
Increase challenges Due to direct customer engagement with PE-PNG department
Individual Contractor give more priority to more profitable work from PE
laying/PNG installation
Lack of Interlink between project department & marketing department increase in
SBNC (Signed But Not Commission) numbers.
A Study Report On City Gas Distribution Business Page 41
CNG DEPARTMENT
ROLES & RESPONSIBILITY
1. CNG Refuelling Station is a facility set-up for supplying CNG mainly as a fuel to
vehicles. The system receives odorized gas at certain pressure (19 Bar), through
transmission line and supplies the same to the customers/vehicles after filtration,
compression (upto 250 Bar) and check metering.
2. CNG is stored at compression stations which are directly connected with the gas
pipeline. Here the gas is compressed to a required pressure and aids fuelling. CNG
can also be transported to other retail outlets by cylinder trucks. These trucks carry a
number of cylinders which provide CNG to fuel stations which are not connected by
pipelines.
3. The system has major assets like, Odoriser Unit, CNG Compressor, Storage facility,
Dispenser, LCV/HCV Filing Point, Mobile cascade vehicle, Electrical Installations,
DG set and Air Compressor. The size, rating and type of the major and sub assets are
selected based on the pressure rating, capacity and other applicable criteria considered
for refuelling station for meeting the current and future customer potential, health and
safety of employees, customers and public at large, environmental protection and
complying the statutory, legal requirements, national and international technical and
safety standards/ practices.
4. Various operation and maintenance activities, as per annual operation and
maintenance plan is carried out for ensuring safe and uninterrupted gas supply.
CNG Station
A Study Report On City Gas Distribution Business Page 42
CURRENT STATUS
There are currently 25 working CNG station in Rajkot - GA.
Type Number
Mother Station 4
Online Station 14
Daughter Booster Station 1
Daughter Station 6
Total 21 compressors are operating at various CNG stations.
Compressor
Flow Capacity (SCMH) Number
1200 6
650 13
250 1
375 1
Average CNG Gas Selling in RAJKOT - GA: 90,000 Kg/day
CNG Retail Price: 44.75 Rs./KG (as on 07/07/2016)
ON GOING PROJECT
Two CNG station are under construction phase.
Santram near Gondal - Daughter station
Gayu farm near Jetpur - Mother staion
A Study Report On City Gas Distribution Business Page 43
METHODOLOGY
Types of CNG Refuelling Stations
1.Mother Station: A CNG station provided with whole set up (compressors, dispensers,
cascade etc.) along with a LCV filling point is known as a mother a CNG station.
2.Online Station: This CNG station has same set up as a mother station but LCV connection
is not provided for filling.
3.Daughter Booster Station: Daughter station provided with the compressor (known as
boosters) to compress the gas we are getting from the mother station are known as daughter
booster station.
4.Daughter Station: Daughter stations are established in those areas where laying a pipeline
is not possible. In that case gas is delivered from mother station to daughter station; via
mobile cascade van. The gas from mother station is filled in mobile cascade by a LCV filling
point.
Types of CNG Station
A Study Report On City Gas Distribution Business Page 44
Working of CNG Station:
CNG Compressor
Steel line of 2 inches dia. coming to compressor as a suction line (25 bars). Suction
line is provided with isolation valve followed by a strainer for removing of foreign
particles.
After strainer comes the suction filter of size 5 micron. From here the suction line is
divided into two lines, one is inlet to 1st stage of compressor and another one is
instrument line for operating actuator valves in the compressor.
Instrument line having a pressure of 25 bar it goes to a PRV which reduces pressure
upto 6-8 bars for the SOV which provide functioning of actuator.
Now the main suction line goes in Non Returning Valve (NRV) which provides only
forward movement of gas. From NRV it goes into Blow down Vessel. We have two
interconnected Blow down vessels. In these, gas is stored which is mainly used during
startup of compressor.
Now from NRV it comes to main PRV & then first Suction volume bottle. From here
it enters to compressor.
Valve and Piston means in other compressors valve and piston are provided separately
but here valve is provided in the piston so function of both is performed by piston
only.
The first stage is double acting stage; here compression is affected from both the ends
of the cylinder of the compressor. Then gas is sent to the intercooler for the cooling of
the gas.
Now gas from intercooler enters to second stage for the compression. Second stage is
single acting means one suction and one discharge. After compression it goes to
intercooler for air cooling of the compressed gas.
Finally it reaches to third stage (single acting) for final compression from intercooler
for the desired final pressure of gas.
At every stage, the gas pressure and temperature is:
A Study Report On City Gas Distribution Business Page 45
After third stage compression from intercooler it comes in discharge line.
Lubrication oil is provided for piston and crank case separately.
Oil SS220 for lubrication
Oil SS150 for Crank Case
Final discharge line goes to separator first and then filter of size of 1 micron. Now gas
enters to mass flow meter for measurement. Water cooling is provided for the cooling
of the oil used in compressor. From mass flow meter gas
comes to priority panel.
Safety Units in Compressor
Flame detectors and Gas detectors
CO2 flooding system
Safety Relief Valve (SRV)
Priority Panel
Priority panel is designed to fulfil the priority requirement of gas
to different consuming ends according to pressure availability. It
gives first priority to dispenser (fore court area), LCV/HCV
filling point and then stationary cascade. It operated by PLC panel. Logical working of
priority panel is as below.
When High bank pressure of cascade decreased to set point, PLC will give command
to start compressor.
When compressor starts priority panel will decide the priority either to Dispenser
(Fore court) or Cascade through High bank/direct line.
If there is no any load / Vehicles at dispensing area, Priority panel will start filling gas
in Stationary cascade.
Cascade fill in a sequence of High, Medium & Low bank respectively and dispenser
will dispense the gas to vehicles in a sequence of Low, Medium & High.
When High bank pressure reaches up to set point (215 bar), priority panel will open
medium Bank and gas will starts fill in both Medium bank and high bank
simultaneously.
When Medium bank pressure reaches up to set point (225 bar), priority panel will
open low Bank and gas will starts fill in all three bank Low, medium and high
simultaneously.
A Study Report On City Gas Distribution Business Page 46
When Low Bank pressure reached up to set point (240 bar), PLC gives command
compressor to stop.
Cascades
A bank of cylinders used for buffer stock of compressed natural gas is known as cascade.
Stationary cascade is used to store the gas when vehicle is not there at the dispenser then the
gas from compressor flows into a cascade.
Stationary Cascade: These are fixed cascades established on CNG station for the storage of
CNG. It has a direct inlet from compressor and outlet to line connected to dispenser.
Mobile Cascade: Cascade is mounted over an LCV and it carries CNG from Mother Station
to Daughter station or Daughter booster station as per the requirement.
Cylinders in a cascade are divided accordingly as:
- High Pressure Cylinders (HP) - 5 cylinders
- Medium Pressure Cylinders (MP) - 15 cylinders
- Low Pressure Cylinders (LP) - 20 cylinders
-
Stationary Cascade
Dispenser
Main components of a dispenser
High, Medium, low bank lines
Gas Filter
SOV
Actuator
A Study Report On City Gas Distribution Business Page 47
Mother Board
Non Returning Valve (NRV), Ball Valve, Pressure Regulating Valve (PRV), SRV
Mass flow meter, Pressure Transmitter
Hose Pipe
Three Way Valve
Hex Nipple, Filling Probe
O-Ring
Working of a Dispenser:
A dispenser has three banks connection namely:-
- Low pressure Bank (LP)
- Medium pressure Bank (MP)
- High pressure Bank (HP)
Gas from dispenser will dispense in the sequence: - low bank, medium bank and high bank.
MAJOR CHALLENGES
Operation of Light Commercial Vehicle (LCV) & Heavy Commercial Equipment
(HCV) at remote location causes road accidents.
Equipment Breakdown and handling of customer complaints.
Coordination with Retail Outlets dealers through (Oil Marketing Company) OMC
officers.
A Study Report On City Gas Distribution Business Page 48
O & M DEPARTMENT
ROLES & RESPONSIBILITY
The main operation area would be to handle & manage
i. Gas receipt
ii. Odorisation
iii. Pressure reduction (including heating the gas, if required)
iv. Underground Pipeline network
v. DRS (District Regulating Station)
vi. SR (Service Regulator)
vii. Field regulators
viii. Gas metering for all kind of customers such as domestic, commercial and industrial.
The safety, health and environment including compliance of regulatory measures shall be a
part of the responsibility of the operating group.
The maintenance activity shall cover the maintenance and upkeep of
i. City Gate Station
ii. District Regulating Stations
iii. Field Pressure regulating Stations
iv. End consumers facilities,
v. Sectionalising valves and other assets and facilities.
Major activities of O & M department includes regular maintenance, route patrolling to
contain third party damages and maintenance of safety provisions including offsite
emergency plan and onsite emergency plan, mutual aid and disaster management plan.
CURRENT STATUS
Type of Customer Total No. of Customers
Industrial 373
A Study Report On City Gas Distribution Business Page 49
Commercial 774
Domestic 1,50,179
PE Network: 1695 km
PE Valve Chamber: 733
Steel line: 90.16 km
Steel Valve Chamber: 56
DRS: 20
SR: 830
Gas Consumption: 2, 81,880 SCMD
(All data are of Rajkot - GA)
ON GOING PROJECT
i. Testing of all SR 50 & SR 100.
Below listed instrument checked during testing
Instrument Operated Pressure range (mbar)
URSO- Under Shut Pre. Shut off Valve 40-60
CRV- Creep Relief Valve 130-140
OPSO- Over Pre. Shut off 145-175
Lock Up Test <122
Seat Tightness Test -
ii. Height Increase & Painting work of PE valve chamber
iii. GI Riser Maintenance :
Painting
Corrosion Control
Checking of proper Clamp
iv. Meter Box Installation of Commercial Connection
A Study Report On City Gas Distribution Business Page 50
METHODOLOGY
1. Odourant System
Monitoring of Odorant level / Consumption v/v NG
Monitoring of odorant smell
Odorant transfer from barrel/SBC to tank
Thickness test of odorant tank / expansion tank
Leak checks of all joints
Monitoring of scrubber & neutralizing agent / Replacement of Neutralizing
drum
Checking of earth pits &earthing electrodes
Test and examination of odorant tank
NDT like ultrasonic flow detection (100% for all weld joint from outside)
2. Steel Distribution Network
Patrolling of steel distribution network ( Including railway crossing and
road crossing)
Leak detection inside & outside city area
Emergency patroling and third party coordination if work is going on or
near gas pipeline route
Maintenance of all type of markers
Repairing of pipeline coating
3. Cathodic protection system
Preventive maintenance of TR unit
Monitoring of insulating joints
Preventive maintenance of TLPs
4. DRS
Monitoring of pressure (Inlet / Outlet)
Checking the filter cartidge and cleaning
A Study Report On City Gas Distribution Business Page 51
Functional test of PRV/SSV/SRV/CRV
5. PE Distribution network(MP &LP)
Patrolling of MPPE network and crossings
LDT/ LPT of PE network
Special leak survey during festival
6. Valve chambers (PE)
Maintenance of valves including greasing of valves, housekeeping of
chambers
Civil repair of valve chamber / sleeper, if any
Pest control for rat and snake repellent (Post monsoon)
7. Valve chambers (Steel)
Maintenance of valves including greasing of valves
Painting of valves and piping
Civil repair
Pest control for rat and snake
8. Service regulator(SR)
Monitoring of pressure (Inlet / Outlet)
Leak Detection Test
Testing of OPSO /UPSO regulators
General maintenance of whole installation including painting
9. Annual Maintenance of Domestic & Commercial Connection
Annual maintenance of each PNG Domestic connection
Replacement of flexible rubber hose for all points ( No cost to customer
for single kitchen point)
GI Riser maintenance
Annual maintenance of each PNG Commercial connection
A Study Report On City Gas Distribution Business Page 52
REGULATORY REQUIREMENTS
1. PNGRB -T4S
2. OISD - Oil Industry Safety Directorate
3. PESO - Petroleum and Explosive Safety Organization
4. BOCW - The Building and Other Construction Work
5. Environmental Protection Act
6. Labour Law
7. EISC - Employee's State Insurance Corporation
8. WC - Workers' Compensation
9. SMPV - The Static and Mobile Pressure Vehicle
The CGD system has leak detection system in position and is operative. For pipeline
network it shall be ozonisation based and for enclosures such as CGS, above ground
DRS, it shall be gas leak detection based.
The CGD system has in position necessary pressure relief valves
There shall be protection of the system against third party damages both in respect to
steel pipe, PE pipe and copper tubing.
LIST OF CRITICAL ACTIVITIES
Sr. Critical infrastructure/ activity/ processes Time Period Implementation plan
For
Implementation
1 On line odorisation equipment designed to minimize 1 year Automated odorisation
fugitive emissions during loading, operation and systems to be used
maintenance.
2 Height of the vent shall be minimum 3 meters above 6 months Increase height of vent
working level
3 Gas detectors shall be installed at critical locations 1 year Install gas detectors in
the CGS and District
Pressure Regulating
Station.
4 Pressure reduction for DRS (active / monitor combination) 2 year Modification/
skid with minimum 50% redundancy including two safety replacement
devices at least one of them shall be a slam shut valve for
over pressure protection/under-pressure and inlet and
outlet isolation valves.
A Study Report On City Gas Distribution Business Page 53
5 Steel reinforced rubber hose conforming to IS 9573 Type 6 months Replacement of all
IV rubber hoses @ fifty
thousand per year
6 Pipeline test record and joint radiography and cover in the 3 months Can be submitted in
form of pipe book stages
7 Emergency Response Plan, Disaster Management Plan 6 months To be implemented
and written emergency procedures. Also, provide for an
Emergency Control Room, manned round the clock and
equipped with effective communication system and
emergency vehicles fitted with communication facilities,
first aid equipment, fire extinguishers, gas detectors,
repair kits and tools, maps, plans, material safety data
sheets etc. at its disposal
Layout of Station Facilities
The following aspects are to be considered in deciding layout of facilities at CGS, DPRS, SR,
etc.
Type and size of equipment.
P&IDs
Utility requirement.
Venting wherever required.
Operation and Maintenance philosophy.
Patrolling
Patrolling schedule shall be such that entire primary network is inspected at least once in
three (3) month and secondary network is inspected at least once every month to observe
surface conditions, construction activity, encroachments, soil wash outs and any other factors
that may affect the safety and operation of the network.
Leakage Surveys
GGL must have an effective method to identify and locate leakages in the system. Any one or
combination of methods described in ASME B 31.8, can be adopted based on their
effectiveness for the specific areas.
ODORISATION
Natural gas supplied through CGD Network shall have a distinct odour, strong enough to
detect its presence in case of leakage.
If odour level falls below the minimum acceptable level same shall have to be intimated to
the control room of the gas supplier and accordingly corrective actions are to be taken.
A Study Report On City Gas Distribution Business Page 54
The odorizing equipment shall be located in a separate area at CGS. There should be a clear
safety distance of 1.5 m.
The odorant unloading should be done in a safe way. Precautions for handling odorant shall
be prominently displayed.
Odourant absorber like activated carbon saw dust, dry sand and odorant neutralizer like
sodium hypochlorite for spillage handling of odorant shall be provided.
MAJOR CHALLENGES
i. Gas Interruption due to third party damages
ii. Emergency response to villages within time line is difficult due to large geographical
distance
iii. Common Contractor for all PNG and O&M activity.
iv. Expanded PNG network in Rajkot GA -Difficulty in providing service to end
customer within timeline as per PNGRB.
v. Difficulty in patrolling in large network.
A Study Report On City Gas Distribution Business Page 55
HSE DEPARTMENT
ROLES & RESPONSIBILITY
In general execution/implementation of HSE system/ processes at locations/ sites.
Review of PTW work request & safety critical site compliance monitoring.
Mock drill exercise
local level HSE committee meeting
Field compliance monitoring-Work Place Inception/ HSE tour & Life Saver
monitoring
Contractor Engagement for HSE aspect
New Project HSE facilitation & compliances monitoring
Participation & facilitation HSE audits - internal
Locational "Safety & Technical Competency Training Management
Environmental Monitoring
Facilitating Incident fact finding & field investigation
Driving HSE Campaigns & Celebrations at locations.
Location HSE performance reporting to corporate and facilitation in mandatory
compliance.
METHODOLOGY
Following processes is prepared as part of HSE Management System
Emergency Management System to safely handle emergencies with minimal risk.
Disaster Management Plan encompassing offsite and onsite emergency response
plans and mutual aid system
Hazard Identification Processes such as HAZOP
Risk Analysis and Risk Assessment Process such as QRA
Safety and Technical Competency System
A Study Report On City Gas Distribution Business Page 56
HSE Management System
Continual Improvement
HSE Committee HSE Policy
meeting/ review
SOP
Life Saver audit Work permit system/ PTW matrix
PPE compliance as per PPE matrix Site
Work place inception Specific Risk assessment
Incident reporting and Safety talk before starting work
investigation Risk Register
Life Saver
Organizational structure and responsibilities
Training awareness and comptence
Communication
Document and its control
Control of HSE critical operation i.e. NRO
Emergency preparedness and response
HSE Motivaion
Life Saver of Gujarat Gas: BE WEL CGDS
All employees, contractors and labours of Gujarat Gas have to follow this 8 life saver in field.
1. Boring
2. Excavation
3. Work at Height
4. Electrical - ELCB (Earth Leakage Circuit Breaker)
5. Lifting
6. Confined Space - Oxygen Level should be > 19%
7. Driving
8. Safe System
A Study Report On City Gas Distribution Business Page 57
REGULATORY REQUIREMENTS
Basic Requirements
The entity operating a CGD network shall have an effective Health, Safety and Environment
Management System (HSE Management System) and Management of Change System in
place to ensure overall safety during operation and emergencies.
HSE Regulatory requirements are taken from this following reference documents.
1. PNGRB -T4S
2. OISD - Oil Industry Safety Directorate
3. PESO - Petroleum and Explosive Safety Organization
4. Factory Rules
5. BOCW - The Building and Other Construction Work
6. Environmental Protection Act
7. Labour Law
8. EISC - Employee's State Insurance Corporation
9. WC - Workers' Compensation
10. SMPV - The Static and Mobile Pressure Vehicle
11. Gas Cylinder Rules
Essential Features of the Emergency Plan
Entities operating CGD Networks shall provide for an
i. Emergency Control Room, manned round the clock and equipped with effective
communication system and
ii. Emergency vehicles fitted with communication facilities
iii. First aid equipment
iv. Fire extinguishers
v. Gas detectors
vi. Repair kits and tools
vii. Maps
viii. Plans
A Study Report On City Gas Distribution Business Page 58
ix. Material safety data sheets etc. at its disposal.
The CGD entity shall put in place an Emergency Response Plan, a Disaster Management Plan
and a Pandemic Plan. While preparing these plans the entity shall take into confidence the
various local authorities (i.e. The Fire authorities, Police authorities, Health authorities, local
administration, Disaster Management authorities, Mutual aid, Factory inspectorate etc) and
clearly elaborate on their role in case of an incident.
Accident / emergency reporting procedures
The entity shall put in place a documented in house accident reporting procedure and its
response plan for all kind of accidents/emergencies such as
(i) Near miss accidents
(ii) Accidents without loss of production, supply or human life
(iii) Accidents with loss of production, supply or human life
(iv) Fire
(v) Explosion or other emergencies leading to disaster effecting outside public.
The level of reporting shall also be mentioned in the procedure. The Board shall be informed
in respect of the accidents/emergencies under category (iii), (iv) and (v) above with remedial
measures
A Study Report On City Gas Distribution Business Page 59
MAJOR CHALLENGES
Labours have lack of awareness about safety
Training Issues due to high person turnover ratio
underground Gas passage issue - Gas Ingress due to
i. Rat Bite
ii. Joint Failure
Work in Public
Inherent risk of gas
LCV/HCV vehicle accidents during transportation of CNG.
Two Wheeler Driving Accidents
Third Party Damage due to careless work/misplace warning belt.
Negligence by CNG vehicle owners for not testing the cylinder & maintenance
Working at height at buildings during riser installation
Underground boring work
A Study Report On City Gas Distribution Business Page 60
Potrebbero piacerti anche
- CGDDocumento72 pagineCGDSourav Rath100% (2)
- Basics of CGD For MBA Oil - Gas StudentsDocumento53 pagineBasics of CGD For MBA Oil - Gas StudentsUJJWALNessuna valutazione finora
- CGDDocumento72 pagineCGDKirtiVardhan100% (2)
- City Gas Distribution in IndiaDocumento16 pagineCity Gas Distribution in Indiadeepankarchaudhary20100% (1)
- Main ReportDocumento70 pagineMain ReportSajid100% (1)
- Report On CGD Business in IndiaDocumento24 pagineReport On CGD Business in IndiaKunal SinghNessuna valutazione finora
- CGD Infrastructure & PNG DistributionDocumento87 pagineCGD Infrastructure & PNG Distributiongrill100% (1)
- Technical Standards & Specifications Including Safety Standards For City or Local Natural Gas Distributions NetworksDocumento91 pagineTechnical Standards & Specifications Including Safety Standards For City or Local Natural Gas Distributions Networkspravesh sharma80% (5)
- City Gas DistributionDocumento52 pagineCity Gas DistributionAnimesh Chaudhury92% (12)
- Basic Concepts of Design & Construction of Gas Distribution NetworkDocumento81 pagineBasic Concepts of Design & Construction of Gas Distribution NetworkHoney NarangNessuna valutazione finora
- 2.1 CPRS, DRS, CGS, Steel PipelineDocumento31 pagine2.1 CPRS, DRS, CGS, Steel PipelinePawan Chaturvedi50% (4)
- Resume-Amit Kumar-MBA-CGD 12+ ExperienceDocumento4 pagineResume-Amit Kumar-MBA-CGD 12+ ExperienceParas JaniNessuna valutazione finora
- CGD Part-1Documento50 pagineCGD Part-1Vivek SinhaNessuna valutazione finora
- Curriculam Vitae: Rudra KumarDocumento3 pagineCurriculam Vitae: Rudra Kumarvisutsi100% (3)
- T4S Regulation For CGDDocumento42 pagineT4S Regulation For CGDsumant.c.singh1694Nessuna valutazione finora
- Summer Internship Report On: Training Undertaken atDocumento41 pagineSummer Internship Report On: Training Undertaken atJaydeep MulchandaniNessuna valutazione finora
- Gas DesighDocumento81 pagineGas DesighNetra Nanda100% (1)
- Jerin ProjectDocumento73 pagineJerin ProjectPrashant MallNessuna valutazione finora
- Types of Stations in CGDDocumento49 pagineTypes of Stations in CGDSHOBHIT KUMAR0% (1)
- MM, 63mm, 90mm, 125 MM, 180mm by Open Cut MethodDocumento16 pagineMM, 63mm, 90mm, 125 MM, 180mm by Open Cut Methodhemant kumarNessuna valutazione finora
- Paper On CGD NetworkDocumento5 paginePaper On CGD NetworkAnant RubadeNessuna valutazione finora
- CGD Important QuestionsDocumento4 pagineCGD Important Questionsczek810% (1)
- Foundation Course On DRS: (District Regulating Station)Documento22 pagineFoundation Course On DRS: (District Regulating Station)ToniNessuna valutazione finora
- PNGRB T4SDocumento31 paginePNGRB T4Sanupam srivastavNessuna valutazione finora
- Oisd STD-226Documento75 pagineOisd STD-226sruhil82% (11)
- Latest - Saurabh Pandey - CVDocumento3 pagineLatest - Saurabh Pandey - CVranjan sahooNessuna valutazione finora
- MDPE WORK PROCEDURE For GailDocumento59 pagineMDPE WORK PROCEDURE For GailSaravanan100% (1)
- Template Ashoka Buildcon Presentation - 1Documento67 pagineTemplate Ashoka Buildcon Presentation - 1tejas sawantNessuna valutazione finora
- Metering and Regulating StationsDocumento9 pagineMetering and Regulating StationsBeatriz Adams Garcia100% (1)
- Domestic Gas MetersDocumento3 pagineDomestic Gas MetersSrinivas VenkatramanNessuna valutazione finora
- City Gas Distribution Basics 1584287870 PDFDocumento60 pagineCity Gas Distribution Basics 1584287870 PDFDeepak SharmaNessuna valutazione finora
- CGD Checklist T4S 5 - 5 - 2016Documento17 pagineCGD Checklist T4S 5 - 5 - 2016pravesh sharma100% (5)
- City Gas Distribution - DR Anirbid SircarDocumento137 pagineCity Gas Distribution - DR Anirbid SircarNavlesh Kumar100% (1)
- City Gas Distribution ReportDocumento22 pagineCity Gas Distribution Reportdimple1101100% (9)
- CityGasDistributionDocumento46 pagineCityGasDistributionsujaysarkar850% (1)
- CGDDocumento2 pagineCGDPradeep AnejaNessuna valutazione finora
- Technical MDPE GI Tractebel PDFDocumento247 pagineTechnical MDPE GI Tractebel PDFshubham shindeNessuna valutazione finora
- PNG Vs LPG Rate CompDocumento7 paginePNG Vs LPG Rate CompRavneet SinghNessuna valutazione finora
- Sizing of Gas Pressure Regulating and Metering Stations (GRMS)Documento12 pagineSizing of Gas Pressure Regulating and Metering Stations (GRMS)Ben MusimaneNessuna valutazione finora
- CGD Final ReportDocumento40 pagineCGD Final ReportSajidNessuna valutazione finora
- Mdpe Tpi Questions AnswerDocumento29 pagineMdpe Tpi Questions AnswerShashi ChouhanNessuna valutazione finora
- City Gate StationDocumento46 pagineCity Gate StationGunjan Bhavsar60% (5)
- Chapt 4 CGD Value ChainDocumento10 pagineChapt 4 CGD Value ChainSajid100% (1)
- PipelineStudio Gas Simulator Module Compressors - English - AllDocumento29 paginePipelineStudio Gas Simulator Module Compressors - English - AllgcarreongNessuna valutazione finora
- PipelineStudio Release NotesDocumento27 paginePipelineStudio Release NotesErdincNessuna valutazione finora
- Oisd STD 179 CNGDocumento28 pagineOisd STD 179 CNGMukesh Shukla77% (13)
- Gas Reconciliation Report For JUNE FF'19Documento42 pagineGas Reconciliation Report For JUNE FF'19RanjanKumarNessuna valutazione finora
- MDPE 03 Electro Fusuion Welding FormatDocumento6 pagineMDPE 03 Electro Fusuion Welding FormatAlok GiriNessuna valutazione finora
- CNG EquipmentDocumento40 pagineCNG EquipmentAkhil AkhiNessuna valutazione finora
- The Simulation of Natural Gas Gathering Pipeline NetworkDocumento5 pagineThe Simulation of Natural Gas Gathering Pipeline Networkjeff_shawNessuna valutazione finora
- Metering For City Gas DistributionDocumento28 pagineMetering For City Gas DistributionAruchamy Selvakumar100% (1)
- Oisd 226Documento76 pagineOisd 226prasoon pathakNessuna valutazione finora
- Material Requisition (MR) : 1.: CascadeDocumento7 pagineMaterial Requisition (MR) : 1.: CascadesubudhiprasannaNessuna valutazione finora
- CGS PPTDocumento32 pagineCGS PPTGunjan BhavsarNessuna valutazione finora
- Turbine Meter TrainingDocumento77 pagineTurbine Meter TrainingArun Anandan100% (1)
- CGD Main ReportDocumento70 pagineCGD Main ReportvisutsiNessuna valutazione finora
- Summer Internship Project PresentationDocumento18 pagineSummer Internship Project PresentationamartyadasNessuna valutazione finora
- City Gas Distribution: Indian Gas Chain (Source: GGCL Investors Meet, Marchv27, 2008)Documento18 pagineCity Gas Distribution: Indian Gas Chain (Source: GGCL Investors Meet, Marchv27, 2008)Snehil TripathiNessuna valutazione finora
- CGD BusinessDocumento39 pagineCGD BusinessPradeep Aneja100% (1)
- City Gas DistributionDocumento22 pagineCity Gas DistributionMohit Pandey100% (1)
- Stacking ReportDocumento1 paginaStacking Reportshubham shindeNessuna valutazione finora
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocumento48 pagineShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNessuna valutazione finora
- Security AlertnessDocumento1 paginaSecurity Alertnessshubham shindeNessuna valutazione finora
- Technical MDPE GI Tractebel PDFDocumento247 pagineTechnical MDPE GI Tractebel PDFshubham shindeNessuna valutazione finora
- Proposal of ZPDocumento3 pagineProposal of ZPshubham shindeNessuna valutazione finora
- Sop of StringingDocumento7 pagineSop of Stringingshubham shindeNessuna valutazione finora
- 08 Tie inDocumento5 pagine08 Tie inshubham shindeNessuna valutazione finora
- Security AlertnessDocumento1 paginaSecurity Alertnessshubham shindeNessuna valutazione finora
- Moaling MethdologyDocumento7 pagineMoaling Methdologyshubham shindeNessuna valutazione finora
- PNGRB T4SDocumento52 paginePNGRB T4SC D JOSHINessuna valutazione finora
- 08 Tie inDocumento5 pagine08 Tie inshubham shindeNessuna valutazione finora
- 08 Tie inDocumento5 pagine08 Tie inshubham shindeNessuna valutazione finora
- Cold Box - Advantages To Brazed Fin ExchangersDocumento13 pagineCold Box - Advantages To Brazed Fin ExchangersEdison ChoiNessuna valutazione finora
- Lecture 07 Prof - Dr.ing. Peter WerleDocumento19 pagineLecture 07 Prof - Dr.ing. Peter WerlemersiumNessuna valutazione finora
- Attorney General vs. AmeriGas PropaneDocumento44 pagineAttorney General vs. AmeriGas PropaneArielle BreenNessuna valutazione finora
- Propane Cylinder SheetDocumento1 paginaPropane Cylinder Sheetvanselmetti1969Nessuna valutazione finora
- An Evaluation On Gas Spillage Detection and Controlling Framework in Smart HomeDocumento9 pagineAn Evaluation On Gas Spillage Detection and Controlling Framework in Smart HomeSyed Shouvik Islam (sSi)Nessuna valutazione finora
- LNG Risk and Hazards-OkayDocumento14 pagineLNG Risk and Hazards-OkayTerry A. WaldropNessuna valutazione finora
- Oisd-Std-118Documento31 pagineOisd-Std-118Pradeep KumarNessuna valutazione finora
- GSP 01 PDFDocumento2 pagineGSP 01 PDFarielNessuna valutazione finora
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocumento6 pagineMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikNessuna valutazione finora
- 100 Items That Disappear First in A DisasterDocumento6 pagine100 Items That Disappear First in A DisasterEdward G WalshNessuna valutazione finora
- LNG Fire Protection and Emergency ResponsDocumento151 pagineLNG Fire Protection and Emergency Responspadangiring67% (3)
- Cus 1212Documento151 pagineCus 1212Sivakumar AmbikapathyNessuna valutazione finora
- Gas Processing Manual v1311 PDFDocumento61 pagineGas Processing Manual v1311 PDFvlcmstne04100% (1)
- Gas Explosion Scale Offshore Modules Using Fuel/air Clouds Experiments in I:33 and 1:5 Separator and Compressor Stoichiometric HomogeneousDocumento9 pagineGas Explosion Scale Offshore Modules Using Fuel/air Clouds Experiments in I:33 and 1:5 Separator and Compressor Stoichiometric Homogeneousigor VladimirovichNessuna valutazione finora
- ComapDocumento44 pagineComapfabianoal50% (2)
- Internal Combustion Engines1Documento68 pagineInternal Combustion Engines1Ahmed ShaabanNessuna valutazione finora
- IC Engine FuelDocumento116 pagineIC Engine FueluchihaenomiNessuna valutazione finora
- Cubigel Catalogo General 2017 PDFDocumento92 pagineCubigel Catalogo General 2017 PDFicemeisterNessuna valutazione finora
- FRM Campsite Inspection IADENGDocumento14 pagineFRM Campsite Inspection IADENGAchref MastouriNessuna valutazione finora
- CH13-2270 - Dewpoint Rev N PDFDocumento66 pagineCH13-2270 - Dewpoint Rev N PDFFer A. Molina CéspedesNessuna valutazione finora
- The Little Torch: Jewelry/HobbyDocumento3 pagineThe Little Torch: Jewelry/HobbyRushabh ZambadNessuna valutazione finora
- Lean Cities: Propane Powered Ford F-150 PresentationDocumento4 pagineLean Cities: Propane Powered Ford F-150 PresentationJohny KurubilaNessuna valutazione finora
- Design and Optimization of The Methanolto-Olefin Process Part IIDocumento9 pagineDesign and Optimization of The Methanolto-Olefin Process Part IIForcus onNessuna valutazione finora
- CFD Modeling of Large-Scale Flammable Cloud Dispersion Using FLACSDocumento6 pagineCFD Modeling of Large-Scale Flammable Cloud Dispersion Using FLACSRetneshwaaranNessuna valutazione finora
- Hvac Excellence Hfo Presentation PDFDocumento83 pagineHvac Excellence Hfo Presentation PDFMary Grace VelitarioNessuna valutazione finora
- Engineering Standard For Design LPG UnitsDocumento13 pagineEngineering Standard For Design LPG Unitslutfi awn100% (2)
- Americas Refined Oil Products MethodologyDocumento46 pagineAmericas Refined Oil Products Methodologycarlos vielmaNessuna valutazione finora
- Engineering Design Guideline-Lpg Rev 01 WebDocumento23 pagineEngineering Design Guideline-Lpg Rev 01 WebPedro DiazNessuna valutazione finora
- Oxy-Acetylene Welding and Related ProcessesDocumento28 pagineOxy-Acetylene Welding and Related ProcessesMohammad Sobhan RajabiNessuna valutazione finora