Potrebbero piacerti anche
- Fluidos de Corte InvestigaciónDocumento7 pagineFluidos de Corte InvestigaciónDiego Cuevas EstradaNessuna valutazione finora
- I. Fluidos de CorteDocumento76 pagineI. Fluidos de CorteCrescencio RodríguezNessuna valutazione finora
- Taller Liquido de Cortes....Documento46 pagineTaller Liquido de Cortes....Maribel Cristina Gomez GomezNessuna valutazione finora
- Proyecto de MaquinadoDocumento25 pagineProyecto de MaquinadoAbrahamAlatristeNessuna valutazione finora
- Fluidos de CorteDocumento2 pagineFluidos de CorteSebastian AcostaNessuna valutazione finora
- Practica 5 LIQUIDOS DE CORTE Y EFECTO DE LA TEMPERATURADocumento8 paginePractica 5 LIQUIDOS DE CORTE Y EFECTO DE LA TEMPERATURAAnngeel SánchezNessuna valutazione finora
- Fluidos de CorteDocumento10 pagineFluidos de CorteEMIL VILLANUEVA JUSTONessuna valutazione finora
- Trabajo de Teoria de Corte 2Documento7 pagineTrabajo de Teoria de Corte 2Greicy AlayonNessuna valutazione finora
- Lubricación y Refrigeración en El Proceso de TorneadodoDocumento20 pagineLubricación y Refrigeración en El Proceso de TorneadodoPaolo ParedesNessuna valutazione finora
- Fluido de CorteDocumento3 pagineFluido de Corteantonio937Nessuna valutazione finora
- eBook-Fluidos de Corte PDFDocumento13 pagineeBook-Fluidos de Corte PDFjose medinaNessuna valutazione finora
- Refrigeración en El MecanizadoDocumento6 pagineRefrigeración en El MecanizadojuanNessuna valutazione finora
- TareaDocumento9 pagineTarearogelio perezNessuna valutazione finora
- Insumos Fluidos PDFDocumento6 pagineInsumos Fluidos PDFIngDiaz73Nessuna valutazione finora
- INVESTIGACIONDocumento5 pagineINVESTIGACIONGustavo PalmaNessuna valutazione finora
- Fluidos de CorteDocumento2 pagineFluidos de CorteJesse JuarezNessuna valutazione finora
- Practica-Tipos de Fluido de CorteDocumento6 paginePractica-Tipos de Fluido de Corte92922115100% (1)
- 2 Do TALLER PROCESOS Y TALLER MANUFACTURA MAR. 2021Documento4 pagine2 Do TALLER PROCESOS Y TALLER MANUFACTURA MAR. 2021Gerardo A. CanoNessuna valutazione finora
- Parámetros de Trabajo en Corte de MaterialesDocumento4 pagineParámetros de Trabajo en Corte de MaterialesrodgerelmejorNessuna valutazione finora
- Fluidos de CorteDocumento4 pagineFluidos de CorteKeyla VillalvaNessuna valutazione finora
- 17 Fluidos para CorteDocumento14 pagine17 Fluidos para CorteBryan GómezNessuna valutazione finora
- Refrigerantes - Maquinas, Herramientas y CNCDocumento7 pagineRefrigerantes - Maquinas, Herramientas y CNCLuisNessuna valutazione finora
- Grupo #2 (Fluidos de Corte y Herramientas de Corte)Documento25 pagineGrupo #2 (Fluidos de Corte y Herramientas de Corte)Kassandra TorricoNessuna valutazione finora
- Herramientas de Corte y Fluidos de CorteDocumento11 pagineHerramientas de Corte y Fluidos de CorteAngelique TaiebNessuna valutazione finora
- 10 Tutor Lubricacion Shell - Mecanizado de MetalesDocumento56 pagine10 Tutor Lubricacion Shell - Mecanizado de MetalesJosé Armando PradoNessuna valutazione finora
- Publicacion Shell Sobre MecanizadoDocumento55 paginePublicacion Shell Sobre MecanizadoJuancito TucupeiNessuna valutazione finora
- Lubricación y Refrigeración en MáquinasDocumento5 pagineLubricación y Refrigeración en MáquinasJoseph C. GuingueNessuna valutazione finora
- 2.12 RefrigerantesDocumento20 pagine2.12 RefrigerantesJuan Jo Z. CHNessuna valutazione finora
- Fluidos de CorteDocumento9 pagineFluidos de Cortedilver chinchay padillaNessuna valutazione finora
- Fluidos de CorteDocumento12 pagineFluidos de CorteOmar FontesNessuna valutazione finora
- Fluidos de Corte - MergedDocumento9 pagineFluidos de Corte - MergedIsaac VillamaresNessuna valutazione finora
- Archivo 202172621130Documento28 pagineArchivo 202172621130milena Valeria Reyes GuatoNessuna valutazione finora
- Procesos Fluidos de CorteDocumento2 pagineProcesos Fluidos de CorteFelix SantanaNessuna valutazione finora
- Condiciones Tecnologicas en El MecanizadoDocumento9 pagineCondiciones Tecnologicas en El MecanizadoBrayan Perez0% (1)
- Cuestionario Fluidos para CorteDocumento3 pagineCuestionario Fluidos para CorteFRANCISCO EMMANUEL GODINEZ MARTINEZNessuna valutazione finora
- Influencia de Los Refrigerantes de CorteDocumento11 pagineInfluencia de Los Refrigerantes de CorteJUAN CAMILO BOTERO GONZALEZNessuna valutazione finora
- Maquinas y HerramientasDocumento65 pagineMaquinas y HerramientasBruno Morán SalazarNessuna valutazione finora
- REFRIGERANTESDocumento11 pagineREFRIGERANTESKatherine ArmasNessuna valutazione finora
- Actividad #7 MaquinabilidadDocumento10 pagineActividad #7 MaquinabilidadrodrigojvNessuna valutazione finora
- Lubro-Refrigeracion-ClasesDocumento32 pagineLubro-Refrigeracion-Clasesluismsm19Nessuna valutazione finora
- Falla de HeramientaDocumento8 pagineFalla de HeramientaJesus GallegosNessuna valutazione finora
- Teoria de CorteDocumento10 pagineTeoria de CorteyaoyoruzustackNessuna valutazione finora
- Proyecto, Refrigeracion TornosDocumento8 pagineProyecto, Refrigeracion TornosJuan Manuel Gallego100% (1)
- Trabajo de Investigacion Grupal Cómputo 2 - Procesos Industriales Fluidos para El Trabajo en Metales y Su SelecciónDocumento20 pagineTrabajo de Investigacion Grupal Cómputo 2 - Procesos Industriales Fluidos para El Trabajo en Metales y Su SelecciónNelson JimenezNessuna valutazione finora
- Fluidos de CorteDocumento8 pagineFluidos de CorteIsaac VillamaresNessuna valutazione finora
- Tipos de Refrigerantes para Diferentes MaterialesDocumento6 pagineTipos de Refrigerantes para Diferentes MaterialesFëër Essi0% (1)
- Lubricacion PDFDocumento8 pagineLubricacion PDFJose Abraham Enriquez PadronNessuna valutazione finora
- Insumos FluidosDocumento6 pagineInsumos FluidosCrescencio RodríguezNessuna valutazione finora
- AnalisisdeLubricantes Semana 11Documento9 pagineAnalisisdeLubricantes Semana 11Hy SilvanaNessuna valutazione finora
- Equipo 2. Procesos y Equipos de Rem de Materiales.Documento91 pagineEquipo 2. Procesos y Equipos de Rem de Materiales.Jesus Manuel Vazquez NicolasNessuna valutazione finora
- Fluidos de CorteDocumento15 pagineFluidos de CorteClever ApzNessuna valutazione finora
- Las Posibilidades y Limitaciones de Mecanizado en SecoDocumento8 pagineLas Posibilidades y Limitaciones de Mecanizado en SecoViviana CayoNessuna valutazione finora
- Tema 9 - Lubricación y Refrigeración en El Torneado - Grupo 1Documento9 pagineTema 9 - Lubricación y Refrigeración en El Torneado - Grupo 1Paolo ParedesNessuna valutazione finora
- La Refrigeración CriogénicaDocumento8 pagineLa Refrigeración Criogénicaalex carvajal0% (1)
- Tarea 4 ProcesosDocumento3 pagineTarea 4 ProcesosFernando Rolon100% (1)
- Rectificado y Superacabado Resumen Leandro DulonDocumento3 pagineRectificado y Superacabado Resumen Leandro DulonLeandro Dulon VidalNessuna valutazione finora
- UF1213 - Técnicas de mecanizado y metrologíaDa EverandUF1213 - Técnicas de mecanizado y metrologíaValutazione: 4 su 5 stelle4/5 (5)
- Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Da EverandMantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Nessuna valutazione finora
- CuestionarioDocumento4 pagineCuestionarioKenya SantacruzNessuna valutazione finora
- Clase Practica 7 Kenya Gil SDocumento9 pagineClase Practica 7 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Comite 802 Kenya Gil SDocumento6 pagineComite 802 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Dspositivos Kenya Gil SDocumento5 pagineDspositivos Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 5 Kenya Gil SDocumento17 pagineClase Practica 5 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 3 Kenya Gil SDocumento3 pagineClase Practica 3 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 2 Kenya Gil SDocumento6 pagineClase Practica 2 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 19Documento6 pagineClase Practica 19Kenya Santacruz100% (1)
- Clase Practica 6 Kenya Gil SDocumento6 pagineClase Practica 6 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase PracticaDocumento12 pagineClase PracticaKenya Santacruz100% (1)
- CP 3Documento3 pagineCP 3Kenya SantacruzNessuna valutazione finora
- Clase Practica 27 Kenya Gil SDocumento9 pagineClase Practica 27 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 1 Kenya Gil SDocumento4 pagineClase Practica 1 Kenya Gil SKenya Santacruz100% (1)
- Clase Practica 25Documento6 pagineClase Practica 25Kenya Santacruz100% (1)
- Clase Practica 26Documento5 pagineClase Practica 26Kenya SantacruzNessuna valutazione finora
- Clase Practica 22Documento3 pagineClase Practica 22Kenya SantacruzNessuna valutazione finora
- Clase Practica 23Documento12 pagineClase Practica 23Kenya Santacruz0% (1)
- Clase Practica 17Documento9 pagineClase Practica 17Kenya SantacruzNessuna valutazione finora
- Clase Practica 13Documento12 pagineClase Practica 13Kenya SantacruzNessuna valutazione finora
- Clase Practica 16Documento6 pagineClase Practica 16Kenya SantacruzNessuna valutazione finora
- Clase Practica 6 Kenya Gil SDocumento7 pagineClase Practica 6 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 3 Kenya Gil SDocumento10 pagineClase Practica 3 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 12 Kenya Gil SDocumento5 pagineClase Practica 12 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 15Documento7 pagineClase Practica 15Kenya SantacruzNessuna valutazione finora
- Clase Practica 14Documento7 pagineClase Practica 14Kenya SantacruzNessuna valutazione finora
- Clase Practica 4 Kenya Gil SDocumento13 pagineClase Practica 4 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 5 Kenya Gil SDocumento3 pagineClase Practica 5 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 10 Kenya Gil SDocumento7 pagineClase Practica 10 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Practica 11 Kenya Gil SDocumento11 pagineClase Practica 11 Kenya Gil SKenya SantacruzNessuna valutazione finora
- Clase Práctica 2 Kenya Gil SDocumento7 pagineClase Práctica 2 Kenya Gil SKenya Santacruz100% (2)
- Caso Clínico GinecologiaDocumento2 pagineCaso Clínico GinecologiaMelisa Camargo RamosNessuna valutazione finora
- Guia Operativa Cdi-ValidaciónDocumento151 pagineGuia Operativa Cdi-ValidaciónLiaNessuna valutazione finora
- 4 - Acuerdo de Gobierno A Gobierno (G2G) Entre El Perú y Francia - CCIPF 25ago20Documento9 pagine4 - Acuerdo de Gobierno A Gobierno (G2G) Entre El Perú y Francia - CCIPF 25ago20Edward OrtizNessuna valutazione finora
- Parkinson... TratamientoDocumento42 pagineParkinson... TratamientoGabriel Gutierrez Diaz100% (1)
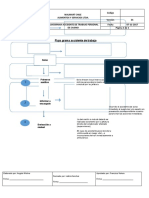
- Flujo Grama Accidente CasinoDocumento2 pagineFlujo Grama Accidente CasinoAngelo MolinaNessuna valutazione finora
- Pautas de Mantención ScoopDocumento11 paginePautas de Mantención ScoopPepeTRBKNessuna valutazione finora
- Bonosol y Renta DignidadDocumento11 pagineBonosol y Renta DignidadKaren Paola Persona PerezNessuna valutazione finora
- Procedimiento paraDocumento9 pagineProcedimiento paraAngelica Maria Mendoza RamirezNessuna valutazione finora
- 2.3. Liderazgo en Equipo - Teorias de La Relación DiádicaDocumento33 pagine2.3. Liderazgo en Equipo - Teorias de La Relación Diádicaluis estrellaNessuna valutazione finora
- Cosmèticos NaturalesDocumento6 pagineCosmèticos NaturalesSergio GonzalezNessuna valutazione finora
- QUIMICA Final EJE IIDocumento28 pagineQUIMICA Final EJE IIJesús Martínez MejíaNessuna valutazione finora
- Práctica Elaboración de VelasDocumento2 paginePráctica Elaboración de VelasJessica Pinta AuquiNessuna valutazione finora
- Solucion TallerDocumento4 pagineSolucion TallerjulianaNessuna valutazione finora
- Pract. 10 - QuímicaDocumento8 paginePract. 10 - QuímicaDesaprende con GonzalesNessuna valutazione finora
- El Modelo 3M de ToyotaDocumento11 pagineEl Modelo 3M de ToyotaCarlos RebollarNessuna valutazione finora
- Buenas Practicas ExploracionDocumento24 pagineBuenas Practicas ExploracionJabileth PortilloNessuna valutazione finora
- Adicción A Las Redes Sociales en JóvenesDocumento29 pagineAdicción A Las Redes Sociales en JóvenesSolange Manzanita SolpatataNessuna valutazione finora
- Fainsod y González Del Cerro, - Clase Virtual 1.A Sexualidades y Géneros" PDFDocumento17 pagineFainsod y González Del Cerro, - Clase Virtual 1.A Sexualidades y Géneros" PDFSaraFelmer100% (1)
- Origen Del ArandanoDocumento6 pagineOrigen Del Arandanoivan lequipeNessuna valutazione finora
- Cuadro Comparativo de Las Memorias Breves - Sergio Alejandro Torres SalasDocumento2 pagineCuadro Comparativo de Las Memorias Breves - Sergio Alejandro Torres SalasDiana MartinezNessuna valutazione finora
- PROCESO DE SEPARACION ATRAVEZ DE UNA MEMBRANA (Autoguardado)Documento3 paginePROCESO DE SEPARACION ATRAVEZ DE UNA MEMBRANA (Autoguardado)Rossy RamosNessuna valutazione finora
- Infografía Vida Sustentable Reciclaje Ecología VerdeDocumento2 pagineInfografía Vida Sustentable Reciclaje Ecología VerdeGrey Pava contrerasNessuna valutazione finora
- Los Principios de La TermodinamicaDocumento52 pagineLos Principios de La TermodinamicaAna MoranoNessuna valutazione finora
- Memoria Tecnica Acueducto El Limon y Barro Blanco ImpresionDocumento100 pagineMemoria Tecnica Acueducto El Limon y Barro Blanco ImpresionCarlos Hugo Montoya AriasNessuna valutazione finora
- Aparato Respiratorio (Word Triptico)Documento2 pagineAparato Respiratorio (Word Triptico)Diego ChimoyNessuna valutazione finora
- Entrenamiento de Espartaco - Traducido Por H GarayDocumento5 pagineEntrenamiento de Espartaco - Traducido Por H GarayHernaldo Garay BlandonNessuna valutazione finora
- Habilidades Sociales en Estudiantes Universitarios SOCIOLOGIADocumento14 pagineHabilidades Sociales en Estudiantes Universitarios SOCIOLOGIAAstrid SofíaNessuna valutazione finora
- Maquinaria y Equipo de ConstrucciónDocumento82 pagineMaquinaria y Equipo de ConstrucciónpmoralescastilloNessuna valutazione finora
- Boletín 5Documento5 pagineBoletín 5Castro Verona Victor JosueNessuna valutazione finora
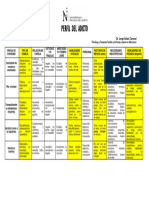
- Perfil Del AdictoDocumento1 paginaPerfil Del AdictoRoxana Mendoza LlerenaNessuna valutazione finora