Potrebbero piacerti anche
- QW-482 201.1Documento2 pagineQW-482 201.1Barwin CruzNessuna valutazione finora
- AWS D1.1 - Example PQR & WPS DocumentsDocumento4 pagineAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Documento1 paginaSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNessuna valutazione finora
- Model QAP For Plates1Documento3 pagineModel QAP For Plates1tarun kaushalNessuna valutazione finora
- Lenovo ThinkPad L440 Wistron LOS 1 DIS UMA 12289 1 Rev 1Documento102 pagineLenovo ThinkPad L440 Wistron LOS 1 DIS UMA 12289 1 Rev 1Ramdas KambleNessuna valutazione finora
- Explorer Ed 01 Rev 03Documento24 pagineExplorer Ed 01 Rev 03Muhammad Imron PermanaNessuna valutazione finora
- ABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)Documento1 paginaABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)DiegoTierradentroNessuna valutazione finora
- 118c Practice Synthesis KeyDocumento18 pagine118c Practice Synthesis Keyapi-465421809Nessuna valutazione finora
- Datasheet Exodrill 5000Documento1 paginaDatasheet Exodrill 5000Federico ArqueroNessuna valutazione finora
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocumento4 pagine177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Sample Wps Carbon Steel GTAW SMAW PDFDocumento2 pagineSample Wps Carbon Steel GTAW SMAW PDFirwanNessuna valutazione finora
- PQWDocumento3 paginePQWcorey jacobsNessuna valutazione finora
- 04-Pipe Fittings PDFDocumento1 pagina04-Pipe Fittings PDFsopan kharcheNessuna valutazione finora
- Dynamic Balancing MachineDocumento4 pagineDynamic Balancing Machine.x100% (1)
- M 2 SAW D1.1 2015 Form PDFDocumento1 paginaM 2 SAW D1.1 2015 Form PDFyounessNessuna valutazione finora
- Welding ManualDocumento9 pagineWelding Manualkawsar98Nessuna valutazione finora
- 8-1280-13 Pipe Class HF-1Documento4 pagine8-1280-13 Pipe Class HF-1Jesus MendezNessuna valutazione finora
- Manual Et 22 GpsDocumento32 pagineManual Et 22 GpsAlex JuarezNessuna valutazione finora
- Toaz - Info Lifting Lug Calculation On Dish End PRDocumento156 pagineToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNessuna valutazione finora
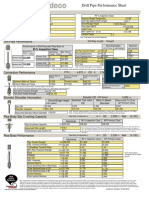
- DrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Documento3 pagineDrillPipe, 80%, 4.000 OD, 0.330 Wall, IU, G-105.. XT39 (4.875 X 2.563)Johann ZabaletaNessuna valutazione finora
- Syed Usamn Shah - AY5581 Proposal PDFDocumento13 pagineSyed Usamn Shah - AY5581 Proposal PDFusmanNessuna valutazione finora
- A. Introduction To WeldingDocumento29 pagineA. Introduction To WeldingRonel LawasNessuna valutazione finora
- WQT Form (ASME) 04-23Documento1 paginaWQT Form (ASME) 04-23hanz bermejoNessuna valutazione finora
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocumento19 pagineJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNessuna valutazione finora
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocumento5 pagineQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.Nessuna valutazione finora
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento2 pagineWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNessuna valutazione finora
- Course Module 4Documento6 pagineCourse Module 4Makise AghataNessuna valutazione finora
- Cim & SKS Price List DT 12-May-2021Documento6 pagineCim & SKS Price List DT 12-May-2021pravesh bhartiNessuna valutazione finora
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocumento9 pagine2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNessuna valutazione finora
- Chem-Wps - PQR - WPQ-003 CS-CS 08-08 Gtaw-SmawDocumento5 pagineChem-Wps - PQR - WPQ-003 CS-CS 08-08 Gtaw-Smawvijay padaleNessuna valutazione finora
- Dunham Bush Midwall Split R410a InverterDocumento2 pagineDunham Bush Midwall Split R410a InverterAgnaldo Caetano100% (1)
- Editable AWS D1.1 WPSDocumento2 pagineEditable AWS D1.1 WPSSheik Mohamed100% (1)
- Stock Specifications - Plates - S355G10 MDocumento2 pagineStock Specifications - Plates - S355G10 Macadjournals. comNessuna valutazione finora
- Document Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Documento1 paginaDocument Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Ed FangNessuna valutazione finora
- Example E4.3.1Documento6 pagineExample E4.3.1Dario100% (1)
- Welder Job Clearance Card: Nesma/Tanmia Jaime JR Moyo CaudillaDocumento3 pagineWelder Job Clearance Card: Nesma/Tanmia Jaime JR Moyo CaudillaMohamed Reda Hussein SengarNessuna valutazione finora
- WC478 PDFDocumento1 paginaWC478 PDFKasia MazurNessuna valutazione finora
- Esab Buddy TIG400iDocumento2 pagineEsab Buddy TIG400iJeganeswaranNessuna valutazione finora
- RXD7 Service ManualDocumento71 pagineRXD7 Service ManualFerreirinha Andrade Luis CarlosNessuna valutazione finora
- Proposed Welding Procedure Specification (PWPS) : REV:A3Documento1 paginaProposed Welding Procedure Specification (PWPS) : REV:A3Shanawas Abdul RazakNessuna valutazione finora
- SMAW DuniDocumento4 pagineSMAW DuniMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- P 0200 152 LHS 01Documento2 pagineP 0200 152 LHS 01Zaidi100% (1)
- Test Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)Documento1 paginaTest Certificate: T T T T %elon H.No. A B H.No. Size (MM) Hardness (BHN) Yield Strength UTS (Kg/mm2)yskushwah16Nessuna valutazione finora
- ABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)Documento1 paginaABS (Acrylonitrile Butadiene Styrene) : Technical Data Sheet (ASTM)DiegoTierradentroNessuna valutazione finora
- PQR Editable SampleDocumento2 paginePQR Editable SampleKoya ThangalNessuna valutazione finora
- Tank Construction API 650 1711786281Documento60 pagineTank Construction API 650 1711786281Umair AnsariNessuna valutazione finora
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDocumento4 pagine170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Key Concepts 2 Heat InputDocumento4 pagineKey Concepts 2 Heat InputBama RamachandranNessuna valutazione finora
- Ssab Astm A537 C2Documento2 pagineSsab Astm A537 C2vasotermiNessuna valutazione finora
- Heat Input RecordDocumento1 paginaHeat Input RecordBOBNessuna valutazione finora
- Astm A105Documento1 paginaAstm A105Isaac SamuelNessuna valutazione finora
- Specifications For Plates: Chemical Composition Mechanical PropertiesDocumento7 pagineSpecifications For Plates: Chemical Composition Mechanical Propertiesprajakt_pieNessuna valutazione finora
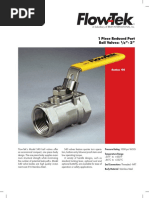
- FlowTek S20Documento2 pagineFlowTek S20Gabriel Andrés Barcha AnguloNessuna valutazione finora
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Documento1 paginaSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNessuna valutazione finora
- Astm A36 - 1 Astm A36 - 1: Wps Form (Gtaw & Smaw) Welding Procedure Specification (WPS)Documento4 pagineAstm A36 - 1 Astm A36 - 1: Wps Form (Gtaw & Smaw) Welding Procedure Specification (WPS)Adam Al AufaNessuna valutazione finora
- Annex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Documento2 pagineAnnex M AWS D1.1/D1.1M:2015: Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Daniel ZapataNessuna valutazione finora
- WPS SMAW - PL en V Con GaugingDocumento1 paginaWPS SMAW - PL en V Con GaugingLuis MirandaNessuna valutazione finora
- Prequalified Qualified by TestingDocumento5 paginePrequalified Qualified by Testingcarlosoliveros1967Nessuna valutazione finora
- WPS GMAW AulDocumento2 pagineWPS GMAW AulHandiniNessuna valutazione finora
- Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Documento1 paginaSample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)rabacet23Nessuna valutazione finora
- Ejemplo WpsDocumento1 paginaEjemplo WpsIsaac GutierrezNessuna valutazione finora
- P WPS Smaw Ceym 001 021Documento1 paginaP WPS Smaw Ceym 001 021juan carlos garavitoNessuna valutazione finora
- Pi1 Vs Pi3: 0.35 0.4 F (X) 0.0157121420806577 X 0.30723457411006 R 0.997754496737903Documento2 paginePi1 Vs Pi3: 0.35 0.4 F (X) 0.0157121420806577 X 0.30723457411006 R 0.997754496737903Juan Diego CarvajalNessuna valutazione finora
- Usuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleDocumento1 paginaUsuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleMayra PortillaNessuna valutazione finora
- Usuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleDocumento1 paginaUsuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleMayra PortillaNessuna valutazione finora
- Usuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleDocumento1 paginaUsuario 04/05/2012: Drawn Checked QA MFG Approved DWG No TitleMayra PortillaNessuna valutazione finora
- Dsa Book1 PDFDocumento126 pagineDsa Book1 PDFnikhil kawtraNessuna valutazione finora
- Tantalum Niobium: Mineralogy & MetallurgyDocumento2 pagineTantalum Niobium: Mineralogy & MetallurgyJuan Diego CarvajalNessuna valutazione finora
- 01Documento1 pagina01Juan Diego CarvajalNessuna valutazione finora
- Channell - Bulk US Only PDFDocumento3 pagineChannell - Bulk US Only PDFMyo HtutNessuna valutazione finora
- Solubility of Asphalt Materials in Trichloroethylene: Standard Test Method ForDocumento3 pagineSolubility of Asphalt Materials in Trichloroethylene: Standard Test Method ForMohamed Maamoun T.Nessuna valutazione finora
- Aqueous Lixiviantes Principle, Types, and ApplicationsDocumento6 pagineAqueous Lixiviantes Principle, Types, and ApplicationsAlguien100% (1)
- Mathcad - Pile Cap Design2 PDFDocumento17 pagineMathcad - Pile Cap Design2 PDFVictorAndresCamposCamposNessuna valutazione finora
- Fly AshDocumento35 pagineFly Ashb ramachandraNessuna valutazione finora
- CHM301 - Lab ManualDocumento11 pagineCHM301 - Lab Manualsiti khadijahNessuna valutazione finora
- How To Make Conductive Graphite Paint: Overview: Essential Question: BackgroundDocumento2 pagineHow To Make Conductive Graphite Paint: Overview: Essential Question: BackgroundAnisa Isnaeni RizkiNessuna valutazione finora
- Petrochemical Industry: Eng/Bassem FathallaDocumento45 paginePetrochemical Industry: Eng/Bassem FathallaGalal Eldien GalalNessuna valutazione finora
- What Is Shrinkage Cracks in Concrete - Types and Causes of Shrinkage CracksDocumento3 pagineWhat Is Shrinkage Cracks in Concrete - Types and Causes of Shrinkage CracksJustin MusopoleNessuna valutazione finora
- Synthetic Inorganic Chemistry Blanchard 5thed1937Documento396 pagineSynthetic Inorganic Chemistry Blanchard 5thed1937rhozab100% (1)
- Astm A148Documento4 pagineAstm A148Leo AislanNessuna valutazione finora
- Steps To Predicting The Products of Chemical ReactionsDocumento15 pagineSteps To Predicting The Products of Chemical ReactionsPatrick Gabuna SantisidadNessuna valutazione finora
- Calculations of Slab Thickness and Dead Load & Live Load For BuildingDocumento10 pagineCalculations of Slab Thickness and Dead Load & Live Load For BuildingAlaa SalimNessuna valutazione finora
- Jis G 3505-2004Documento17 pagineJis G 3505-2004wasatiah05Nessuna valutazione finora
- STOPAQ® Wrappingband CZHDocumento2 pagineSTOPAQ® Wrappingband CZHEngTamerNessuna valutazione finora
- A Flair For SpringDocumento8 pagineA Flair For SpringMonica MazzoniNessuna valutazione finora
- GUIDEBOOK For FTTH Premise OSP v1 (1) .0Documento39 pagineGUIDEBOOK For FTTH Premise OSP v1 (1) .0Royal 88Nessuna valutazione finora
- Plenty Duplex Filter: 1" - 4"size.: Design PressureDocumento2 paginePlenty Duplex Filter: 1" - 4"size.: Design PressureAnkush VarshneyNessuna valutazione finora
- Deaeration: Two Types of Deaeration Systems Are Commonly Used: - Vacuum Deaeration - Gas Strip DeaerationDocumento2 pagineDeaeration: Two Types of Deaeration Systems Are Commonly Used: - Vacuum Deaeration - Gas Strip DeaerationVineeth Chowdary YamaniNessuna valutazione finora
- Generator RoomDocumento9 pagineGenerator Roomankit suriNessuna valutazione finora
- Gauge Blocks: Product Catalogue Ver 1.0Documento5 pagineGauge Blocks: Product Catalogue Ver 1.0Juliana chenNessuna valutazione finora
- Plan of Soak Pit: Removable Cover 600x600 R.C.C R.C.C SlabDocumento1 paginaPlan of Soak Pit: Removable Cover 600x600 R.C.C R.C.C Slabgewegw3gNessuna valutazione finora
- Cuplaje Rigide - RoDocumento2 pagineCuplaje Rigide - Roioan cristian cotorobaiNessuna valutazione finora
- Proposal PDFDocumento3 pagineProposal PDFওয়াহিদ মুরাদNessuna valutazione finora
- (Semiconductors and Semimetals 56) Robert Hull and John C. Bean (Eds.) - Germanium Silicon - Physics and Materials-Elsevier, Academic Press (1998)Documento459 pagine(Semiconductors and Semimetals 56) Robert Hull and John C. Bean (Eds.) - Germanium Silicon - Physics and Materials-Elsevier, Academic Press (1998)Domenico BarillariNessuna valutazione finora
- Aditya Birla GroupDocumento24 pagineAditya Birla GroupPrateek ChauhanNessuna valutazione finora
- Standard & Specification Status - 170709Documento2 pagineStandard & Specification Status - 170709Nguyen Anh TuanNessuna valutazione finora
- LNG Brochure - Product EN Web BohlerDocumento14 pagineLNG Brochure - Product EN Web BohlerElias KapaNessuna valutazione finora