Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Presented By: Ercherio Marpaung (14S15056) Dewi Fortuna Simangunsong (14S15007)Documento30 paginePresented By: Ercherio Marpaung (14S15056) Dewi Fortuna Simangunsong (14S15007)Ercherio MarpaungNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Cvavr ManualDocumento1 paginaCvavr ManualErcherio MarpaungNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Tutorial 7.1Documento6 pagineTutorial 7.1Ercherio MarpaungNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Physical-Based Modeling of Nonlinearities in Process Control ValvesDocumento4 paginePhysical-Based Modeling of Nonlinearities in Process Control ValvesErcherio MarpaungNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
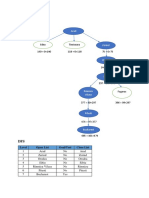
- Sibiu Timisoara: Level Open List Goal/Test Close ListDocumento2 pagineSibiu Timisoara: Level Open List Goal/Test Close ListErcherio MarpaungNessuna valutazione finora
- 2017 Iscc ClusteringDocumento6 pagine2017 Iscc ClusteringErcherio MarpaungNessuna valutazione finora
- Face Detection and Recognition Using Viola-Jones Algorithm and Fusion of LDA and ANNDocumento6 pagineFace Detection and Recognition Using Viola-Jones Algorithm and Fusion of LDA and ANNErcherio MarpaungNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- A Practical Ethics ToolkitDocumento9 pagineA Practical Ethics ToolkitErcherio MarpaungNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Trade-Off Between Energy Efficiency and Spectral Efficiency in The Uplink of A Linear Cellular System With Uniformly Distributed User TerminalsDocumento5 pagineTrade-Off Between Energy Efficiency and Spectral Efficiency in The Uplink of A Linear Cellular System With Uniformly Distributed User TerminalsErcherio MarpaungNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Instrumentation Drawing 1Documento33 pagineInstrumentation Drawing 1Ercherio MarpaungNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Lembar Aktivitas Praktikum Modul 6Documento2 pagineLembar Aktivitas Praktikum Modul 6Ercherio MarpaungNessuna valutazione finora
- Institut Teknologi Del: Fisika Dasar IiDocumento2 pagineInstitut Teknologi Del: Fisika Dasar IiErcherio MarpaungNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Praktikum 02 14S15056 PSDDocumento22 paginePraktikum 02 14S15056 PSDErcherio MarpaungNessuna valutazione finora
- TD-W8961N (EU) V3 Quick Installation GuideDocumento2 pagineTD-W8961N (EU) V3 Quick Installation GuidePaweł RybiałekNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- SJ-20110104162043-001-ZXDU68 T601 (V5.0R01M01) DC Power System Quick Installation & Commissioning Guide PDFDocumento4 pagineSJ-20110104162043-001-ZXDU68 T601 (V5.0R01M01) DC Power System Quick Installation & Commissioning Guide PDFAbdus SalamNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Serial Number Word 2010Documento1 paginaSerial Number Word 2010Akhmad Yusuf SulaimanNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Kendriya Vidyalaya 3 Gandhinagar Cantt Computer ScienceDocumento26 pagineKendriya Vidyalaya 3 Gandhinagar Cantt Computer ScienceArk SynopsisNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Manual de Refacciones - Cador 500 Ersatz Engl RexDocumento65 pagineManual de Refacciones - Cador 500 Ersatz Engl RexAndreyna BreaNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Concept of ERS in SAP MMDocumento9 pagineConcept of ERS in SAP MMARABINDA CHAKRAVARTYNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Iso 8402-1994Documento23 pagineIso 8402-1994Davood OkhovatNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Mdia5003 2022 T3Documento10 pagineMdia5003 2022 T3Sehrish MushtaqNessuna valutazione finora
- New Lesson 2Documento69 pagineNew Lesson 2King charles jelord Cos-agonNessuna valutazione finora
- Ut 2217Documento1 paginaUt 2217alisintaxNessuna valutazione finora
- HOW TO - Calculate KM and Vmax With ExcelDocumento3 pagineHOW TO - Calculate KM and Vmax With Excelminjeshp67% (3)
- Chief Patrons: in Association With Global Research Conference Forum Organizes Virtual International Conference OnDocumento2 pagineChief Patrons: in Association With Global Research Conference Forum Organizes Virtual International Conference OnRavishankar BhaganagareNessuna valutazione finora
- I Ching Philosophy Inspired Optimization: July 2017Documento9 pagineI Ching Philosophy Inspired Optimization: July 2017Faizul Haslan Abu HassanNessuna valutazione finora
- LMF Planning AreaDocumento1 paginaLMF Planning AreaKSNV News3LVNessuna valutazione finora
- Module 1 Quiz - Coursera166Documento1 paginaModule 1 Quiz - Coursera166Luai DoumetNessuna valutazione finora
- Mackie 802VLZ3 HookupsDocumento5 pagineMackie 802VLZ3 HookupsDavid BenkoNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Florin Olariu: "Alexandru Ioan Cuza", University of Iași Department of Computer ScienceDocumento117 pagineFlorin Olariu: "Alexandru Ioan Cuza", University of Iași Department of Computer ScienceGigi FloricaNessuna valutazione finora
- Transformer or Transformerless Ups (2003) (Koffler)Documento3 pagineTransformer or Transformerless Ups (2003) (Koffler)mapo mfaNessuna valutazione finora
- Sonora CA24R-T Cable HDTV ATSC 24db Amplifier Spec SheetDocumento2 pagineSonora CA24R-T Cable HDTV ATSC 24db Amplifier Spec SheetDavid WardNessuna valutazione finora
- Content:: 2. Components of Real Time Operating SystemDocumento8 pagineContent:: 2. Components of Real Time Operating SystemKing amarNessuna valutazione finora
- INFP Constantin Ionescu Romania EEWSDocumento38 pagineINFP Constantin Ionescu Romania EEWSAlexandru GaborNessuna valutazione finora
- Altezza Auto Mirror ClosureDocumento7 pagineAltezza Auto Mirror ClosureChard CharlesNessuna valutazione finora
- Zella Pro Tech Specs - March 2021Documento16 pagineZella Pro Tech Specs - March 2021Yusuf ShunanNessuna valutazione finora
- Lecture 8 - Goms IIDocumento21 pagineLecture 8 - Goms IIkipkoecharonz korirNessuna valutazione finora
- WebQual An Exploration of Website QualityDocumento9 pagineWebQual An Exploration of Website QualityArmiasthoMiazNessuna valutazione finora
- Image Processing Lab ManualDocumento10 pagineImage Processing Lab ManualDeepa SNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Best Practices: Getting Started With Informix Connection ManagerDocumento52 pagineBest Practices: Getting Started With Informix Connection ManagergenNessuna valutazione finora
- Introduction To Algorithms: A Creative ApproachDocumento7 pagineIntroduction To Algorithms: A Creative Approachanimesh_ccna0% (6)
- RevoU Case Study - EIRDocumento95 pagineRevoU Case Study - EIRSyechna FlohriantiNessuna valutazione finora
- TestDocumento12 pagineTestdineshkmr88Nessuna valutazione finora
- Hero Found: The Greatest POW Escape of the Vietnam WarDa EverandHero Found: The Greatest POW Escape of the Vietnam WarValutazione: 4 su 5 stelle4/5 (19)