Potrebbero piacerti anche
- CH8010 PT Question BankDocumento26 pagineCH8010 PT Question BankVignesh KNessuna valutazione finora
- API Welding Procedure Specification PDFDocumento3 pagineAPI Welding Procedure Specification PDFBob LeeNessuna valutazione finora
- Nozzles - UT in Place of RTDocumento7 pagineNozzles - UT in Place of RTVicky GautamNessuna valutazione finora
- 3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookDocumento57 pagine3001 Rev.0 - Liquid Penetrant Testing Level 1 & 2 Combined - Note BookNayan Vyas100% (1)
- Cswip 3 1 Wis5 Handout 2009 PDFDocumento196 pagineCswip 3 1 Wis5 Handout 2009 PDFravi00098Nessuna valutazione finora
- Guia para Construccion de Pavimentos de ConcretoDocumento68 pagineGuia para Construccion de Pavimentos de ConcretoDavid Puente C100% (1)
- Corrosion Mapping with Phased Array UltrasonicsDocumento27 pagineCorrosion Mapping with Phased Array UltrasonicsIvan MauricioNessuna valutazione finora
- Doc. Eddy Current Testing Basic PrincipleDocumento43 pagineDoc. Eddy Current Testing Basic PrincipleCepi Sindang KamulanNessuna valutazione finora
- Material SelectionDocumento60 pagineMaterial SelectionKhoa Nguyễn AnhNessuna valutazione finora
- Stp1151-Eb 19694Documento241 pagineStp1151-Eb 19694Saeed AnwarNessuna valutazione finora
- Virtual National Training Course on Various NDT TechniquesDocumento57 pagineVirtual National Training Course on Various NDT TechniquesMan Nguyen TheNessuna valutazione finora
- The Illustrated Encyclopedia of The Elements Periodic TableDocumento1 paginaThe Illustrated Encyclopedia of The Elements Periodic TableChronicleBooksNessuna valutazione finora
- LRPDF-Applus RTD Catalogus Probe DepartmentDocumento28 pagineLRPDF-Applus RTD Catalogus Probe DepartmentDhanasekaran RNessuna valutazione finora
- Intro To Eddy Current (1) by Raj Deep GuptaDocumento51 pagineIntro To Eddy Current (1) by Raj Deep GuptaRajdeep Gupta50% (2)
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDocumento7 pagineSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNessuna valutazione finora
- E2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesDocumento6 pagineE2906E2906M-13 Standard Practice For Acoustic Pulse Reflectometry Examination of Tube BundlesMohamed100% (1)
- ANDT InspectionsDocumento98 pagineANDT InspectionsHerris SimamoraNessuna valutazione finora
- DLA Corrosion Probe en 201608 WebDocumento2 pagineDLA Corrosion Probe en 201608 WebDennis ChaiNessuna valutazione finora
- Applus LNG TankDocumento13 pagineApplus LNG Tank5029550Nessuna valutazione finora
- Al-Uswah ASNT RT Level 2 In-House TrainingDocumento36 pagineAl-Uswah ASNT RT Level 2 In-House Trainingcaod1712100% (1)
- PAUT Application for Boiler Tube InspectionDocumento10 paginePAUT Application for Boiler Tube InspectionmuhdmsohNessuna valutazione finora
- Epri - Ut in Lieu of RTDocumento319 pagineEpri - Ut in Lieu of RTRamakrishnan AmbiSubbiah100% (1)
- Ultrasonic Inspection NDT Sample Test Report FormatDocumento2 pagineUltrasonic Inspection NDT Sample Test Report Formatskynyrd7550% (4)
- 9 Data Processing of Tofd FilesDocumento6 pagine9 Data Processing of Tofd FilesPuneet Vikram SinghNessuna valutazione finora
- Qualification Process For Phased Array UT Using DNV RP-F118Documento12 pagineQualification Process For Phased Array UT Using DNV RP-F118aztec20100% (1)
- Profile Radiography IAEADocumento14 pagineProfile Radiography IAEAPaolo Ng100% (1)
- Applications SingaporeDocumento100 pagineApplications SingaporeLương Hồ VũNessuna valutazione finora
- Inspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectorateDocumento22 pagineInspection, Expediting, Training, Aws Cwi, NDT, Isondt, API, Profile, DashinspectoratedashNessuna valutazione finora
- Introduction To Eddy Current TestingDocumento26 pagineIntroduction To Eddy Current TestingvibinkumarsNessuna valutazione finora
- API RP 578 PMI Training: Guidelines for Material Verification ProgramsDocumento4 pagineAPI RP 578 PMI Training: Guidelines for Material Verification Programswalter091011Nessuna valutazione finora
- 9.5 NJM PAUT Corrosion MapDocumento1 pagina9.5 NJM PAUT Corrosion MapTHIRU.SNessuna valutazione finora
- Phased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresDocumento110 paginePhased Array Ultrasonic Steel Corrosion Mapping For Bridges and Ancillary StructuresTHIRU.SNessuna valutazione finora
- ASTM E2700 09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDocumento9 pagineASTM E2700 09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDairo Damian MelendezNessuna valutazione finora
- 2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array TechnologyDocumento5 pagine2008 Development of A Procedure For The Ultrasonic Examination of Nickel LNG Storage Tank Welds Using Phased Array Technologyநந்த குமார் சம்பத் நாகராஜன்Nessuna valutazione finora
- Lrut Teletest Focus - TwiDocumento6 pagineLrut Teletest Focus - TwiJaya DiNessuna valutazione finora
- Aws Application of Phased Array UltrasonicDocumento7 pagineAws Application of Phased Array UltrasonicDileep KumarNessuna valutazione finora
- BPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Documento32 pagineBPF-V-270 Test Separator-Cm-Pvir-Xxxxx-20Agung Prastyo WibowoNessuna valutazione finora
- Ultrasonic Testing ProcedureDocumento15 pagineUltrasonic Testing ProcedureZulaiha Abdul Rahman100% (1)
- PAUT-FlexoForm - ME 2019 KL-V2Documento20 paginePAUT-FlexoForm - ME 2019 KL-V2GhaithNessuna valutazione finora
- General DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedDocumento60 pagineGeneral DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedfayyazdnvNessuna valutazione finora
- PR - GEN-PAM-001 - Thickness - v7 - 2022-01-07Documento25 paginePR - GEN-PAM-001 - Thickness - v7 - 2022-01-07Andrey Teston SantiniNessuna valutazione finora
- Phased Array Code StatusDocumento21 paginePhased Array Code Statusعزت عبد المنعمNessuna valutazione finora
- WeldSight en 201907Documento8 pagineWeldSight en 201907Dennis ChaiNessuna valutazione finora
- PA Probe Catalog EN 201608 Web PDFDocumento32 paginePA Probe Catalog EN 201608 Web PDFDennis Chai100% (1)
- ASNT Nivel III ExaminationDocumento6 pagineASNT Nivel III ExaminationjomsedNessuna valutazione finora
- Corrosion MappingDocumento17 pagineCorrosion MappingJuliog100% (1)
- CA-40-19-TOFD-UT Procedure-AWS D1.1Documento27 pagineCA-40-19-TOFD-UT Procedure-AWS D1.1Luong Ho VuNessuna valutazione finora
- PA-CATTM Measures Metal Loss at Pipe Supports Using Phased ArrayDocumento12 paginePA-CATTM Measures Metal Loss at Pipe Supports Using Phased ArrayPetrNessuna valutazione finora
- Phased ArrayDocumento8 paginePhased Arraysankaran_muthukumarNessuna valutazione finora
- NDE Associates, Inc. - Ultrasonic Testing - Phased ArrayDocumento2 pagineNDE Associates, Inc. - Ultrasonic Testing - Phased Arrayaldeanucu3203Nessuna valutazione finora
- Advances in Tube Testing 2008Documento39 pagineAdvances in Tube Testing 2008AhmedA.HassanNessuna valutazione finora
- CIVA NDT SoftwareDocumento8 pagineCIVA NDT SoftwareBala KrishnanNessuna valutazione finora
- DGS DGS MethodDocumento6 pagineDGS DGS MethodAlzaki AbdullahNessuna valutazione finora
- Besb Ect RD FPDocumento8 pagineBesb Ect RD FPMohamad YusofNessuna valutazione finora
- Eagle 2000 PDFDocumento4 pagineEagle 2000 PDFErick OlavarriaNessuna valutazione finora
- Ultrasonic Testing - Wikipedia PDFDocumento26 pagineUltrasonic Testing - Wikipedia PDFKarthicWaitingNessuna valutazione finora
- Ultrasonic Crack PDFDocumento11 pagineUltrasonic Crack PDFHector BeaujonNessuna valutazione finora
- Advanced MFL Tank Inspection with STARS Defect DiscriminationDocumento4 pagineAdvanced MFL Tank Inspection with STARS Defect Discriminationassurendran0% (1)
- Paut Paper PDFDocumento7 paginePaut Paper PDFAyesha GeNessuna valutazione finora
- Acceptance For Phased Array InspectionDocumento6 pagineAcceptance For Phased Array InspectionLuisSilva100% (1)
- Ultrasonic Testing Variables GuideDocumento21 pagineUltrasonic Testing Variables GuidepktienNessuna valutazione finora
- Concepts of Phased Array UltrasonicDocumento13 pagineConcepts of Phased Array UltrasonicgunamtechNessuna valutazione finora
- Quiz 3Documento8 pagineQuiz 3Dhruv Sahni100% (1)
- Technology - Magnetic Eddy Current MEC Inspection TechniqueDocumento12 pagineTechnology - Magnetic Eddy Current MEC Inspection TechniqueCepi Sindang KamulanNessuna valutazione finora
- 340 INSPECTION (PG 112 - 121) : Para. 302.3.3Documento3 pagine340 INSPECTION (PG 112 - 121) : Para. 302.3.3r_ramiresNessuna valutazione finora
- Soviet Union State Standards: Official PublicationDocumento22 pagineSoviet Union State Standards: Official PublicationFreddyNessuna valutazione finora
- Neutron Radiography: A Guide to Non-Destructive Testing Using NeutronsDocumento29 pagineNeutron Radiography: A Guide to Non-Destructive Testing Using NeutronsKaitlyn SmallfootNessuna valutazione finora
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Final inspection and control of MIL-STD-1553 databus harnessesDocumento16 pagineFinal inspection and control of MIL-STD-1553 databus harnessesDeepa DevarajNessuna valutazione finora
- Industrial Scanners Catalog EN 201204Documento28 pagineIndustrial Scanners Catalog EN 201204Dennis ChaiNessuna valutazione finora
- Industrial Scanners Catalog EN 201407Documento32 pagineIndustrial Scanners Catalog EN 201407Dennis ChaiNessuna valutazione finora
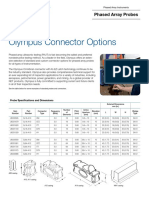
- Olympus Connector Options: Phased Array ProbesDocumento2 pagineOlympus Connector Options: Phased Array ProbesDennis ChaiNessuna valutazione finora
- Industrial Scanners Catalog EN LTR 201506BDocumento32 pagineIndustrial Scanners Catalog EN LTR 201506BDennis ChaiNessuna valutazione finora
- DELTA User Interface Guide - 103202 - R2.5.15Documento90 pagineDELTA User Interface Guide - 103202 - R2.5.15Dennis ChaiNessuna valutazione finora
- Phased Array Ultrasonic Testing of Austenitic Stainless Steel Welds of The 11T HL - LHC Dipole Magnets PDFDocumento108 paginePhased Array Ultrasonic Testing of Austenitic Stainless Steel Welds of The 11T HL - LHC Dipole Magnets PDFAnonymous QHMuqEMBmNessuna valutazione finora
- Article HHXRF Rapid Screening of Toxic Elements in FoodDocumento15 pagineArticle HHXRF Rapid Screening of Toxic Elements in FoodDennis ChaiNessuna valutazione finora
- Article HHXRF USFDA Determination of BR in Regulated FoodsDocumento9 pagineArticle HHXRF USFDA Determination of BR in Regulated FoodsDennis ChaiNessuna valutazione finora
- PipeWIZARD Release Notes Highlight New FeaturesDocumento5 paginePipeWIZARD Release Notes Highlight New FeaturesDennis ChaiNessuna valutazione finora
- Delta - Pmi - 201302 - en - DpoDocumento5 pagineDelta - Pmi - 201302 - en - DpoDennis ChaiNessuna valutazione finora
- OSP - Digital - ANI - Mercury Contamination App NotesDocumento1 paginaOSP - Digital - ANI - Mercury Contamination App NotesDennis ChaiNessuna valutazione finora
- Aluminum Sortability Guide BrochureDocumento4 pagineAluminum Sortability Guide BrochureDennis ChaiNessuna valutazione finora
- Why you should avoid focusing beams for general weld inspectionsDocumento6 pagineWhy you should avoid focusing beams for general weld inspectionsjose riosNessuna valutazione finora
- FlexoFORM BrochureDocumento4 pagineFlexoFORM BrochureDennis ChaiNessuna valutazione finora
- Phased Array Ultrasonic Testing of Austenitic Stainless Steel Welds of The 11T HL - LHC Dipole Magnets PDFDocumento108 paginePhased Array Ultrasonic Testing of Austenitic Stainless Steel Welds of The 11T HL - LHC Dipole Magnets PDFAnonymous QHMuqEMBmNessuna valutazione finora
- Len Rogers Acoustic EmissionDocumento27 pagineLen Rogers Acoustic EmissionDennis ChaiNessuna valutazione finora
- Ut Training-Ruane TatiDocumento82 pagineUt Training-Ruane TatiDennis ChaiNessuna valutazione finora
- Olympus UT Catalog PDFDocumento52 pagineOlympus UT Catalog PDFGTpianomanNessuna valutazione finora
- Scanners and AccessoriesDocumento36 pagineScanners and AccessoriesDennis ChaiNessuna valutazione finora
- Pec 2015 PDFDocumento26 paginePec 2015 PDFDennis ChaiNessuna valutazione finora
- TUV Brochure Asme-EDocumento2 pagineTUV Brochure Asme-EDennis ChaiNessuna valutazione finora
- Olympus UT Catalog PDFDocumento52 pagineOlympus UT Catalog PDFGTpianomanNessuna valutazione finora
- Low Power Ultrasound ReportDocumento13 pagineLow Power Ultrasound ReportDennis ChaiNessuna valutazione finora
- S8266057G - Pi Pro 111e 1 - 160000000053405 PDFDocumento1 paginaS8266057G - Pi Pro 111e 1 - 160000000053405 PDFDennis ChaiNessuna valutazione finora
- Villarraza TMCDocumento1 paginaVillarraza TMCEphrem Marx AparicioNessuna valutazione finora
- Fr4tg135 UkDocumento1 paginaFr4tg135 UkAnonymous zBSE9MNessuna valutazione finora
- EC-Lecture Notes PDFDocumento114 pagineEC-Lecture Notes PDFGouthamNessuna valutazione finora
- 2021 Decora Door Styleand FinishDocumento15 pagine2021 Decora Door Styleand FinishjunNessuna valutazione finora
- Mole Calculation Worksheet Answer KeyDocumento5 pagineMole Calculation Worksheet Answer KeyNurul NadiaNessuna valutazione finora
- Anleitung Lesezeichen Utl KWenDocumento2 pagineAnleitung Lesezeichen Utl KWenfaomosgirlNessuna valutazione finora
- 3 Qualitative Tests of Cholesterol:: Cholesterol C H ODocumento5 pagine3 Qualitative Tests of Cholesterol:: Cholesterol C H OApple MendozaNessuna valutazione finora
- 1 Evaluation of Peel BondDocumento10 pagine1 Evaluation of Peel Bondyok patchnakanNessuna valutazione finora
- Barrett SN: Sulfamate Nickel Plating ProcessDocumento10 pagineBarrett SN: Sulfamate Nickel Plating ProcessKeily VilcarromeroNessuna valutazione finora
- Title: Project Report On Polyester Webbing: Subject: Project Management in EngineeringDocumento6 pagineTitle: Project Report On Polyester Webbing: Subject: Project Management in EngineeringShahbaz ahmad100% (1)
- Detecting Air Pollution in CitiesDocumento7 pagineDetecting Air Pollution in CitiesWild RiftNessuna valutazione finora
- Polyflex 202 EnglishDocumento2 paginePolyflex 202 EnglishcesarNessuna valutazione finora
- Mapua Chm143L Organic Chemistry 2 Lab ReportDocumento7 pagineMapua Chm143L Organic Chemistry 2 Lab ReportMaiSakurajimaNessuna valutazione finora
- Delta MS500 Product Data SheetDocumento9 pagineDelta MS500 Product Data SheetAmit KumarNessuna valutazione finora
- Series 851: TÜV/CE Safety Valves Angle-Type For Industrial ApplicationsDocumento5 pagineSeries 851: TÜV/CE Safety Valves Angle-Type For Industrial ApplicationsVlade NaumovskiNessuna valutazione finora
- SUPA75Documento1 paginaSUPA75Roxxana Roxxana1990Nessuna valutazione finora
- Vitrapor Borosilicate Glass 3.3 - Din/Iso 3585: Data Sheet and PropertiesDocumento2 pagineVitrapor Borosilicate Glass 3.3 - Din/Iso 3585: Data Sheet and PropertiesHaydee ContrerasNessuna valutazione finora
- Introduction DippenaarDocumento43 pagineIntroduction DippenaarJB HIFINessuna valutazione finora
- Baymer Spray 270 E: (Trial Product)Documento5 pagineBaymer Spray 270 E: (Trial Product)Teodorerescu DanielNessuna valutazione finora
- RW Ti Pds Prorox WM 960 Astm IndiaDocumento1 paginaRW Ti Pds Prorox WM 960 Astm IndiaLee Kok RoyNessuna valutazione finora
- Spun Concrete Pole SpecificationsDocumento3 pagineSpun Concrete Pole SpecificationsAleiska Victoria Gómez Betancourth100% (1)
- Axial Behavior of Reinforced Concrete Column With Ultra-High Performance Concrete Stay-In-Place FormworkDocumento14 pagineAxial Behavior of Reinforced Concrete Column With Ultra-High Performance Concrete Stay-In-Place Formworknagham tariqNessuna valutazione finora
- Reaction Notes-ChemistryDocumento19 pagineReaction Notes-ChemistrySirupyEwe GamerNessuna valutazione finora
- Chemistry 2000 Paper 1+ansDocumento13 pagineChemistry 2000 Paper 1+ansapi-38240030% (2)