Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- TPL76C Manual PDFDocumento139 pagineTPL76C Manual PDFEhsan0% (1)
- In-Service Monitoring of Lubricating Oil For Auxiliary Power Plant EquipmentDocumento20 pagineIn-Service Monitoring of Lubricating Oil For Auxiliary Power Plant Equipmentمحمد نصیریNessuna valutazione finora
- Pab 10Documento6 paginePab 10MelvinDapitanonNessuna valutazione finora
- Detroit Diesel Firing OrdersDocumento1 paginaDetroit Diesel Firing OrdersRami Dal100% (1)
- Energy Efficient Roadway Lighting Opportunities and BenefitsDocumento15 pagineEnergy Efficient Roadway Lighting Opportunities and BenefitsHesham AlzarooniNessuna valutazione finora
- Samba™PLC+HMI Installation Guide: General DescriptionDocumento12 pagineSamba™PLC+HMI Installation Guide: General DescriptionDragisa DjukicNessuna valutazione finora
- @perkins: 4000 Series 4016TAG2 4016TAG2ADocumento2 pagine@perkins: 4000 Series 4016TAG2 4016TAG2AIman AkbariNessuna valutazione finora
- Basic Tuning 101: Air Fuel RatioDocumento14 pagineBasic Tuning 101: Air Fuel RatioBronwynne OctoberNessuna valutazione finora
- klx250 h6fh7f Parts List PDFDocumento91 pagineklx250 h6fh7f Parts List PDFOliverNessuna valutazione finora
- Designing A DC MotorDocumento7 pagineDesigning A DC MotorPravat SatpathyNessuna valutazione finora
- Residential Construction Standards PDFDocumento93 pagineResidential Construction Standards PDFjamesbond1960100% (1)
- BSI, BSII, BSIII, BSIV and BSVI Are Bharat Stage Emission Standards (BSES) That Have Been Instituted by The Government of IndiaDocumento6 pagineBSI, BSII, BSIII, BSIV and BSVI Are Bharat Stage Emission Standards (BSES) That Have Been Instituted by The Government of IndiaAnbarasu AthimoolamNessuna valutazione finora
- The Energetic Nature of HairDocumento6 pagineThe Energetic Nature of HairMichael Estabillo RiogelonNessuna valutazione finora
- Technical Report 1 1999Documento34 pagineTechnical Report 1 1999Sinan YıldızNessuna valutazione finora
- Photovoltaics in The Built Environment A Critical Review2Documento16 paginePhotovoltaics in The Built Environment A Critical Review2Samahir ElzakiNessuna valutazione finora
- NT7 Practical Guide For Using CFW-09 and CFW-11 Inverters and Weg Motors With Long Motor Cables-R01 PDFDocumento2 pagineNT7 Practical Guide For Using CFW-09 and CFW-11 Inverters and Weg Motors With Long Motor Cables-R01 PDFfelipeNessuna valutazione finora
- Troubleshooting and Service Manual 120V-240VDocumento48 pagineTroubleshooting and Service Manual 120V-240Vkloberg123Nessuna valutazione finora
- 6.5EFOZ InstallationDocumento92 pagine6.5EFOZ InstallationNick ArnouNessuna valutazione finora
- Photoelectron SpectrosDocumento16 paginePhotoelectron SpectrosAditiNessuna valutazione finora
- Fixture Units Sizing ChartDocumento4 pagineFixture Units Sizing ChartAfrooz Momeni100% (1)
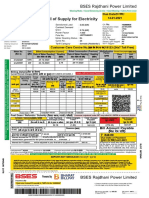
- Bill of Supply For Electricity: BSES Rajdhani Power LimitedDocumento2 pagineBill of Supply For Electricity: BSES Rajdhani Power LimitedVikasNessuna valutazione finora
- Introduction To The CompanyDocumento3 pagineIntroduction To The Companymansi sainiNessuna valutazione finora
- P & I DiagramsDocumento26 pagineP & I Diagramsengrfarhansiddiqui100% (3)
- LM741Documento7 pagineLM741vila mathanki100% (1)
- Chapter 1 Light and Lighting FundamentalsDocumento53 pagineChapter 1 Light and Lighting FundamentalsjonathanNessuna valutazione finora
- PG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CDocumento1 paginaPG 00188 HK1819 ÖLFLEX HEAT 180 EWKF CRamesh RautNessuna valutazione finora
- Different Forms of Power Sharing in Modern Democracies:: ExercisesDocumento16 pagineDifferent Forms of Power Sharing in Modern Democracies:: ExercisesPriya SharmaNessuna valutazione finora
- Max Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Documento106 pagineMax Allowable Pressure of Pipes and Pipellines CER 04022013 1 (V. S. Kumar Unprotected)Vashish Ramrecha100% (1)
- 2ATech PowerSupply LV (TPS) &LPS Equipment InternalTrainingDocumento56 pagine2ATech PowerSupply LV (TPS) &LPS Equipment InternalTrainingzafrikhan875Nessuna valutazione finora
- Anp 1106 Midterm 1 NotesDocumento10 pagineAnp 1106 Midterm 1 NotesKristyNessuna valutazione finora