Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- SP7035M00Documento2 pagineSP7035M00Pedro Casimiro GámizNessuna valutazione finora
- SP7042M02001LOEP ADocumento1 paginaSP7042M02001LOEP APedro Casimiro GámizNessuna valutazione finora
- Recomendación de LibrosDocumento1 paginaRecomendación de LibrosPedro Casimiro GámizNessuna valutazione finora
- SP7037M01S92 000 A PDFDocumento2 pagineSP7037M01S92 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7000M00K02 000 A PDFDocumento1 paginaSP7000M00K02 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7021M00S91 000 A PDFDocumento7 pagineSP7021M00S91 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7035M00G05 000 ADocumento3 pagineSP7035M00G05 000 APedro Casimiro GámizNessuna valutazione finora
- Shortcutsv6 7Documento2 pagineShortcutsv6 7Pedro Casimiro GámizNessuna valutazione finora
- SP7021M00S08 000 ADocumento2 pagineSP7021M00S08 000 APedro Casimiro GámizNessuna valutazione finora
- SP7000M00002HLTS ADocumento1 paginaSP7000M00002HLTS APedro Casimiro GámizNessuna valutazione finora
- SP7022M00001LOEP A PDFDocumento2 pagineSP7022M00001LOEP A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7021M00U19 000 A PDFDocumento3 pagineSP7021M00U19 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7023M00001LOEP A PDFDocumento1 paginaSP7023M00001LOEP A PDFPedro Casimiro GámizNessuna valutazione finora
- Help MainDocumento1 paginaHelp MainPedro Casimiro GámizNessuna valutazione finora
- SP7032M00T04 000 ADocumento1 paginaSP7032M00T04 000 APedro Casimiro GámizNessuna valutazione finora
- SP7031M00G06 000 ADocumento5 pagineSP7031M00G06 000 APedro Casimiro GámizNessuna valutazione finora
- Shortcuts V5Documento1 paginaShortcuts V5Pedro Casimiro GámizNessuna valutazione finora
- SP7021M00U51 000 A PDFDocumento1 paginaSP7021M00U51 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7034M00003TOCS ADocumento1 paginaSP7034M00003TOCS APedro Casimiro GámizNessuna valutazione finora
- SP7035M00H01 000 ADocumento1 paginaSP7035M00H01 000 APedro Casimiro GámizNessuna valutazione finora
- SP7021M00S90 000 ADocumento6 pagineSP7021M00S90 000 APedro Casimiro GámizNessuna valutazione finora
- SP7032M00T15 000 ADocumento2 pagineSP7032M00T15 000 APedro Casimiro GámizNessuna valutazione finora
- SP7042M03003TOCS ADocumento2 pagineSP7042M03003TOCS APedro Casimiro GámizNessuna valutazione finora
- SP7040M01H07 000 ADocumento7 pagineSP7040M01H07 000 APedro Casimiro GámizNessuna valutazione finora
- SP7032M00Documento2 pagineSP7032M00Pedro Casimiro GámizNessuna valutazione finora
- Previous Pageblock Return To Previous Menu Next Pageblock: Pratt & WhitneyDocumento10 paginePrevious Pageblock Return To Previous Menu Next Pageblock: Pratt & WhitneyPedro Casimiro GámizNessuna valutazione finora
- SP7031M00G02 000 ADocumento43 pagineSP7031M00G02 000 APedro Casimiro GámizNessuna valutazione finora
- SP7000M00E02 000 A PDFDocumento1 paginaSP7000M00E02 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- SP7000M00J00 000 ADocumento1 paginaSP7000M00J00 000 APedro Casimiro GámizNessuna valutazione finora
- SP7011M00W01 000 A PDFDocumento7 pagineSP7011M00W01 000 A PDFPedro Casimiro GámizNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
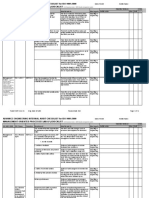
- 2755-MCD-CON-CEP-0070 - Concrete Repair Works For Cold JointDocumento19 pagine2755-MCD-CON-CEP-0070 - Concrete Repair Works For Cold JointNURLINURLINDANessuna valutazione finora
- DNV Example of Coating Technical FileDocumento28 pagineDNV Example of Coating Technical FileJorge Alberto Montalat100% (2)
- Spiral Welded PipeDocumento161 pagineSpiral Welded PipeHerman Sandy50% (2)
- DRP001-OUF-PRO-L-000-003 Rev O1 Construction Quality Plan PDFDocumento43 pagineDRP001-OUF-PRO-L-000-003 Rev O1 Construction Quality Plan PDFDaniel Martinez100% (1)
- OHL Construction Standards 2016 PDFDocumento469 pagineOHL Construction Standards 2016 PDFjdpardoNessuna valutazione finora
- 2016 Amendments To Rules For Classification of Sea-Going Steel ShipsDocumento390 pagine2016 Amendments To Rules For Classification of Sea-Going Steel ShipsramefNessuna valutazione finora
- As 2030.1-2009 Gas Cylinders General RequirementsDocumento9 pagineAs 2030.1-2009 Gas Cylinders General RequirementsSAI Global - APACNessuna valutazione finora
- Problem: Part Hight Out of Spec Problem PhotoDocumento8 pagineProblem: Part Hight Out of Spec Problem PhotoManikandanNessuna valutazione finora
- Vaithilingam QC Mech, ResumeDocumento7 pagineVaithilingam QC Mech, ResumeharikumarNessuna valutazione finora
- MSA 516 Application Controls PowerPoint PresentationDocumento21 pagineMSA 516 Application Controls PowerPoint PresentationPrince Ric100% (1)
- FXBW 220 160 204 Test ReportDocumento8 pagineFXBW 220 160 204 Test ReportbinodeNessuna valutazione finora
- Aerospace Standard: (R) Aerospace First Article Inspection RequirementDocumento18 pagineAerospace Standard: (R) Aerospace First Article Inspection RequirementSandrock_01sr2100% (2)
- Method Statement & Risk Assessment - R0Documento31 pagineMethod Statement & Risk Assessment - R0Arshad Kp100% (1)
- Aamir CV Updated 12 July 2023Documento7 pagineAamir CV Updated 12 July 2023Ahmad fayyazNessuna valutazione finora
- EGPC PSM GL 007 Safety Critical Element SCE Management GuidelineDocumento49 pagineEGPC PSM GL 007 Safety Critical Element SCE Management Guidelinekhaled farag100% (6)
- SpecificationsDocumento7 pagineSpecificationsEnock MaunyaNessuna valutazione finora
- Internal Audit ChecklistDocumento14 pagineInternal Audit ChecklistRamesh KumarNessuna valutazione finora
- Lecture #2Documento17 pagineLecture #2Waqar AhmadNessuna valutazione finora
- CMP Pharma BrochureDocumento36 pagineCMP Pharma BrochureMina ZANessuna valutazione finora
- Resume - Muhammad Afiq IzzureenDocumento5 pagineResume - Muhammad Afiq IzzureenFirdaus SalimNessuna valutazione finora
- ITP For Piping WorksDocumento91 pagineITP For Piping Workshasan_676489616100% (1)
- Cable Tray Installation ProcedureDocumento9 pagineCable Tray Installation ProcedureMahmoud Tobala0% (1)
- TR 80-02Documento23 pagineTR 80-02MukeshNessuna valutazione finora
- Chip Detector Task CardDocumento13 pagineChip Detector Task CardPablo BalderramaNessuna valutazione finora
- Black 2.0 Magnetic Particle Testing YokeDocumento2 pagineBlack 2.0 Magnetic Particle Testing YokeirwanNessuna valutazione finora
- Inspection OF Painting, Coating, Wrapping & LiningDocumento45 pagineInspection OF Painting, Coating, Wrapping & LiningsreekanthNessuna valutazione finora
- Repair ProcedureDocumento5 pagineRepair ProcedureAndreas Schlager100% (3)
- Visual Quality Standard Injection MoldingDocumento3 pagineVisual Quality Standard Injection MoldingakkuNessuna valutazione finora
- SCAT Chart - Systematic Cause Analysis Technique - SCAT ChartDocumento4 pagineSCAT Chart - Systematic Cause Analysis Technique - SCAT ChartponggoooNessuna valutazione finora