Potrebbero piacerti anche
- NBR 14831 - Mangueiras Hidraulicas - Requisitos e Metodos de EnsaioDocumento44 pagineNBR 14831 - Mangueiras Hidraulicas - Requisitos e Metodos de EnsaioEduardo Augusto Marques100% (3)
- NBR 5580Documento6 pagineNBR 5580Inspetor Soldagem100% (1)
- Exercício de Argamassa-GabaritoDocumento3 pagineExercício de Argamassa-GabaritoDenisson BraunNessuna valutazione finora
- NBR 11788 - 90 (EB-2084) - Conectores de Alumínio para Ligações Aéreas de Condutores Elétricos em Sistemas de Potência - 11pagDocumento11 pagineNBR 11788 - 90 (EB-2084) - Conectores de Alumínio para Ligações Aéreas de Condutores Elétricos em Sistemas de Potência - 11pagClaudio Lorenzoni100% (1)
- Abnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosDocumento6 pagineAbnt - NBR 5580 Abnt - Tubos de Aco Carbono para Usos Comuns Na Conducao de FluidosFSLeivas90% (10)
- N 2247Documento16 pagineN 2247corerioNessuna valutazione finora
- Tradução ISO 898-1 - ParcialDocumento6 pagineTradução ISO 898-1 - ParcialQualidadeSidertecnicNessuna valutazione finora
- Junta Anel - Engemant (II)Documento8 pagineJunta Anel - Engemant (II)Luiz Alberto LamógliaNessuna valutazione finora
- NBR 7560Documento9 pagineNBR 7560Amanda Moraes100% (1)
- Rev. N 03 / 2017: ProcedimentoDocumento115 pagineRev. N 03 / 2017: ProcedimentoWalter Rigolino100% (2)
- Corrosão Associada Á Solicitações MecânicasDocumento53 pagineCorrosão Associada Á Solicitações MecânicasJéssica Lopes50% (2)
- NBR13312 Posto de Gasolina - TanqueDocumento20 pagineNBR13312 Posto de Gasolina - TanqueJessica LimaNessuna valutazione finora
- MS 01 107Documento8 pagineMS 01 107Vss SantosNessuna valutazione finora
- Procedimento de Soldagem de Tubo de Aço Inox-20220827Documento16 pagineProcedimento de Soldagem de Tubo de Aço Inox-20220827john-ed-mir3557Nessuna valutazione finora
- Eletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Documento5 pagineEletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Gustavo RochaNessuna valutazione finora
- Normas - Asme Sec - VIIIDocumento7 pagineNormas - Asme Sec - VIIISantos SilvestreNessuna valutazione finora
- Api 1104-2010Documento69 pagineApi 1104-2010marcelogf74Nessuna valutazione finora
- NTS285Documento16 pagineNTS285Paul WheelerNessuna valutazione finora
- Instruções Uso Vedação de RoscaDocumento4 pagineInstruções Uso Vedação de RoscaWilliam Ricardo de LimaNessuna valutazione finora
- NBR5578 PDFDocumento6 pagineNBR5578 PDFvitor7hugoNessuna valutazione finora
- NR 20 - Hydrotreatment-ReactorsDocumento4 pagineNR 20 - Hydrotreatment-ReactorsCPSSTNessuna valutazione finora
- NBR 5578Documento6 pagineNBR 5578Maxwell Nunes Do CarmoNessuna valutazione finora
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 pagineNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosNessuna valutazione finora
- Catalogo Juntas RTJ PDFDocumento6 pagineCatalogo Juntas RTJ PDFgabgom19Nessuna valutazione finora
- Aplicação de TorqueDocumento10 pagineAplicação de TorqueNilton NetoNessuna valutazione finora
- AneisDocumento7 pagineAneisrilinktradeNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Juntas RTJ - 01Documento8 pagineJuntas RTJ - 01DIEGO CONCEIÇÃO DE OLIVEIRANessuna valutazione finora
- NBR 5667 2 Hidrantes 270904Documento9 pagineNBR 5667 2 Hidrantes 270904accrispimNessuna valutazione finora
- Soldagem TUBOxESPELHO 2Documento6 pagineSoldagem TUBOxESPELHO 2Xamir Suarez AlejandroNessuna valutazione finora
- TUBOSDocumento9 pagineTUBOSElias Barros de FigueiredoNessuna valutazione finora
- NBR 13312 - Tanque Atmosferico Subterraneo em Psotos de ServicoDocumento19 pagineNBR 13312 - Tanque Atmosferico Subterraneo em Psotos de ServicoPortalCAD100% (1)
- PosteDocumento6 paginePosteBruno MaccariNessuna valutazione finora
- NBR 10845 - 1988 - Tubo de Poliester Reforçado Com Fibra deDocumento4 pagineNBR 10845 - 1988 - Tubo de Poliester Reforçado Com Fibra deZidson Arduim Ferreira100% (1)
- Dicas de Instalação e Solda em Tubos de CobreDocumento3 pagineDicas de Instalação e Solda em Tubos de CobrebulaxxaNessuna valutazione finora
- Desgaste Cabo e Polia para ElevadorDocumento9 pagineDesgaste Cabo e Polia para ElevadorUbiratan Souza100% (1)
- NBR 13212 de 2001 - Tanque Subterrâneo de Resina PDFDocumento14 pagineNBR 13212 de 2001 - Tanque Subterrâneo de Resina PDFwilly jarek100% (1)
- 2013-06-26-Req. Insp. Conexes - PARTE-2-3Documento32 pagine2013-06-26-Req. Insp. Conexes - PARTE-2-3estag.engNessuna valutazione finora
- NBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaDocumento9 pagineNBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaYuri Bahia de VasconcelosNessuna valutazione finora
- Aula de Trefilaçao Parte 2xDocumento7 pagineAula de Trefilaçao Parte 2xBruno CostaNessuna valutazione finora
- NBR 05008 (1997) PDFDocumento4 pagineNBR 05008 (1997) PDFJesus Enrique Alfonzo RiveroNessuna valutazione finora
- NCh0203-1977 TraduçãoDocumento7 pagineNCh0203-1977 TraduçãoLeonelNessuna valutazione finora
- NTS285 - Fabricação de Tubos e Peças Especiais de AçoDocumento15 pagineNTS285 - Fabricação de Tubos e Peças Especiais de AçoFernando Preisler Jr.Nessuna valutazione finora
- Rev 11720 Abr2010Documento22 pagineRev 11720 Abr2010arthurgseibelfNessuna valutazione finora
- NBR 14580 - Instalacoes em Saneamento - Registro de Gaveta PN 16 em Liga de Cobre - Requisitos eDocumento16 pagineNBR 14580 - Instalacoes em Saneamento - Registro de Gaveta PN 16 em Liga de Cobre - Requisitos eLelialdoNessuna valutazione finora
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 pagineNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comNessuna valutazione finora
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- Dimensionamento de elementos e ligações em estruturas de açoDa EverandDimensionamento de elementos e ligações em estruturas de açoNessuna valutazione finora
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoDa EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoNessuna valutazione finora
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosDa EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNessuna valutazione finora
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDa EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNessuna valutazione finora
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasDa EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNessuna valutazione finora
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDa EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNessuna valutazione finora
- Planilha Do EngenheiroDocumento233 paginePlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Lista de Corte NOMESDocumento6 pagineLista de Corte NOMESFernando RockerNessuna valutazione finora
- Anexo 3 BEDQ1 PDFDocumento38 pagineAnexo 3 BEDQ1 PDFFernando RockerNessuna valutazione finora
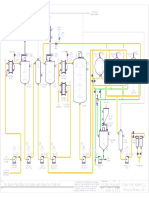
- Crown PFD 302sDocumento1 paginaCrown PFD 302sFernando RockerNessuna valutazione finora
- Projeto Cozinha MDF 3Documento1 paginaProjeto Cozinha MDF 3Fernando RockerNessuna valutazione finora
- Ruido Fundamentos e ControleDocumento635 pagineRuido Fundamentos e ControleJulio C.100% (3)
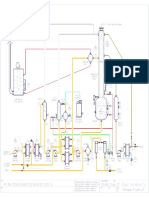
- Crown PFD 604cDocumento1 paginaCrown PFD 604cFernando RockerNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Passat MY 2018 PDFDocumento434 paginePassat MY 2018 PDFFernando RockerNessuna valutazione finora
- Anexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoDocumento3 pagineAnexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoFernando RockerNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Anexo 6 Esforços Máximos em Bocais de EquipamentosDocumento6 pagineAnexo 6 Esforços Máximos em Bocais de EquipamentosFernando RockerNessuna valutazione finora
- Ppgmec Tese 123 CL Udio Turani Vaz PDFDocumento146 paginePpgmec Tese 123 CL Udio Turani Vaz PDFFernando RockerNessuna valutazione finora
- Análise de Tensões em Sistemas de TubulaçõesDocumento25 pagineAnálise de Tensões em Sistemas de TubulaçõesrobertoNessuna valutazione finora
- Anexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Documento24 pagineAnexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Fernando RockerNessuna valutazione finora
- Análise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelDocumento64 pagineAnálise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelFernando RockerNessuna valutazione finora
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 pagineAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerNessuna valutazione finora
- Análise Falha Junta de Expansão Fole Com PurgaDocumento8 pagineAnálise Falha Junta de Expansão Fole Com PurgaAdilmar E. NatãnyNessuna valutazione finora
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 pagineAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerNessuna valutazione finora
- Alerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFDocumento3 pagineAlerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFFernando RockerNessuna valutazione finora
- Curso Petrobras CapI Introdução1Documento19 pagineCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoNessuna valutazione finora
- Análise Riscos PDFDocumento1 paginaAnálise Riscos PDFOcimar FurtadoNessuna valutazione finora
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 pagineAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerNessuna valutazione finora
- Sistemas de Seguran A Nos Elevadores de Obras PDFDocumento123 pagineSistemas de Seguran A Nos Elevadores de Obras PDFheitor29Nessuna valutazione finora
- Abnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisDocumento136 pagineAbnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisVanderclan QuarantaNessuna valutazione finora
- PifDocumento46 paginePifFernando RockerNessuna valutazione finora
- Descrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Documento1 paginaDescrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Fernando RockerNessuna valutazione finora
- Acidente Refinaria Flixborough PDFDocumento1 paginaAcidente Refinaria Flixborough PDFFernando RockerNessuna valutazione finora
- Metalografia 2Documento7 pagineMetalografia 2Fernando RockerNessuna valutazione finora
- BR-05 Trocador Acessivel PDFDocumento4 pagineBR-05 Trocador Acessivel PDFdougx20Nessuna valutazione finora
- A.L.2.1-Características de Uma PilhaDocumento20 pagineA.L.2.1-Características de Uma PilhaAluno Ana Carolina Silva CabralNessuna valutazione finora
- Ficha Tecnica - ACIII - PreconDocumento5 pagineFicha Tecnica - ACIII - PreconRodolfo RabeloNessuna valutazione finora
- Leoni Profibus PT BR 2012Documento10 pagineLeoni Profibus PT BR 2012JederVieiraNessuna valutazione finora
- Quick - UC - Semihermetica2 Geladeira Bock ChocolateDocumento27 pagineQuick - UC - Semihermetica2 Geladeira Bock Chocolategaps30Nessuna valutazione finora
- 4-Dimensionamento de LajesDocumento11 pagine4-Dimensionamento de LajesGerson Calderoni CalderoniNessuna valutazione finora
- Cap 11 - Trabalho A3Documento26 pagineCap 11 - Trabalho A3Deisiane RodriguesNessuna valutazione finora
- Ensaio Fibra de CarbonoDocumento11 pagineEnsaio Fibra de CarbonoWilliam RochaNessuna valutazione finora
- Aula OttoDocumento37 pagineAula OttoDjalma FilhoNessuna valutazione finora
- Factores Que Afetam Na Escola Do Rebolo Da NORTON COMPANYDocumento2 pagineFactores Que Afetam Na Escola Do Rebolo Da NORTON COMPANYArnaldoNessuna valutazione finora
- Gabarito Comentado Engenharia Mecânica - A PDFDocumento20 pagineGabarito Comentado Engenharia Mecânica - A PDFMarcelo CompazziNessuna valutazione finora
- Universidade Federal Do Abc: Centro de Engenharia, Modelagem E Ciências Sociais AplicadasDocumento10 pagineUniversidade Federal Do Abc: Centro de Engenharia, Modelagem E Ciências Sociais AplicadasPedro AugustoNessuna valutazione finora
- Aula 1 Metalurgia Do PóDocumento38 pagineAula 1 Metalurgia Do PóBruno GuedesNessuna valutazione finora
- Relatorios Resumidos JacintoDocumento8 pagineRelatorios Resumidos JacintoJacinto ManhiçaNessuna valutazione finora
- Análise EstruturalDocumento10 pagineAnálise EstruturalLuiz ViezerNessuna valutazione finora
- SINAPI Relatório Família de Insumos 2020 12Documento108 pagineSINAPI Relatório Família de Insumos 2020 12JailsondaSilvaNessuna valutazione finora
- Páginas de Buchas Autolubrificantes - Deva-BM - GlacierDocumento6 paginePáginas de Buchas Autolubrificantes - Deva-BM - Glacierrafael.aniceto7348Nessuna valutazione finora
- Proarchled Tabela-Pvpr 02 2022Documento12 pagineProarchled Tabela-Pvpr 02 2022Bruno RochaNessuna valutazione finora
- Cobrejunta n27, n33 SoluçãoDocumento24 pagineCobrejunta n27, n33 SoluçãoChristiano Augusto Sant AnaNessuna valutazione finora
- Equação de Transporte de Energia Cinética Dos Movimentos TurbilhonaresDocumento4 pagineEquação de Transporte de Energia Cinética Dos Movimentos TurbilhonaresFlávio MarianaNessuna valutazione finora
- Relatório de Aleta - PUC-MGDocumento21 pagineRelatório de Aleta - PUC-MGPedro AkakiNessuna valutazione finora
- Chaves de Partida A4Documento8 pagineChaves de Partida A4Ronaldo carvalho de oliveiraNessuna valutazione finora
- 04 Recozimento NormalizacaoDocumento22 pagine04 Recozimento NormalizacaoGabriel SantosNessuna valutazione finora
- Hibbler ExerciciosDocumento3 pagineHibbler ExerciciosTiago R. Camargo DallmannNessuna valutazione finora
- Tubos DiametrosDocumento34 pagineTubos DiametrosAndré AlfacinhaNessuna valutazione finora
- Lista de CalorimetriaDocumento4 pagineLista de CalorimetriavinenteNessuna valutazione finora