Potrebbero piacerti anche
- Section 19 Welded JointsDocumento14 pagineSection 19 Welded JointsJ T Mendonça SantosNessuna valutazione finora
- AISE No. 7 Specifications For Ladle HooksDocumento7 pagineAISE No. 7 Specifications For Ladle HookscadyfemNessuna valutazione finora
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Documento2 pagineSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoNessuna valutazione finora
- Deck Construction, Residential, CEDDocumento45 pagineDeck Construction, Residential, CEDAK AKNessuna valutazione finora
- Is 6735Documento11 pagineIs 6735Sunil AgarwalNessuna valutazione finora
- Steelwise PDFDocumento4 pagineSteelwise PDFBilal RasheedNessuna valutazione finora
- Monthly Steel Quiz Tests Your KnowledgeDocumento2 pagineMonthly Steel Quiz Tests Your KnowledgeRajed MaglinteNessuna valutazione finora
- Guidance Note Shear Connectors No. 2.11: ScopeDocumento4 pagineGuidance Note Shear Connectors No. 2.11: ScopeDesigns3 ShreeprefabNessuna valutazione finora
- CRAHF Weld OverlayDocumento2 pagineCRAHF Weld OverlayGogulu KumarNessuna valutazione finora
- AISE No7 Ladle Hooks 1991Documento9 pagineAISE No7 Ladle Hooks 1991Zhifan FuNessuna valutazione finora
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocumento2 pagineSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNessuna valutazione finora
- Steel Interchange: Steel's Monthly Steel Interchange Is For You! Send YourDocumento2 pagineSteel Interchange: Steel's Monthly Steel Interchange Is For You! Send Yourgv Sathishkumar KumarNessuna valutazione finora
- 5.0 Fabrication-7 PDFDocumento1 pagina5.0 Fabrication-7 PDFRohit KambleNessuna valutazione finora
- DN Iso 5817Documento13 pagineDN Iso 5817Phani Sridhar ChNessuna valutazione finora
- Use Caution When Specifying "Seal Welds": Design FileDocumento4 pagineUse Caution When Specifying "Seal Welds": Design FilePrabhat K KarnaNessuna valutazione finora
- BKI Rules For Hull-Inland Waterway 2015: Section 8-Construction and Testing Point A. Welding and Weld ConnectionDocumento17 pagineBKI Rules For Hull-Inland Waterway 2015: Section 8-Construction and Testing Point A. Welding and Weld Connectionvendry mofuNessuna valutazione finora
- Steel Interchange: Concrete Cover For Steel Headed Stud Anchors Connection Design LoadsDocumento2 pagineSteel Interchange: Concrete Cover For Steel Headed Stud Anchors Connection Design Loadshector diazNessuna valutazione finora
- Cast Iron Detachable Joints For Use With Asbestos Cement Pressure Pipes (Light Duty) - SpecificationDocumento9 pagineCast Iron Detachable Joints For Use With Asbestos Cement Pressure Pipes (Light Duty) - SpecificationAbinashBeheraNessuna valutazione finora
- Precast Concrete Manhole Covers and Frames-Specification: Indian StandardDocumento10 paginePrecast Concrete Manhole Covers and Frames-Specification: Indian StandardUppala Krishna ChaitanyaNessuna valutazione finora
- Good Weld Bead Finish (W-10)Documento21 pagineGood Weld Bead Finish (W-10)hardish_trivedi7005Nessuna valutazione finora
- Guidance Note Steel Deck Plate For Footbridges No. 2.10: ScopeDocumento1 paginaGuidance Note Steel Deck Plate For Footbridges No. 2.10: ScopedertyuNessuna valutazione finora
- Paint Application Guide No. 11: SSPC: The Society For Protective CoatingsDocumento6 paginePaint Application Guide No. 11: SSPC: The Society For Protective CoatingsaRiTo!Nessuna valutazione finora
- (W5Aty???Fq: Precast Concrete Manhole Cover and Frame - SpecificationDocumento12 pagine(W5Aty???Fq: Precast Concrete Manhole Cover and Frame - SpecificationAbinashBeheraNessuna valutazione finora
- AAMA TIR-A11-04: Maximum Allowable Deflection of Framing Systems For Building Cladding Components at Design Wind LoadsDocumento6 pagineAAMA TIR-A11-04: Maximum Allowable Deflection of Framing Systems For Building Cladding Components at Design Wind LoadsMarian Joyce Macadine100% (2)
- 5.0 Fabrication-6 PDFDocumento1 pagina5.0 Fabrication-6 PDFRohit KambleNessuna valutazione finora
- ASME 331.4 piping standardsDocumento1 paginaASME 331.4 piping standardsJoelHernandezGonzalezNessuna valutazione finora
- Consider Penetration When Determining Fillet Weld SizeDocumento3 pagineConsider Penetration When Determining Fillet Weld SizecanakyuzNessuna valutazione finora
- Plain and Laminated Elastomeric Bridge Bearings: Standard Specification ForDocumento4 paginePlain and Laminated Elastomeric Bridge Bearings: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONessuna valutazione finora
- Is 2372Documento6 pagineIs 2372awasarevinayakNessuna valutazione finora
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDocumento8 pagineQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded Fastenersist93993Nessuna valutazione finora
- Fusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardDocumento12 pagineFusion Bonded Epoxy Coated Reinforcing Bars - Specification: Indian StandardsssmouNessuna valutazione finora
- Galvanized Slip-Critical ConnectionsDocumento2 pagineGalvanized Slip-Critical Connectionsaams_sNessuna valutazione finora
- Section 19 Welded Joints: PrefaceDocumento16 pagineSection 19 Welded Joints: PrefacealiNessuna valutazione finora
- Ship in Operation Renewal CriteriaDocumento8 pagineShip in Operation Renewal CriteriaThe MatrixNessuna valutazione finora
- Repair Procedures: Connection Field Repair (Refacing)Documento5 pagineRepair Procedures: Connection Field Repair (Refacing)islam atif100% (1)
- Seccion 16 Abs SoldaduraDocumento9 pagineSeccion 16 Abs SoldaduraRoberto DavilaNessuna valutazione finora
- Long Term CurvatureDocumento21 pagineLong Term CurvatureArlandooNessuna valutazione finora
- Is 1977Documento11 pagineIs 1977rahulmechdceNessuna valutazione finora
- 30 Rules For Good Connections.5Documento4 pagine30 Rules For Good Connections.5chipchipperson100% (1)
- ACI Tolerances On D and SpecifiedDocumento1 paginaACI Tolerances On D and Specifiedhz135874Nessuna valutazione finora
- Astm F871M 1998Documento7 pagineAstm F871M 1998Jesse ChenNessuna valutazione finora
- Guidance Note Surface Defects On Steel Materials No. 3.05: ScopeDocumento2 pagineGuidance Note Surface Defects On Steel Materials No. 3.05: ScopeTa InNessuna valutazione finora
- Detailing and Placing Reinforcing BarsDocumento6 pagineDetailing and Placing Reinforcing Barsتوان امتياس سامسدينNessuna valutazione finora
- Aisc Standard HoleDocumento2 pagineAisc Standard HoleMoe Oo HtunNessuna valutazione finora
- Precast Ferrocement Water Tanks Upto Ioooolitres Capacity-SpecificationDocumento12 paginePrecast Ferrocement Water Tanks Upto Ioooolitres Capacity-SpecificationRomani Noel S. Chavez Jr.Nessuna valutazione finora
- Steel Quiz: Manual (Documento2 pagineSteel Quiz: Manual (Seismotec EngineersNessuna valutazione finora
- Construction Steel GirderDocumento11 pagineConstruction Steel GirderAek JayNessuna valutazione finora
- SCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Documento2 pagineSCBF X-Brace Bolt Hole Sizes: If You'Ve Ever Asked Yourself "Why?"Juan Esteban Torres DuqueNessuna valutazione finora
- Steel Interchange: Fillet Weld Terminations Built-Up Column DesignDocumento2 pagineSteel Interchange: Fillet Weld Terminations Built-Up Column Designhector diazNessuna valutazione finora
- 30 Good RulesDocumento4 pagine30 Good RulesSamet Karataş100% (1)
- Welding DesignDocumento28 pagineWelding DesignSitaram JhaNessuna valutazione finora
- Control of Crack WidthsDocumento55 pagineControl of Crack WidthsMahmood Mufti100% (1)
- Connection Design GuidelinesDocumento4 pagineConnection Design GuidelinesABDUL REHMANNessuna valutazione finora
- Compliance SheetDocumento4 pagineCompliance Sheetمحمد عبدالرحيمNessuna valutazione finora
- Astm A827-14Documento3 pagineAstm A827-14Артем Титов100% (1)
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsDa EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsValutazione: 5 su 5 stelle5/5 (1)
- Copper Flashings And Weatherings - A Practical HandbookDa EverandCopper Flashings And Weatherings - A Practical HandbookNessuna valutazione finora
- 01-02d Orifice Plates Type ISB 3 For RTJ FlangesDocumento2 pagine01-02d Orifice Plates Type ISB 3 For RTJ Flangesxaaabbb_550464353Nessuna valutazione finora
- Farkas, Jármai (2003) - Cost Comparison of Bolted and Welded Frame JointsDocumento7 pagineFarkas, Jármai (2003) - Cost Comparison of Bolted and Welded Frame JointsGogyNessuna valutazione finora
- RTJ Gasket Catalogue Rev3Documento9 pagineRTJ Gasket Catalogue Rev3klich77Nessuna valutazione finora
- Rate ListDocumento24 pagineRate ListMuhammad JunaidNessuna valutazione finora
- Soil Mechanics ReviewDocumento25 pagineSoil Mechanics ReviewKiprono VincentNessuna valutazione finora
- Final Pts 12cc348Documento233 pagineFinal Pts 12cc348shantivan50% (2)
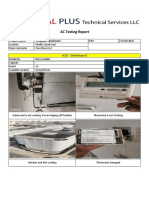
- AC Testing Report - Caspaiou at Sheikh Zayed RoadDocumento5 pagineAC Testing Report - Caspaiou at Sheikh Zayed RoadLalitha TammanaNessuna valutazione finora
- (Multi V Task) Technical Seminar - Multi V AHU Solution - FinalDocumento36 pagine(Multi V Task) Technical Seminar - Multi V AHU Solution - FinalPaulo Augusto GarayNessuna valutazione finora
- Hydraulic Competitive Product Crossover ListDocumento24 pagineHydraulic Competitive Product Crossover ListAbderrahim RiadNessuna valutazione finora
- A Detailed Investigation of Reinforced Concrete Column Jacketing: Experiment, Theory and Numerical AnalysisDocumento6 pagineA Detailed Investigation of Reinforced Concrete Column Jacketing: Experiment, Theory and Numerical AnalysishburitiNessuna valutazione finora
- Reddot R9757 (Rh40e) - 1Documento8 pagineReddot R9757 (Rh40e) - 1Rodny Romero0% (1)
- Boq Pekerjaan BendunganDocumento67 pagineBoq Pekerjaan Bendungansuhadi wahanaNessuna valutazione finora
- Gua Conduit Outlet BoxesDocumento4 pagineGua Conduit Outlet BoxesPipitlyNessuna valutazione finora
- Roof Electric PlanDocumento1 paginaRoof Electric PlanVinita KumariNessuna valutazione finora
- Post-Tensioning Tendon Installation and Grouting ManualDocumento90 paginePost-Tensioning Tendon Installation and Grouting ManualThập NguyễnNessuna valutazione finora
- Building Phase 2 Floor Apply To All Room Corridor Equip. No. FCU-L4-C-01 ZoneDocumento8 pagineBuilding Phase 2 Floor Apply To All Room Corridor Equip. No. FCU-L4-C-01 ZonebaparisNessuna valutazione finora
- Damage Mechanism and NDTDocumento1 paginaDamage Mechanism and NDTNurul AinNessuna valutazione finora
- (Doi 10.1002/9781119013228.Ch1) Kassapoglou, Christos - Modeling the Effect of Damage in Composite Structures (Simplified Approaches) Damage in Composite Structures- Notch SensitiDocumento7 pagine(Doi 10.1002/9781119013228.Ch1) Kassapoglou, Christos - Modeling the Effect of Damage in Composite Structures (Simplified Approaches) Damage in Composite Structures- Notch SensitiAdimasu AyeleNessuna valutazione finora
- Grade Slab Design For Heavy LoadsDocumento2 pagineGrade Slab Design For Heavy LoadsIrshad Farrukh100% (1)
- Discussion CH 2Documento21 pagineDiscussion CH 2Ahmed FatoohNessuna valutazione finora
- Ethiopian Building Code PDFDocumento2 pagineEthiopian Building Code PDFDerek79% (14)
- 525 Huntington Avenue (Project Notification Form)Documento81 pagine525 Huntington Avenue (Project Notification Form)bcc2007Nessuna valutazione finora
- Izod Impact Test - ManualDocumento3 pagineIzod Impact Test - Manualamber19995100% (1)
- Plumbing Code CoachingDocumento21 paginePlumbing Code CoachingNomer AzanaNessuna valutazione finora
- Type of Construction: 1. Overhead Construction 2. Underground Construction Overhead ConstructionDocumento9 pagineType of Construction: 1. Overhead Construction 2. Underground Construction Overhead ConstructionLaxmi YadavNessuna valutazione finora
- LNG 4 - Operational Integrity 7-3-09-Aacomments-Aug09Documento8 pagineLNG 4 - Operational Integrity 7-3-09-Aacomments-Aug09nangkarak8201Nessuna valutazione finora
- BE FeeguideDocumento18 pagineBE FeeguideIrzam Hardiansyah100% (1)
- Bt5 Topic1 FoundationDocumento25 pagineBt5 Topic1 FoundationDM AndradeNessuna valutazione finora
- EHB en File 10.7.3 Welding Ends Butt Welded Acc To ASME B16.25 and ASME B16.9Documento2 pagineEHB en File 10.7.3 Welding Ends Butt Welded Acc To ASME B16.25 and ASME B16.9goodspeed_ph0% (1)
- How To Make A Fire Devil StickDocumento9 pagineHow To Make A Fire Devil StickPrimaria AvrigNessuna valutazione finora