Potrebbero piacerti anche
- TA0262 Instruction Manual RevisedDocumento39 pagineTA0262 Instruction Manual RevisedMarlon BenjaminNessuna valutazione finora
- Jitorres SIEMENS.2012.MOTORs PDFDocumento230 pagineJitorres SIEMENS.2012.MOTORs PDFJhonatan VargasNessuna valutazione finora
- 3 Phase Extra PDFDocumento9 pagine3 Phase Extra PDFUnknownNessuna valutazione finora
- 4wrpeh 6 c3b12l 10 g24k0 A1m PDFDocumento12 pagine4wrpeh 6 c3b12l 10 g24k0 A1m PDFDaniel Alejandro Sánchez RamosNessuna valutazione finora
- Manual Lavadora Extractora Milnor Pellerin 3Documento8 pagineManual Lavadora Extractora Milnor Pellerin 3Diego B.E.Nessuna valutazione finora
- Eurotherm 601 VFD ManualDocumento30 pagineEurotherm 601 VFD ManualOvalle JorgeNessuna valutazione finora
- HAMEG HM-408-1A SM-calib - by - ES PDFDocumento7 pagineHAMEG HM-408-1A SM-calib - by - ES PDFyu7bxNessuna valutazione finora
- Oregon WMR300 PDFDocumento15 pagineOregon WMR300 PDFsibo100% (1)
- Capitulo 3 PDFDocumento78 pagineCapitulo 3 PDFJavico DUrECNessuna valutazione finora
- MAS 711 Technical DataDocumento8 pagineMAS 711 Technical DatarianandiyahooNessuna valutazione finora
- Ficha Técnica Martillo Vibratorio V 20BDocumento1 paginaFicha Técnica Martillo Vibratorio V 20BMauricioNessuna valutazione finora
- 24K Service Manual YHJE24J6AXBORX-171219 Altair HWI 60Hz 230V CODocumento16 pagine24K Service Manual YHJE24J6AXBORX-171219 Altair HWI 60Hz 230V COEsteban Andres FigueroaNessuna valutazione finora
- QuadDocumento14 pagineQuadnprashanNessuna valutazione finora
- Electrical Control For Machines 7th Edition Lobsiger Solutions ManualDocumento3 pagineElectrical Control For Machines 7th Edition Lobsiger Solutions Manualhanhanselmuv0smNessuna valutazione finora
- Ejemplo Con Lógica DifusaDocumento9 pagineEjemplo Con Lógica DifusaJuan Flores CórdovaNessuna valutazione finora
- Lab1 PDFDocumento11 pagineLab1 PDFindonesian publication center ipcNessuna valutazione finora
- Manms2730 090117 V3.3 UkDocumento58 pagineManms2730 090117 V3.3 Uk1234100% (2)
- Puma 260Documento1 paginaPuma 260Shravan KumarNessuna valutazione finora
- Whirlpool WBM User ManualDocumento43 pagineWhirlpool WBM User ManualTadele WondimuNessuna valutazione finora
- ENGR 245 Past FinalDocumento13 pagineENGR 245 Past FinalIbrahim AbdullahNessuna valutazione finora
- BR CB956Documento29 pagineBR CB956David Eduardo Drew PerezNessuna valutazione finora
- Sinter-1 UserGuideDocumento36 pagineSinter-1 UserGuideElvin MuseyibovNessuna valutazione finora
- Practica Acustica ESIME CulhuacanDocumento8 paginePractica Acustica ESIME CulhuacanJalil RamirezNessuna valutazione finora
- StructDocumento2 pagineStructJoyce DueroNessuna valutazione finora
- Arrow Sensor Guide Digital A4 Apr 25Documento43 pagineArrow Sensor Guide Digital A4 Apr 25Tzouralas TheodorosNessuna valutazione finora
- Tutorials On MachinesDocumento2 pagineTutorials On Machinesjenniferi_7Nessuna valutazione finora
- Reaction Force in Pelton TurbinesDocumento8 pagineReaction Force in Pelton TurbinesNazakat HussainNessuna valutazione finora
- D195Documento2 pagineD195Agung TNessuna valutazione finora
- Kohler 101Documento4 pagineKohler 101MGRilloNessuna valutazione finora
- Mie10170 Drts XX User-Manual Rev1.33Documento512 pagineMie10170 Drts XX User-Manual Rev1.33Slobodan SavicNessuna valutazione finora
- Vintageshifi PDFDocumento125 pagineVintageshifi PDFRobertas PutinasNessuna valutazione finora
- 27595149Documento5 pagine27595149Anshul AgarwalNessuna valutazione finora
- Beginner's Guide To Differential Pressure Level TransmittersDocumento3 pagineBeginner's Guide To Differential Pressure Level Transmittersswatkool100% (1)
- Product Data Sheet: Standard Motor Mechanism Module Mt400/630, Compact Nsx400/630, 110/130 VDCDocumento2 pagineProduct Data Sheet: Standard Motor Mechanism Module Mt400/630, Compact Nsx400/630, 110/130 VDCRiswan FrdmNessuna valutazione finora
- AC Vector Drives 1 RevisionDocumento26 pagineAC Vector Drives 1 Revisionleo232Nessuna valutazione finora
- Algorithmic Method of Design and Analysis of Fractional Slot Windinf of AC Machine CO-UV-0000313 - 01Documento8 pagineAlgorithmic Method of Design and Analysis of Fractional Slot Windinf of AC Machine CO-UV-0000313 - 01Adan SolanoNessuna valutazione finora
- Gic SM 175Documento5 pagineGic SM 175srinivasgateNessuna valutazione finora
- Foundation Product CatalogDocumento68 pagineFoundation Product Catalogapi-279886039Nessuna valutazione finora
- Amplificador Proporcional FestoDocumento6 pagineAmplificador Proporcional Festoal3xffNessuna valutazione finora
- NV 2002-02 Triac Principles and Circuits Parts 1-2Documento9 pagineNV 2002-02 Triac Principles and Circuits Parts 1-2Dylan KomichekNessuna valutazione finora
- TC1475, TC2175, TF2139. Vista ExplotadaDocumento15 pagineTC1475, TC2175, TF2139. Vista ExplotadaJobeini Maltez Reyes83% (6)
- BD GD CatalogDocumento10 pagineBD GD CatalogjosueNessuna valutazione finora
- Single-Phase Im Design PDFDocumento25 pagineSingle-Phase Im Design PDFalokinxxNessuna valutazione finora
- PF - PVR Powerflow™ Vane Pumps PDFDocumento65 paginePF - PVR Powerflow™ Vane Pumps PDFJAGDEV PANESARNessuna valutazione finora
- ZIS - 49400415A0 - MI.30628 - Gas StopDocumento128 pagineZIS - 49400415A0 - MI.30628 - Gas StopFederico Maggi100% (1)
- Bombas 3344 Manual Mantenimiento y ReparaciónDocumento14 pagineBombas 3344 Manual Mantenimiento y ReparaciónHECTORNessuna valutazione finora
- Tecnair Close Control Serie PDocumento5 pagineTecnair Close Control Serie Psciurescu0% (1)
- Catalogue Brushless DC Drives GB 02 2007Documento56 pagineCatalogue Brushless DC Drives GB 02 2007Bianca CerveiraNessuna valutazione finora
- TriacPC Electrical Drawings PDFDocumento134 pagineTriacPC Electrical Drawings PDFAC Luis ArturoNessuna valutazione finora
- Catalogo Durma PDFDocumento17 pagineCatalogo Durma PDFAlfredo Orellana100% (1)
- Convey Weigh "Belt Pro" Conveyor Belt Scales: High PerformanceDocumento4 pagineConvey Weigh "Belt Pro" Conveyor Belt Scales: High PerformanceDAVID ALBERTO MORA CARDENASNessuna valutazione finora
- Rosca BSPDocumento1 paginaRosca BSPAndersson Campos VásquezNessuna valutazione finora
- E51325 Rev 2 - 546dp Sensor PDFDocumento2 pagineE51325 Rev 2 - 546dp Sensor PDFMajidNessuna valutazione finora
- Manual Solve ElecDocumento28 pagineManual Solve ElecHenry HcNessuna valutazione finora
- TL074 Datasheet Op - AmpDocumento15 pagineTL074 Datasheet Op - Ampsergio_741Nessuna valutazione finora
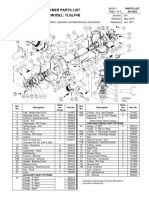
- Blackmer Parts List Pump Model: Tlglf4BDocumento2 pagineBlackmer Parts List Pump Model: Tlglf4BRAUL ARMANDO PALOMO CAMPOSNessuna valutazione finora
- Tutorial: GEARS II: Spur Gears - Force AnalysisDocumento14 pagineTutorial: GEARS II: Spur Gears - Force AnalysisNdivhuwo NdivhuwoNessuna valutazione finora
- Haier HBC-70,200 Operation ManualDocumento8 pagineHaier HBC-70,200 Operation ManualOscar VergaraNessuna valutazione finora
- 1972 - THE SHOULDERPROBLEM OF FORMING. FILLING AND CLOSING MACHINES FOR POUCHES - MotDocumento13 pagine1972 - THE SHOULDERPROBLEM OF FORMING. FILLING AND CLOSING MACHINES FOR POUCHES - MotJones GarciaNessuna valutazione finora
- 2006 - Study On Mathematical Model of The Shoulder Shaper - Chu Et AlDocumento5 pagine2006 - Study On Mathematical Model of The Shoulder Shaper - Chu Et AlJones GarciaNessuna valutazione finora
- Tabla Escala de Planos PDFDocumento1 paginaTabla Escala de Planos PDFMiguel MotaNessuna valutazione finora
- BP9763 A3 Sheet 03Documento1 paginaBP9763 A3 Sheet 03Miguel MotaNessuna valutazione finora
- 2 Cylinder Vertical Marine Type Steam Engine (Bore 24 X Stroke 28) General Arrangement, Isometric View, Bom and NotesDocumento1 pagina2 Cylinder Vertical Marine Type Steam Engine (Bore 24 X Stroke 28) General Arrangement, Isometric View, Bom and NotesMiguel MotaNessuna valutazione finora
- Hex Structural Shoulder Bolts With Hex Nuts, Steel: Maryland MetricsDocumento5 pagineHex Structural Shoulder Bolts With Hex Nuts, Steel: Maryland MetricsMiguel MotaNessuna valutazione finora
- Equivalencia en Pernos ASTM ChinosDocumento1 paginaEquivalencia en Pernos ASTM ChinosMiguel MotaNessuna valutazione finora
- Mixing and Agitation 93851 - 10 ADocumento19 pagineMixing and Agitation 93851 - 10 Aakarcz6731Nessuna valutazione finora
- List of Phrasal Verbs 1 ColumnDocumento12 pagineList of Phrasal Verbs 1 ColumnmoiibdNessuna valutazione finora
- Mangas PDFDocumento14 pagineMangas PDFluisfer811Nessuna valutazione finora
- Estate TaxDocumento10 pagineEstate TaxCharrie Grace PabloNessuna valutazione finora
- Using The Monopoly Board GameDocumento6 pagineUsing The Monopoly Board Gamefrieda20093835Nessuna valutazione finora
- Frequency Response For Control System Analysis - GATE Study Material in PDFDocumento7 pagineFrequency Response For Control System Analysis - GATE Study Material in PDFNarendra AgrawalNessuna valutazione finora
- Part Time Civil SyllabusDocumento67 paginePart Time Civil SyllabusEr Govind Singh ChauhanNessuna valutazione finora
- Catálogo MK 2011/2013Documento243 pagineCatálogo MK 2011/2013Grupo PriluxNessuna valutazione finora
- Christena Nippert-Eng - Watching Closely - A Guide To Ethnographic Observation-Oxford University Press (2015)Documento293 pagineChristena Nippert-Eng - Watching Closely - A Guide To Ethnographic Observation-Oxford University Press (2015)Emiliano CalabazaNessuna valutazione finora
- Activity Evaluation Form: "Where Children Come First"Documento1 paginaActivity Evaluation Form: "Where Children Come First"TuTitNessuna valutazione finora
- CDR Writing: Components of The CDRDocumento5 pagineCDR Writing: Components of The CDRindikuma100% (3)
- Life in The Ancient WorldDocumento48 pagineLife in The Ancient Worldjmagil6092100% (1)
- Centrifuge ThickeningDocumento8 pagineCentrifuge ThickeningenviroashNessuna valutazione finora
- NGCP EstimatesDocumento19 pagineNGCP EstimatesAggasid ArnelNessuna valutazione finora
- CoSiO2 For Fischer-Tropsch Synthesis Comparison...Documento5 pagineCoSiO2 For Fischer-Tropsch Synthesis Comparison...Genesis CalderónNessuna valutazione finora
- The BetterPhoto Guide To Creative Digital Photography by Jim Miotke and Kerry Drager - ExcerptDocumento19 pagineThe BetterPhoto Guide To Creative Digital Photography by Jim Miotke and Kerry Drager - ExcerptCrown Publishing GroupNessuna valutazione finora
- Industrial Machine and ControlsDocumento31 pagineIndustrial Machine and ControlsCarol Soi100% (4)
- Innovativ and Liabl :: Professional Electronic Control Unit Diagnosis From BoschDocumento28 pagineInnovativ and Liabl :: Professional Electronic Control Unit Diagnosis From BoschacairalexNessuna valutazione finora
- QuinnmcfeetersresumeDocumento1 paginaQuinnmcfeetersresumeapi-510833585Nessuna valutazione finora
- Project Manager PMP PMO in Houston TX Resume Nicolaas JanssenDocumento4 pagineProject Manager PMP PMO in Houston TX Resume Nicolaas JanssenNicolaasJanssenNessuna valutazione finora
- Pt. Trijaya Agro FoodsDocumento18 paginePt. Trijaya Agro FoodsJie MaNessuna valutazione finora
- Buss40004 - Balance of PowerDocumento3 pagineBuss40004 - Balance of PowerVishwa NirmalaNessuna valutazione finora
- TrellisDocumento1 paginaTrellisCayenne LightenNessuna valutazione finora
- Model TB-16Documento20 pagineModel TB-16xuanphuong2710Nessuna valutazione finora
- Mark Magazine#65Documento196 pagineMark Magazine#65AndrewKanischevNessuna valutazione finora
- Object-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Documento15 pagineObject-Oriented Design Patterns in The Kernel, Part 2 (LWN - Net)Rishabh MalikNessuna valutazione finora
- 1 - Laminar and Turbulent Flow - MITWPU - HP - CDK PDFDocumento13 pagine1 - Laminar and Turbulent Flow - MITWPU - HP - CDK PDFAbhishek ChauhanNessuna valutazione finora
- Digital SLR AstrophotographyDocumento366 pagineDigital SLR AstrophotographyPier Paolo GiacomoniNessuna valutazione finora
- Introduction To M365 PresentationDocumento50 pagineIntroduction To M365 Presentationlasidoh0% (1)
- ATADU2002 DatasheetDocumento3 pagineATADU2002 DatasheethindNessuna valutazione finora
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldDa EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldValutazione: 3.5 su 5 stelle3.5/5 (64)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceDa EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceValutazione: 4 su 5 stelle4/5 (51)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseDa EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseValutazione: 3.5 su 5 stelle3.5/5 (69)
- A Brief History of Time: From the Big Bang to Black HolesDa EverandA Brief History of Time: From the Big Bang to Black HolesValutazione: 4 su 5 stelle4/5 (2193)
- Packing for Mars: The Curious Science of Life in the VoidDa EverandPacking for Mars: The Curious Science of Life in the VoidValutazione: 4 su 5 stelle4/5 (1396)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessDa EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessValutazione: 4 su 5 stelle4/5 (6)
- Summary and Interpretation of Reality TransurfingDa EverandSummary and Interpretation of Reality TransurfingValutazione: 5 su 5 stelle5/5 (5)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterDa EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterValutazione: 4.5 su 5 stelle4.5/5 (410)
- Lost in Math: How Beauty Leads Physics AstrayDa EverandLost in Math: How Beauty Leads Physics AstrayValutazione: 4.5 su 5 stelle4.5/5 (125)
- The End of Everything: (Astrophysically Speaking)Da EverandThe End of Everything: (Astrophysically Speaking)Valutazione: 4.5 su 5 stelle4.5/5 (157)
- The Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldDa EverandThe Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldValutazione: 4.5 su 5 stelle4.5/5 (54)
- Body Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialDa EverandBody Confidence: Venice Nutrition's 3 Step System That Unlocks Your Body's Full PotentialValutazione: 4 su 5 stelle4/5 (2)
- Mastering Logical Fallacies: The Definitive Guide to Flawless Rhetoric and Bulletproof LogicDa EverandMastering Logical Fallacies: The Definitive Guide to Flawless Rhetoric and Bulletproof LogicValutazione: 4 su 5 stelle4/5 (91)
- The Beginning of Infinity: Explanations That Transform the WorldDa EverandThe Beginning of Infinity: Explanations That Transform the WorldValutazione: 5 su 5 stelle5/5 (60)
- Bedeviled: A Shadow History of Demons in ScienceDa EverandBedeviled: A Shadow History of Demons in ScienceValutazione: 5 su 5 stelle5/5 (5)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeDa EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeValutazione: 4.5 su 5 stelle4.5/5 (3)
- Let There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessDa EverandLet There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessValutazione: 4.5 su 5 stelle4.5/5 (57)
- Strength Training Over 40: The Only Weight Training Workout Book You Will Need to Maintain or Build Your Strength, Muscle Mass, Energy, Overall Fitness and Stay Healthy Without Living in the GymDa EverandStrength Training Over 40: The Only Weight Training Workout Book You Will Need to Maintain or Build Your Strength, Muscle Mass, Energy, Overall Fitness and Stay Healthy Without Living in the GymValutazione: 4 su 5 stelle4/5 (6)
- Infinite Powers: How Calculus Reveals the Secrets of the UniverseDa EverandInfinite Powers: How Calculus Reveals the Secrets of the UniverseValutazione: 4.5 su 5 stelle4.5/5 (126)
- Quantum Physics: What Everyone Needs to KnowDa EverandQuantum Physics: What Everyone Needs to KnowValutazione: 4.5 su 5 stelle4.5/5 (49)