Potrebbero piacerti anche
- Cinética de La Lixiviación de Calcopirita SulfurizadaDocumento6 pagineCinética de La Lixiviación de Calcopirita SulfurizadaJuan Ignacio GonzálezNessuna valutazione finora
- TesisDocumento7 pagineTesisLuiggiAndreNessuna valutazione finora
- Cinetica de LX de Calcopirita Sulfurizada-With-Cover-Page-V2Documento7 pagineCinetica de LX de Calcopirita Sulfurizada-With-Cover-Page-V2Uriel EstradaNessuna valutazione finora
- Laboratorio Cinetica 14Documento8 pagineLaboratorio Cinetica 14Franshesca Sutti FloresNessuna valutazione finora
- Minerales de OroDocumento8 pagineMinerales de OroJuan Carlos Garcia de la CruzNessuna valutazione finora
- Trabajo de Invest - Cianuracion de AgDocumento8 pagineTrabajo de Invest - Cianuracion de AgChuky MolinaNessuna valutazione finora
- Lixiviación de Oro y Plata de Un Mineral Con Cobre Usando Tiosulfato de Amonio y Recuperación de Losiones de Oro y Plata de La Solución Rica Con Proceso de ElectrocoagulaciónDocumento8 pagineLixiviación de Oro y Plata de Un Mineral Con Cobre Usando Tiosulfato de Amonio y Recuperación de Losiones de Oro y Plata de La Solución Rica Con Proceso de ElectrocoagulaciónLiving NafNessuna valutazione finora
- Eliminacion de Cobre de Soluciones AlcalinasDocumento7 pagineEliminacion de Cobre de Soluciones AlcalinasJce SvuNessuna valutazione finora
- Tomando Como Referencia Cada Grupo de Proponer Su IDEA DE INVESTIGACIÓNDocumento2 pagineTomando Como Referencia Cada Grupo de Proponer Su IDEA DE INVESTIGACIÓNJhonnier RoncancioNessuna valutazione finora
- Cementacion de CobreDocumento16 pagineCementacion de CobreLucia DurandNessuna valutazione finora
- Efecto Del Oxígeno Disuelto en La Adsorción de Oro en Carbón ActivadoDocumento7 pagineEfecto Del Oxígeno Disuelto en La Adsorción de Oro en Carbón ActivadoRodrigo Morales AcuñaNessuna valutazione finora
- 22Documento12 pagine22Samuel ReyesNessuna valutazione finora
- Lixiviación Amoniacal Con HipocloritoDocumento11 pagineLixiviación Amoniacal Con HipocloritoFelipe FernandezNessuna valutazione finora
- LIXIVIACIÓN DE COVELITA Y CHALCOPIRITA EN MEDIO BÁSICO CON CLORO AMONIO - 10 Agosto PDFDocumento34 pagineLIXIVIACIÓN DE COVELITA Y CHALCOPIRITA EN MEDIO BÁSICO CON CLORO AMONIO - 10 Agosto PDFjaja_54350% (2)
- Lixiviacion de Escoria de CobreDocumento8 pagineLixiviacion de Escoria de CobreRene CoriNessuna valutazione finora
- LixiviacionDocumento8 pagineLixiviacionLeonel Leus QuispeNessuna valutazione finora
- Trabajo de Investigacion No FerrososDocumento8 pagineTrabajo de Investigacion No FerrososBraulio ala andiaNessuna valutazione finora
- Lixiviacion HipocloritoDocumento13 pagineLixiviacion HipocloritoEsther Condori SanchezNessuna valutazione finora
- CobreDocumento115 pagineCobreRommel Cm'Nessuna valutazione finora
- Proceso de Lixiviación de Dos Etapas y Cinética para El Reciclaje Ecológico de Metales Críticos de Baterías de Iones de Litio GastadasDocumento3 pagineProceso de Lixiviación de Dos Etapas y Cinética para El Reciclaje Ecológico de Metales Críticos de Baterías de Iones de Litio GastadasMichelle DiazNessuna valutazione finora
- Carbotermia de SulfurosDocumento12 pagineCarbotermia de SulfurosAlexis Andre Flores LlerenaNessuna valutazione finora
- Trabajo de Fisicoquimica en GrupoDocumento8 pagineTrabajo de Fisicoquimica en GrupoCarlithos Simon AntezanaNessuna valutazione finora
- 00 Experiencia Lixiviación NaCl en ChileDocumento2 pagine00 Experiencia Lixiviación NaCl en ChileMaria AngelicaNessuna valutazione finora
- Cinetica de La Produccion de CuSO4Documento13 pagineCinetica de La Produccion de CuSO4Rafael Sepúlveda MolinaNessuna valutazione finora
- El Uso de Oxigeno en La Cianuración Del OroDocumento16 pagineEl Uso de Oxigeno en La Cianuración Del OroVolney Quispe Ayala100% (1)
- Cemento de CobreDocumento39 pagineCemento de CobreAnonymous 1WmJ260rNessuna valutazione finora
- Lixiviación de Cobre Con Alto Contenido de ArsenicoDocumento14 pagineLixiviación de Cobre Con Alto Contenido de ArsenicoAlfredo CollantesNessuna valutazione finora
- Proceso de Flotacion - EscoriasDocumento25 pagineProceso de Flotacion - EscoriasJanet PolucoNessuna valutazione finora
- Examen PirometalurgiaDocumento15 pagineExamen PirometalurgiayessicaNessuna valutazione finora
- Tratamiento Hidrometalúrgico de Borras Anódicas Con EDTADocumento8 pagineTratamiento Hidrometalúrgico de Borras Anódicas Con EDTAAnonymous yBx63qRNessuna valutazione finora
- Estudio Sobre La Lixiviación Con Ácido Sulfúrico de Escorias de Convertidor de Cobre en Presencia de DicromatoDocumento5 pagineEstudio Sobre La Lixiviación Con Ácido Sulfúrico de Escorias de Convertidor de Cobre en Presencia de DicromatoStefany EcheverriaNessuna valutazione finora
- La Investigación de La Desmineralización de Labrisa de Coque en La TemperaturaDocumento5 pagineLa Investigación de La Desmineralización de Labrisa de Coque en La TemperaturaLUIS ESTEBAN VÁSQUEZ CASTANEDANessuna valutazione finora
- Resumen PapersDocumento10 pagineResumen PapersElvis Condor EnriquezNessuna valutazione finora
- Uso de Resina AURIX 100 para La Recuperacio Del Complejo Oro Tiosulfato de Soluciones AcuosasDocumento12 pagineUso de Resina AURIX 100 para La Recuperacio Del Complejo Oro Tiosulfato de Soluciones Acuosaskingysaint123Nessuna valutazione finora
- Practica 6 CineticaDocumento8 paginePractica 6 CineticaJorge Ivan Perez RezaNessuna valutazione finora
- Lixiviación de Plomo y Cobre Por Ácido Cítrico de Directo A Blíster-1 EsDocumento12 pagineLixiviación de Plomo y Cobre Por Ácido Cítrico de Directo A Blíster-1 Esabigail.cruzNessuna valutazione finora
- Cementacion de CobreDocumento13 pagineCementacion de CobreKevin Jodan Narvaez SolisNessuna valutazione finora
- Reduccion Carbotermica de La Calcopirita Sin Emision ContaminanteDocumento6 pagineReduccion Carbotermica de La Calcopirita Sin Emision ContaminanteWilmerNessuna valutazione finora
- Lixiviacion de EnargitaDocumento18 pagineLixiviacion de Enargitavictor cuadrosNessuna valutazione finora
- Practica 3 Ciclo Del CobreDocumento7 paginePractica 3 Ciclo Del CobreDíaz Rodríguez ÁngelNessuna valutazione finora
- Analisis Del Cu Por El Metodo Secuencial Souther PeruDocumento11 pagineAnalisis Del Cu Por El Metodo Secuencial Souther PeruHector Mateo82% (11)
- Obtención de PlataDocumento10 pagineObtención de PlataRonaldo Vidal Flores100% (1)
- PlataDocumento12 paginePlataSobayda BarraganNessuna valutazione finora
- Segmentación Del CobreDocumento3 pagineSegmentación Del CobreKoke Hernández RichardsNessuna valutazione finora
- Proceso de Lixiviación de Crisocola - Estudio Cinetico en Reactor AgitadoDocumento15 pagineProceso de Lixiviación de Crisocola - Estudio Cinetico en Reactor AgitadoWalter Chaupi PumacharaNessuna valutazione finora
- LX de Oro Con Tiosulfato PDFDocumento6 pagineLX de Oro Con Tiosulfato PDFchapuchinoNessuna valutazione finora
- Ciclo Del CobreDocumento4 pagineCiclo Del Cobresad dogNessuna valutazione finora
- El Indio Metálico Se Depositó A Partir de Soluciones Acuosas de Tricloruro de Indio Que Contenían También AcetatoDocumento6 pagineEl Indio Metálico Se Depositó A Partir de Soluciones Acuosas de Tricloruro de Indio Que Contenían También AcetatoRamonNessuna valutazione finora
- Tratamiento de Lodos AnódicosDocumento34 pagineTratamiento de Lodos AnódicosCristobal JM Creativ100% (4)
- Cementación CobreDocumento17 pagineCementación CobreMario Antonio Torrelio Aguilar100% (1)
- Cianuracion de OroDocumento157 pagineCianuracion de OroBryAn Velasquez Vallenas100% (5)
- 2013 Geociencias GEOLOGIA-tallerOroDocumento354 pagine2013 Geociencias GEOLOGIA-tallerOroJoseLuisRodriguezMirandaNessuna valutazione finora
- Disolución de Cobre en Cianuración Convencional Proveniente de Ferrita CúpricaDocumento8 pagineDisolución de Cobre en Cianuración Convencional Proveniente de Ferrita CúpricaRenzo PintoNessuna valutazione finora
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADa EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANessuna valutazione finora
- Introducción a la química de los metales de transiciónDa EverandIntroducción a la química de los metales de transiciónNessuna valutazione finora
- El carbón: origen, atributos, extracción y usos actuales en ColombiaDa EverandEl carbón: origen, atributos, extracción y usos actuales en ColombiaValutazione: 4.5 su 5 stelle4.5/5 (2)
- Calidad del agua para estudiantes de ciencias ambientalesDa EverandCalidad del agua para estudiantes de ciencias ambientalesNessuna valutazione finora
- Tecnologías limpias: Medio ambiente y comercialización de mineralesDa EverandTecnologías limpias: Medio ambiente y comercialización de mineralesValutazione: 5 su 5 stelle5/5 (1)
- Escuela Politécnica Naciona1Documento1 paginaEscuela Politécnica Naciona1julioNessuna valutazione finora
- Cables y Conectores de AudioDocumento6 pagineCables y Conectores de AudioJuan JoseNessuna valutazione finora
- Efectos de Diferentes Condiciones de Secado en La Calidad de La PastaDocumento6 pagineEfectos de Diferentes Condiciones de Secado en La Calidad de La PastajulioNessuna valutazione finora
- Ensayo Al FuegoDocumento2 pagineEnsayo Al FuegojulioNessuna valutazione finora
- Dominio Científico Tema 2 PDFDocumento9 pagineDominio Científico Tema 2 PDFjulioNessuna valutazione finora
- Politicas Clic PDFDocumento9 paginePoliticas Clic PDFJonathan David TobarNessuna valutazione finora
- Resultados Y Discusión: Longitud (M)Documento3 pagineResultados Y Discusión: Longitud (M)julioNessuna valutazione finora
- CalorDocumento1 paginaCalorjulioNessuna valutazione finora
- TostacionDocumento7 pagineTostacionjulioNessuna valutazione finora
- Adsorcion 1turDocumento3 pagineAdsorcion 1turjulioNessuna valutazione finora
- Escuela Politécnica Nacional DemexDocumento1 paginaEscuela Politécnica Nacional DemexIsrael CachumbaNessuna valutazione finora
- Estimacion Numerica Poblacion Coronavirus Ecuador Covid19 PDFDocumento13 pagineEstimacion Numerica Poblacion Coronavirus Ecuador Covid19 PDFVictor ColomaNessuna valutazione finora
- Taller de CianuracionDocumento2 pagineTaller de CianuracionjulioNessuna valutazione finora
- Lixiviación Con Ácido Sulfúrico para Capturar El Valor de La Escoria Convertidora Rica en CobreDocumento1 paginaLixiviación Con Ácido Sulfúrico para Capturar El Valor de La Escoria Convertidora Rica en CobrejulioNessuna valutazione finora
- Gold - Template Lixiviacion de Oro y Plata (Recuperado Automáticamente)Documento1 paginaGold - Template Lixiviacion de Oro y Plata (Recuperado Automáticamente)julioNessuna valutazione finora
- DemexexpoDocumento4 pagineDemexexpojulioNessuna valutazione finora
- Lixiviacion en PilasDocumento1 paginaLixiviacion en PilasjulioNessuna valutazione finora
- Resumen Paper TostacionDocumento6 pagineResumen Paper TostacionjulioNessuna valutazione finora
- Reactivos de EnsayoDocumento1 paginaReactivos de EnsayojulioNessuna valutazione finora
- EvaporacionDocumento7 pagineEvaporacionjulioNessuna valutazione finora
- Diagramas PourbaixDocumento10 pagineDiagramas PourbaixJesus Gerardo Lopez ColmanNessuna valutazione finora
- CompostajeDocumento5 pagineCompostajejulioNessuna valutazione finora
- PetroleosDocumento2 paginePetroleosjulioNessuna valutazione finora
- Solucionario Ocon y Tojo Tomo 1 PDFDocumento4 pagineSolucionario Ocon y Tojo Tomo 1 PDFjulio9% (11)
- Tratamiento de Desecho Sólidos VDocumento68 pagineTratamiento de Desecho Sólidos VjulioNessuna valutazione finora
- Analisis Quimico de CianuroDocumento8 pagineAnalisis Quimico de CianuroRolando QuispeNessuna valutazione finora
- 9sistema de PosgradoDocumento7 pagine9sistema de PosgradojulioNessuna valutazione finora
- Tratamiento de Desecho Sólidos IVDocumento49 pagineTratamiento de Desecho Sólidos IVjulioNessuna valutazione finora
- TPEvapDocumento3 pagineTPEvapjulioNessuna valutazione finora
- Tratamiento de Desecho Sólidos IIDocumento42 pagineTratamiento de Desecho Sólidos IIjulioNessuna valutazione finora
- Dossier AinybelDocumento52 pagineDossier AinybelConnie H100% (2)
- Matriz IPERC Linea Base LaboratorioDocumento7 pagineMatriz IPERC Linea Base LaboratorioferlobeznoNessuna valutazione finora
- 9-Torque Catalogo 1200 SnaponDocumento23 pagine9-Torque Catalogo 1200 SnaponlizarazojavierNessuna valutazione finora
- CIENCIAS NATURALES Martes de Prueba 1y2Documento5 pagineCIENCIAS NATURALES Martes de Prueba 1y2Andres TorresNessuna valutazione finora
- BenciloDocumento3 pagineBenciloLily LeroNessuna valutazione finora
- Biteca,+3334 4116 1 PBDocumento11 pagineBiteca,+3334 4116 1 PBStiven GarzonNessuna valutazione finora
- PLANTILLA - GUÍA PRÁCTICA 5uDocumento4 paginePLANTILLA - GUÍA PRÁCTICA 5uVictor ManriqueNessuna valutazione finora
- Articulo Agricultura en Las Sociedades Antiguas de GuatemalaDocumento7 pagineArticulo Agricultura en Las Sociedades Antiguas de GuatemalaEdgard GarcíaNessuna valutazione finora
- ANFO y HADocumento42 pagineANFO y HADelia M CHNessuna valutazione finora
- Clase #8 Atención Integral Del Recien NacidoDocumento24 pagineClase #8 Atención Integral Del Recien NacidoRenzo Tacuri Segovia100% (1)
- Norma AWS D1.1 PDFDocumento36 pagineNorma AWS D1.1 PDFElder Lima GalindoNessuna valutazione finora
- Quienes y Cuando - Salzano 1996Documento68 pagineQuienes y Cuando - Salzano 1996Amadeo ZanottiNessuna valutazione finora
- Licopodio - (Lycopodium Clavatum) - WWW - Plantasyjardines.es PDFDocumento2 pagineLicopodio - (Lycopodium Clavatum) - WWW - Plantasyjardines.es PDFManuel SierraNessuna valutazione finora
- Guia de Biología 3er Año 1era Ley 2021Documento12 pagineGuia de Biología 3er Año 1era Ley 2021Diokerly MéndezNessuna valutazione finora
- Proyecto de EstadisticaDocumento31 pagineProyecto de Estadisticamilady98Nessuna valutazione finora
- Linea Tiempo EcografiaDocumento30 pagineLinea Tiempo EcografiaJESSICA STEFFANIA HERNANDEZ VALDIRI0% (1)
- Catasetum PileatumDocumento3 pagineCatasetum PileatumNess IbarraNessuna valutazione finora
- Protocolo Piernas Cansadas: 1er. TX Piernas Cansadas 2do. TX Piernas Cansadas 3er. TX Piernas CansadasDocumento3 pagineProtocolo Piernas Cansadas: 1er. TX Piernas Cansadas 2do. TX Piernas Cansadas 3er. TX Piernas CansadasAnaNessuna valutazione finora
- Sellados LavaderosDocumento2 pagineSellados LavaderosyevenisNessuna valutazione finora
- Los Agentes Alterantes, Cómo ControlarlosDocumento9 pagineLos Agentes Alterantes, Cómo ControlarlosDanielNessuna valutazione finora
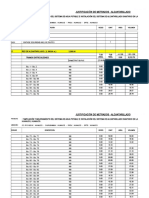
- Metrado D DesagueDocumento140 pagineMetrado D Desaguehxsey cryNessuna valutazione finora
- Triptico MajesDocumento2 pagineTriptico Majesckarloss100% (1)
- Dia 1 Ciencia Los SuelosDocumento23 pagineDia 1 Ciencia Los SuelosEdwin Dante Martin Peralta VicuñaNessuna valutazione finora
- Test de La Figura HumanaDocumento42 pagineTest de La Figura HumanaLoredanna PallottaNessuna valutazione finora
- Salmonella Grupo B AvanceDocumento6 pagineSalmonella Grupo B AvanceDilciaJo PérezNessuna valutazione finora
- ?3º ZANY MAYO Plan 21-22Documento87 pagine?3º ZANY MAYO Plan 21-22Sandyux GalvezNessuna valutazione finora
- Proyecto de Ciencia 2018Documento9 pagineProyecto de Ciencia 2018Julio Elvis Valero CajahuancaNessuna valutazione finora
- Resumen Artículo Contraindicaciones VasoconstrictorDocumento3 pagineResumen Artículo Contraindicaciones VasoconstrictorAlejandra LeonesNessuna valutazione finora
- Etapas de La Revolucion IndustrialDocumento5 pagineEtapas de La Revolucion IndustrialDaniel Ricardo Garcia BaizNessuna valutazione finora
- Cotizacion TRIPLE A 26 - 1Documento1 paginaCotizacion TRIPLE A 26 - 1irvin calixNessuna valutazione finora