Potrebbero piacerti anche
- Manu-Lecture 11,12 2017Documento152 pagineManu-Lecture 11,12 2017MutyaraNessuna valutazione finora
- Part 8,9 Manufacturing 2023Documento150 paginePart 8,9 Manufacturing 2023Ilham AyuningNessuna valutazione finora
- Unit 4 Fundamentals of WeldingDocumento102 pagineUnit 4 Fundamentals of WeldingSagar DhageNessuna valutazione finora
- CH No. 6 Fundamentals of WeldingDocumento42 pagineCH No. 6 Fundamentals of WeldingAbid HussainNessuna valutazione finora
- CH 30Documento44 pagineCH 30Manoj BhaskarNessuna valutazione finora
- CH 29-Fundamentals of WeldingDocumento39 pagineCH 29-Fundamentals of WeldingNasir MaqsoodNessuna valutazione finora
- Mme 431 CH25Documento23 pagineMme 431 CH25Khalid WaleedNessuna valutazione finora
- Chapter 12 WeldingDocumento151 pagineChapter 12 WeldingDevesh SinghNessuna valutazione finora
- Metal CastingDocumento37 pagineMetal Castingfirdaus ramleNessuna valutazione finora
- Welding SlidesDocumento99 pagineWelding SlidesMuhammad ImranNessuna valutazione finora
- WeldingDocumento14 pagineWeldingAbdullah OsafNessuna valutazione finora
- CH 30Documento105 pagineCH 30Nasir MaqsoodNessuna valutazione finora
- Welding ProcessesDocumento46 pagineWelding Processesbabitasharma100% (1)
- Draft: Mechanical AssemblyDocumento22 pagineDraft: Mechanical Assemblysarath6725Nessuna valutazione finora
- Introduction in WeldingDocumento10 pagineIntroduction in Weldingliaqat37_763886179Nessuna valutazione finora
- WeldingDocumento27 pagineWeldingCleo Elveña100% (1)
- Welding (Whole)Documento96 pagineWelding (Whole)Ali Abdullah KhanNessuna valutazione finora
- Design of Welded Connections: Submitted To Prof. Berlanty Iskander byDocumento17 pagineDesign of Welded Connections: Submitted To Prof. Berlanty Iskander byاحمد حمديNessuna valutazione finora
- Fundamentals of Welding - Chapter 30Documento50 pagineFundamentals of Welding - Chapter 30xharpreetxNessuna valutazione finora
- Fundamentals of Welding and JoiningDocumento41 pagineFundamentals of Welding and JoiningAragaw MuluNessuna valutazione finora
- Welding Lecture 1 Welding IntroductionDocumento42 pagineWelding Lecture 1 Welding IntroductionAdel AbdelmaboudNessuna valutazione finora
- Welding NotesDocumento47 pagineWelding NotesAparna KumarNessuna valutazione finora
- Casting: ©2010 John Wiley & Sons, Inc. M P Groover, Principals of Modern Manufacturing 4/e SI VersionDocumento74 pagineCasting: ©2010 John Wiley & Sons, Inc. M P Groover, Principals of Modern Manufacturing 4/e SI VersionNjabulo MdlaloseNessuna valutazione finora
- Fundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingDocumento37 pagineFundamentals of Metal Casting: Overview of Casting Technology Heating and Pouring Solidification and CoolingbpolberdingNessuna valutazione finora
- Friction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Documento11 pagineFriction Based Welding Technology For Aluminium (July 2002) - TWI (BACKING NEEDED)Amar DJEDIDNessuna valutazione finora
- Fundamentals of Metal CastingDocumento53 pagineFundamentals of Metal CastingRohail AfzalNessuna valutazione finora
- Nontraditional MachiningDocumento32 pagineNontraditional MachiningMustafa Bilge AydoğduNessuna valutazione finora
- محاضرة اولى ،تكنوDocumento7 pagineمحاضرة اولى ،تكنوTabarak AbdulbastNessuna valutazione finora
- Week 10 - WeldingDocumento133 pagineWeek 10 - WeldingFattihi EkhmalNessuna valutazione finora
- Joining Processes Equipment PDFDocumento67 pagineJoining Processes Equipment PDFFarman AliNessuna valutazione finora
- Welding: Advantages of Welding ProcessDocumento10 pagineWelding: Advantages of Welding ProcessQazi Zain SajjadNessuna valutazione finora
- Fundementals of Metal FormingDocumento23 pagineFundementals of Metal FormingMasa FuadNessuna valutazione finora
- KM Welding FundamentalsDocumento42 pagineKM Welding FundamentalsJignesh GunasegerenNessuna valutazione finora
- Welding Engineering Nptel PDFDocumento309 pagineWelding Engineering Nptel PDFZERU GAMERNessuna valutazione finora
- Welding NPTEL Lecturers - Part1Documento30 pagineWelding NPTEL Lecturers - Part1Sai ChaithanyaNessuna valutazione finora
- Manufacturing LectureDocumento25 pagineManufacturing Lecturemohtram1037Nessuna valutazione finora
- Welding-Process 222Documento63 pagineWelding-Process 222Jasm OmranNessuna valutazione finora
- Nptel WeldingDocumento236 pagineNptel WeldingNishankzattNessuna valutazione finora
- Research/Library Work in Steel: Submitted byDocumento12 pagineResearch/Library Work in Steel: Submitted byBinatilio GoalNessuna valutazione finora
- CastingDocumento12 pagineCastingFarhan KhanNessuna valutazione finora
- Project Report of Mini ProjectDocumento24 pagineProject Report of Mini ProjectpramodassNessuna valutazione finora
- Chapter 4. Welding Welding Safety HazardsDocumento52 pagineChapter 4. Welding Welding Safety HazardsKefene GurmessaNessuna valutazione finora
- Unit 2Documento104 pagineUnit 2Sagar DhageNessuna valutazione finora
- Joining Processes & EquipmentDocumento67 pagineJoining Processes & EquipmentHassan Bhinder100% (1)
- Atap Tem 322Documento10 pagineAtap Tem 322Marufu LawalNessuna valutazione finora
- Welding PDFDocumento22 pagineWelding PDFKhawaja Abdul Basit SohailNessuna valutazione finora
- 5 WeldingDocumento70 pagine5 WeldingOmar KurdiNessuna valutazione finora
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- Intro To Welding ProcssDocumento28 pagineIntro To Welding ProcssK M A TalhaNessuna valutazione finora
- Welding Reading MaterialDocumento33 pagineWelding Reading MaterialAMAN NOHWALNessuna valutazione finora
- Welded ConnectionsDocumento15 pagineWelded ConnectionsMax MillianNessuna valutazione finora
- Overview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointDocumento109 pagineOverview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointMasa FuadNessuna valutazione finora
- Ch17 Metal FormingDocumento37 pagineCh17 Metal FormingSaman BrookhimNessuna valutazione finora
- Lecture 20 - Welding ProcessesDocumento114 pagineLecture 20 - Welding ProcessesGovindNessuna valutazione finora
- Fundamentals of WeldingDocumento143 pagineFundamentals of WeldingHassanNessuna valutazione finora
- Joining & Assembly Processes: Fundamentals of WeldingDocumento18 pagineJoining & Assembly Processes: Fundamentals of WeldingSajjadNessuna valutazione finora
- Presented By: Abhinav Kumar B4801 ROLL-A05Documento25 paginePresented By: Abhinav Kumar B4801 ROLL-A05Abhinav KumarNessuna valutazione finora
- Chapter 6 - WeldingDocumento20 pagineChapter 6 - WeldingDipayan DasNessuna valutazione finora
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsDa EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNessuna valutazione finora
- Disruptive Innovation CaseDocumento41 pagineDisruptive Innovation CaseThamilselvan VengatasalamNessuna valutazione finora
- Stackup 4pager Letter HCLDocumento4 pagineStackup 4pager Letter HCLThamilselvan VengatasalamNessuna valutazione finora
- Partner Program: Sharpen Your Competitive Edge. Boost Your Bottom LineDocumento2 paginePartner Program: Sharpen Your Competitive Edge. Boost Your Bottom LineThamilselvan VengatasalamNessuna valutazione finora
- Connectpartnerprogrambrochure CAV WE PDFDocumento2 pagineConnectpartnerprogrambrochure CAV WE PDFThamilselvan VengatasalamNessuna valutazione finora
- An Overview of The Plastic Material Selection Process For Medical Devices PDFDocumento26 pagineAn Overview of The Plastic Material Selection Process For Medical Devices PDFcatiav5r18Nessuna valutazione finora
- Connectpartnerprogrambrochure CAV WE PDFDocumento2 pagineConnectpartnerprogrambrochure CAV WE PDFThamilselvan VengatasalamNessuna valutazione finora
- MoldingDocumento33 pagineMoldingAnurag Srivastava100% (1)
- Certificate of Quality PDFDocumento1 paginaCertificate of Quality PDFThamilselvan VengatasalamNessuna valutazione finora
- Milwaukee SPE Section Meeting Element Material Selection 101513Documento50 pagineMilwaukee SPE Section Meeting Element Material Selection 101513Thamilselvan VengatasalamNessuna valutazione finora
- Lathe Machine CataloDocumento72 pagineLathe Machine CatalodharamvirpmpNessuna valutazione finora
- Cryogenic Insulation - Materials ENDocumento6 pagineCryogenic Insulation - Materials ENThamilselvan VengatasalamNessuna valutazione finora
- Use of Scrubber in Petrol and Diesel EnginesDocumento4 pagineUse of Scrubber in Petrol and Diesel EnginesThamilselvan VengatasalamNessuna valutazione finora
- Lec4 PDFDocumento15 pagineLec4 PDFkhanirtekazNessuna valutazione finora
- Lathe Machine CataloDocumento72 pagineLathe Machine CatalodharamvirpmpNessuna valutazione finora
- Spot Fumeextractor ArmDocumento1 paginaSpot Fumeextractor ArmThamilselvan VengatasalamNessuna valutazione finora
- Activated Carbon VRS SYstemDocumento2 pagineActivated Carbon VRS SYstemThamilselvan VengatasalamNessuna valutazione finora
- Lec4 PDFDocumento15 pagineLec4 PDFkhanirtekazNessuna valutazione finora
- Chloriene Scrubber NewDocumento36 pagineChloriene Scrubber NewThamilselvan VengatasalamNessuna valutazione finora
- Pamphlet 94 - Edition 4 - September 2012Documento75 paginePamphlet 94 - Edition 4 - September 2012Noman Abu-Farha100% (1)
- Laser Fume Extractor DatasheetDocumento1 paginaLaser Fume Extractor DatasheetThamilselvan VengatasalamNessuna valutazione finora
- Uas Owners Manual Xa Extraction ArmDocumento16 pagineUas Owners Manual Xa Extraction ArmThamilselvan VengatasalamNessuna valutazione finora
- 11 - Uniform Fire Code Realities and OptionsDocumento2 pagine11 - Uniform Fire Code Realities and OptionsThamilselvan VengatasalamNessuna valutazione finora
- Pamphlet 94 - Edition 4 - September 2012Documento75 paginePamphlet 94 - Edition 4 - September 2012Noman Abu-Farha100% (1)
- Pamphlet 1, Chlorine BasicsDocumento61 paginePamphlet 1, Chlorine BasicsThamilselvan VengatasalamNessuna valutazione finora
- Soldering ToolsDocumento7 pagineSoldering ToolsThamilselvan VengatasalamNessuna valutazione finora
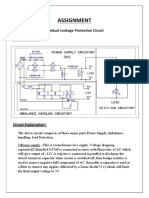
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocumento2 pagineAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNessuna valutazione finora
- DLP English 10 AIRADocumento8 pagineDLP English 10 AIRAMae Mallapre100% (1)
- Unit 2: Air Intake and Exhaust SystemsDocumento10 pagineUnit 2: Air Intake and Exhaust SystemsMahmmod Al-QawasmehNessuna valutazione finora
- Raiders of SuluDocumento1 paginaRaiders of SuluBlexx LagrimasNessuna valutazione finora
- White Paper: 1 Definitive Guide To Data QualityDocumento18 pagineWhite Paper: 1 Definitive Guide To Data QualityGonçalo MartinsNessuna valutazione finora
- Ficha Tecnica Bomba Inyeccion MiniFlex EDocumento1 paginaFicha Tecnica Bomba Inyeccion MiniFlex Ejohn frader arrubla50% (2)
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorDocumento23 pagineAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalNessuna valutazione finora
- Uniform Motion WorksheetDocumento8 pagineUniform Motion Worksheetnikhil patro100% (1)
- KIA SONET BookingDocketDocumento7 pagineKIA SONET BookingDocketRajesh ThulasiramNessuna valutazione finora
- Understanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanDocumento15 pagineUnderstanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanPhuong NgoNessuna valutazione finora
- Chapter 2 Short-Term SchedulingDocumento49 pagineChapter 2 Short-Term SchedulingBOUAZIZ LINANessuna valutazione finora
- Pyramid Type Plate Bending MachineDocumento10 paginePyramid Type Plate Bending MachineAswin JosephNessuna valutazione finora
- Use of The Internet in EducationDocumento23 pagineUse of The Internet in EducationAlbert BelirNessuna valutazione finora
- Philo Q2 Lesson 5Documento4 paginePhilo Q2 Lesson 5Julliana Patrice Angeles STEM 11 RUBYNessuna valutazione finora
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REDocumento6 pagineGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísNessuna valutazione finora
- Transportation of CementDocumento13 pagineTransportation of CementKaustubh Joshi100% (1)
- .CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADODocumento782 pagine.CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADOMarcelo JesusNessuna valutazione finora
- Approvals Management Responsibilities and Setups in AME.B PDFDocumento20 pagineApprovals Management Responsibilities and Setups in AME.B PDFAli LoganNessuna valutazione finora
- Executive Summary: 2013 Edelman Trust BarometerDocumento12 pagineExecutive Summary: 2013 Edelman Trust BarometerEdelman100% (4)
- Michael Clapis Cylinder BlocksDocumento5 pagineMichael Clapis Cylinder Blocksapi-734979884Nessuna valutazione finora
- .IAF-GD5-2006 Guide 65 Issue 3Documento30 pagine.IAF-GD5-2006 Guide 65 Issue 3bg_phoenixNessuna valutazione finora
- Logistic RegressionDocumento7 pagineLogistic RegressionShashank JainNessuna valutazione finora
- Hyundai SL760Documento203 pagineHyundai SL760Anonymous yjK3peI7100% (3)
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDocumento5 pagineThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinNessuna valutazione finora
- 53 English Work Book XDocumento292 pagine53 English Work Book XArun DhawanNessuna valutazione finora
- 23 Ray Optics Formula Sheets Getmarks AppDocumento10 pagine23 Ray Optics Formula Sheets Getmarks AppSiddhant KaushikNessuna valutazione finora
- Vetoset CA541: Thickbed Cementitious Tile AdhesiveDocumento2 pagineVetoset CA541: Thickbed Cementitious Tile Adhesivemus3b1985Nessuna valutazione finora
- Industrial ReportDocumento52 pagineIndustrial ReportSiddharthNessuna valutazione finora
- Management PriniciplesDocumento87 pagineManagement Priniciplesbusyboy_spNessuna valutazione finora
- Abilash - Subramanian CV - 003 PDFDocumento4 pagineAbilash - Subramanian CV - 003 PDFAbilash SubramanianNessuna valutazione finora