Potrebbero piacerti anche
- Sello AsfalticoDocumento45 pagineSello Asfalticodestroyer100% (2)
- D JetronicDocumento32 pagineD JetronicJhonn Curisaca40% (5)
- Determinacion de DetergentesDocumento15 pagineDeterminacion de DetergentesCarlo Martin Chavez GarciaNessuna valutazione finora
- Rizado permanente pestañasDocumento2 pagineRizado permanente pestañasJose Quiterio HernadezNessuna valutazione finora
- Calificación de Procedimientos de SoldaduraDocumento28 pagineCalificación de Procedimientos de SoldaduraJosue CarpioNessuna valutazione finora
- Ejercicios de Fisica IiDocumento2 pagineEjercicios de Fisica IiAldo RodriguezNessuna valutazione finora
- Materiales Utilizados para La Construccion de ModelosDocumento7 pagineMateriales Utilizados para La Construccion de ModelosAldo RodriguezNessuna valutazione finora
- Investigacion FundicionDocumento7 pagineInvestigacion FundicionAldo RodriguezNessuna valutazione finora
- Velocidad de CorrosiónDocumento6 pagineVelocidad de CorrosiónYohan Chavez RamirezNessuna valutazione finora
- El Mito Del DesarrolloDocumento22 pagineEl Mito Del DesarrolloAldo RodriguezNessuna valutazione finora
- Problemas de Transferencia de Calor - Grupo 8Documento3 pagineProblemas de Transferencia de Calor - Grupo 8Aldo RodriguezNessuna valutazione finora
- Ondas SonorasDocumento3 pagineOndas SonorasAldo RodriguezNessuna valutazione finora
- Monografia CorrociónDocumento45 pagineMonografia CorrociónAldo RodriguezNessuna valutazione finora
- CORROSIONDocumento15 pagineCORROSIONAldo RodriguezNessuna valutazione finora
- Pyro 2008Documento109 paginePyro 2008Alejandro A GuerreroNessuna valutazione finora
- Dilatacion - Aldo RodriguezDocumento5 pagineDilatacion - Aldo RodriguezAldo RodriguezNessuna valutazione finora
- Mujer Elegidas.2018Documento1 paginaMujer Elegidas.2018Aldo RodriguezNessuna valutazione finora
- Física II examen 8m esfera, cilindro flotación, dilatación aluminio, mercurio, calorímetro hierroDocumento1 paginaFísica II examen 8m esfera, cilindro flotación, dilatación aluminio, mercurio, calorímetro hierroAldo RodriguezNessuna valutazione finora
- Problemas de Transferencia de Calor Grupo 8Documento4 pagineProblemas de Transferencia de Calor Grupo 8Aldo RodriguezNessuna valutazione finora
- Recubrimiento Electrolítico Con Cobre - Grupo 5Documento12 pagineRecubrimiento Electrolítico Con Cobre - Grupo 5Aldo RodriguezNessuna valutazione finora
- Funsur Grupo 4Documento17 pagineFunsur Grupo 4Aldo RodriguezNessuna valutazione finora
- Señaléticas Informativas, Preventivas y de CumplimientoDocumento10 pagineSeñaléticas Informativas, Preventivas y de CumplimientoAldo RodriguezNessuna valutazione finora
- Materiales Utilizados para La Construccion de ModelosDocumento7 pagineMateriales Utilizados para La Construccion de ModelosAldo RodriguezNessuna valutazione finora
- Proceso de Soldadura, Tipos y SimbologíaDocumento10 pagineProceso de Soldadura, Tipos y SimbologíaAldo RodriguezNessuna valutazione finora
- Nuevo Mapa de Pobreza 2009Documento2 pagineNuevo Mapa de Pobreza 2009Aldo RodriguezNessuna valutazione finora
- Línea de Base - Ovinoc.29Documento3 pagineLínea de Base - Ovinoc.29Aldo RodriguezNessuna valutazione finora
- Globalizacion 14Documento14 pagineGlobalizacion 14Aldo RodriguezNessuna valutazione finora
- Rociado TermicoDocumento13 pagineRociado TermicoAldo RodriguezNessuna valutazione finora
- Qué Son Los Ensayos No DestructivosDocumento1 paginaQué Son Los Ensayos No DestructivosAldo RodriguezNessuna valutazione finora
- Escuela Profesional de Ingeniería MetalúrgicaDocumento6 pagineEscuela Profesional de Ingeniería MetalúrgicaAldo RodriguezNessuna valutazione finora
- CHOQUEHUANCADocumento1 paginaCHOQUEHUANCAAldo RodriguezNessuna valutazione finora
- Cuidando de MíDocumento30 pagineCuidando de MíAldo RodriguezNessuna valutazione finora
- Cerámica IncaicaDocumento3 pagineCerámica IncaicaAldo RodriguezNessuna valutazione finora
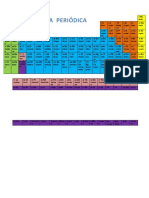
- La tabla periódicaDocumento3 pagineLa tabla periódicaAldo RodriguezNessuna valutazione finora
- Chapt 3 - Grilletes H Tensores ESPDocumento12 pagineChapt 3 - Grilletes H Tensores ESPPatricio HernánNessuna valutazione finora
- Enlace IónicoDocumento6 pagineEnlace IónicoAndres Camilo Buelvas MadariagaNessuna valutazione finora
- Cuestionario - QuinatoaDocumento4 pagineCuestionario - QuinatoaAdriana QuinatoaNessuna valutazione finora
- Grasas y Aceites TrabajoDocumento47 pagineGrasas y Aceites TrabajoFDCHNessuna valutazione finora
- Arenas Sinteticas FenólicasDocumento4 pagineArenas Sinteticas FenólicasEfrain Josue Boatswain MedinaNessuna valutazione finora
- Tablas de GelesDocumento3 pagineTablas de GelesPamelaaGaytanNessuna valutazione finora
- INFORMEDocumento18 pagineINFORMEFranz Gustavo Vargas MamaniNessuna valutazione finora
- Reporte 5 Reacciones, Version LigeraDocumento18 pagineReporte 5 Reacciones, Version LigeraAlejandro GarciaNessuna valutazione finora
- Apuntes MicroscopíaDocumento19 pagineApuntes MicroscopíaSandra UruetaNessuna valutazione finora
- Intensidad de Corriente EléctricaDocumento6 pagineIntensidad de Corriente EléctricaJacobson JB100% (2)
- Ucsm Cifrido FisicoquimicaDocumento11 pagineUcsm Cifrido FisicoquimicaKhat BlueBerryNessuna valutazione finora
- Ejercicio 5D1: Ingenieria de Procesos de Separacion. Wankat Tercera EdicionDocumento6 pagineEjercicio 5D1: Ingenieria de Procesos de Separacion. Wankat Tercera EdicionGrecia ObandoNessuna valutazione finora
- Diseño Tuberías FlexiblesDocumento20 pagineDiseño Tuberías FlexiblesĚ͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈ Ě͈̞̟͎̪̘̠̱͎͔̰͗̈́̆̔͒̆́̑̚l͍̥̪͓͚̜̞̜͕̝͔̇́͂̑̇̒́̍́̃͒̑̍̋ͅŏ͓̞̝̟͕̪͍̰͍̘͈̱̦̾̆̔͊́̅͐y̝͓̭͓͖͓̦͖̜̩̬̟̝̩̗̏͗̊̉͊͌̔̋̈Nessuna valutazione finora
- UCHILE - 50 Tesis VictorDocumento12 pagineUCHILE - 50 Tesis VictorVictor Manuel Saez PerezNessuna valutazione finora
- Transmisiones de Bandas Planas Aplicando La Teoria de Firbank 2013VDocumento25 pagineTransmisiones de Bandas Planas Aplicando La Teoria de Firbank 2013VRaul_sbaNessuna valutazione finora
- Ejemplo Proceso PolitrópicoDocumento5 pagineEjemplo Proceso PolitrópicoOscar Obregón CamposNessuna valutazione finora
- FT Nebulizador Cold Fog 3Documento2 pagineFT Nebulizador Cold Fog 3Jorge FrancoNessuna valutazione finora
- Ensayo El Sistema Climático de La TierraDocumento3 pagineEnsayo El Sistema Climático de La TierraManuel Lopez Bautista100% (1)
- Disipadores de EnergiaDocumento40 pagineDisipadores de EnergiamapasabcNessuna valutazione finora
- Quìmica InformeDocumento19 pagineQuìmica InformeAida RamosNessuna valutazione finora
- 1 Celdas VoltaicasDocumento5 pagine1 Celdas VoltaicasWilliam HinojosaNessuna valutazione finora
- Hoja de seguridad para nitrato de cromo (III) nonahidratadoDocumento6 pagineHoja de seguridad para nitrato de cromo (III) nonahidratadohermesNessuna valutazione finora
- Calcio en El AguaDocumento11 pagineCalcio en El Aguaangello500Nessuna valutazione finora
- Trac HeliumDocumento1 paginaTrac HeliumCarlos gongoraNessuna valutazione finora
- DCFL3PRLAB (0900512280f1ac5b)Documento12 pagineDCFL3PRLAB (0900512280f1ac5b)Anonymous Y89FR8dhFNessuna valutazione finora
- Matriz Evaluativa Tridimensional 8° BásicoDocumento4 pagineMatriz Evaluativa Tridimensional 8° BásicoFrancisco B. CatNessuna valutazione finora