Potrebbero piacerti anche
- FM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesDocumento13 pagineFM Global Loss Prevention Data Sheet 3 26 Fire Protection Fo Non Storage Sprinklered PropertiesDaniel Aloysio Rojas Martins67% (3)
- Jeppesen CHAPTER 4 Aircraft Welding PDFDocumento30 pagineJeppesen CHAPTER 4 Aircraft Welding PDFDavid SchkolnikNessuna valutazione finora
- Asme CCase 1987-2Documento2 pagineAsme CCase 1987-2ADAMJSRAONessuna valutazione finora
- Method Statement Pipe WeldingDocumento14 pagineMethod Statement Pipe Weldingjayasjb90% (10)
- Astm D1287Documento4 pagineAstm D1287Eduardo CarlovichNessuna valutazione finora
- QW 442 A Number PDFDocumento1 paginaQW 442 A Number PDFMadidj_2014Nessuna valutazione finora
- STS QAC SOP 015 PSV ServicingDocumento11 pagineSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocumento1 paginaInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Astm C361M-14Documento26 pagineAstm C361M-14diego rodriguez100% (1)
- Carbon Steel Pipes - Comparing AmericanDocumento2 pagineCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNessuna valutazione finora
- BPQ REV. 0 Interactive FormDocumento2 pagineBPQ REV. 0 Interactive FormcosmicbunnyNessuna valutazione finora
- PWHTDocumento57 paginePWHTssNessuna valutazione finora
- ISO 15614 vs ASME IX welding standards comparisonDocumento2 pagineISO 15614 vs ASME IX welding standards comparisontuanNessuna valutazione finora
- ASMEDocumento27 pagineASMERoy DreinaNessuna valutazione finora
- ASME Impact Test RequirementDocumento6 pagineASME Impact Test RequirementgaurangNessuna valutazione finora
- Oil Gas Construction Factory L.L.CDocumento2 pagineOil Gas Construction Factory L.L.CRenny DevassyNessuna valutazione finora
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocumento120 pagineWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNessuna valutazione finora
- SP Item DatasheetsDocumento21 pagineSP Item DatasheetsSELVAMANINessuna valutazione finora
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocumento50 pagineASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNessuna valutazione finora
- Asme Section IX - NewDocumento70 pagineAsme Section IX - NewAnaswarps100% (2)
- Welding Standard Tolerances GuideDocumento2 pagineWelding Standard Tolerances GuidewahyuNessuna valutazione finora
- Shielded Metal Arc WeldingDocumento39 pagineShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- WPQRDocumento3 pagineWPQRDimitris NikouNessuna valutazione finora
- Pressure Vessel Plate InspectionDocumento5 paginePressure Vessel Plate InspectionSadashiw PatilNessuna valutazione finora
- WPSPQRDocumento11 pagineWPSPQR0502raviNessuna valutazione finora
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDocumento1 paginaSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNessuna valutazione finora
- Wps Sp14 Reva PDFDocumento9 pagineWps Sp14 Reva PDFravi00098Nessuna valutazione finora
- 0301e - Guidebook For Inspectors - 2018-3Documento6 pagine0301e - Guidebook For Inspectors - 2018-3FranciscoNessuna valutazione finora
- Storing and Redrying Electrodes-Lincoln ElectricDocumento3 pagineStoring and Redrying Electrodes-Lincoln ElectricjasminneeNessuna valutazione finora
- PWHTDocumento25 paginePWHTBruce leeNessuna valutazione finora
- WPS PQR-05Documento10 pagineWPS PQR-05Ranjan KumarNessuna valutazione finora
- Technical Notes - B31.3Documento36 pagineTechnical Notes - B31.3Amit Pandey100% (1)
- Pressure Vessel SpecificationDocumento15 paginePressure Vessel Specificationmichael chiwuezeNessuna valutazione finora
- NPCIL Tube Fitting SpecificationsDocumento22 pagineNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- 23 Application and Control of Pre-HeatDocumento18 pagine23 Application and Control of Pre-HeatAdhanom G.Nessuna valutazione finora
- Astm A 450Documento10 pagineAstm A 450Telmo VianaNessuna valutazione finora
- Weld lab testsDocumento30 pagineWeld lab testsMahmoud Alwasif100% (1)
- Thermal Power Project Weld Inspection ReportDocumento1 paginaThermal Power Project Weld Inspection ReportAshwani DograNessuna valutazione finora
- Sa 672Documento7 pagineSa 672lalitaliNessuna valutazione finora
- Distillation Column: Tray Support Rings & Bolting BarsDocumento16 pagineDistillation Column: Tray Support Rings & Bolting BarsSamir ChaudharyNessuna valutazione finora
- Asme 9 DatosDocumento47 pagineAsme 9 Datosvichu_villamarNessuna valutazione finora
- Butt JointsDocumento21 pagineButt JointsRaj1-23Nessuna valutazione finora
- Shell and Tube Heat Exchangers (API 660 vsTEMA)Documento3 pagineShell and Tube Heat Exchangers (API 660 vsTEMA)Aravind MadhuNessuna valutazione finora
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocumento3 pagineTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNessuna valutazione finora
- WPS - EngineerDocumento20 pagineWPS - Engineerhunghoanglong100% (1)
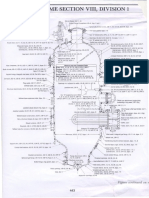
- Asme Guide For Sec Viii Div 1Documento1 paginaAsme Guide For Sec Viii Div 1siddharth pawarNessuna valutazione finora
- 4 - PRESSURE VESSEL (Inspection and Testing)Documento69 pagine4 - PRESSURE VESSEL (Inspection and Testing)Wahyu Lailil FaisNessuna valutazione finora
- Pressure Vessel RT TestDocumento3 paginePressure Vessel RT TestAriq FauzanNessuna valutazione finora
- British Standard 5289: 1976: Visual InspectionDocumento10 pagineBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNessuna valutazione finora
- Preguntas Practicas ASME B31.3Documento25 paginePreguntas Practicas ASME B31.3Andres BermudezNessuna valutazione finora
- Duplex Ss Welding PDF FreeDocumento8 pagineDuplex Ss Welding PDF Freeel_sharkawy2011Nessuna valutazione finora
- PQR Super-Duplex ReferenceDocumento48 paginePQR Super-Duplex ReferencetalhaNessuna valutazione finora
- Review of ISO Standards for Welding Procedure SpecificationsDocumento9 pagineReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNessuna valutazione finora
- Heat TreatmentDocumento5 pagineHeat TreatmentsheikmoinNessuna valutazione finora
- Welding Procedure Specification (WPS) : in The Outer TubeDocumento1 paginaWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNessuna valutazione finora
- Code Comparison ASME B31.1 Vs B31.3 Vs B31.8Documento27 pagineCode Comparison ASME B31.1 Vs B31.3 Vs B31.8khaireddinNessuna valutazione finora
- CCUG P91 Fabrication Guidelines Dave Buzza-1Documento22 pagineCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNessuna valutazione finora
- ASME UM Audit Preparation ListDocumento2 pagineASME UM Audit Preparation ListMd Anamul Hoque100% (1)
- Plant Inspection OverviewDocumento2 paginePlant Inspection OverviewSiva Kumar100% (1)
- Weld RepairsDocumento40 pagineWeld Repairsவிஷ்ணு ராஜசெல்வன்Nessuna valutazione finora
- List of International Standards: API Standards Block (25 Nos.)Documento4 pagineList of International Standards: API Standards Block (25 Nos.)Siva baalan100% (1)
- Pressure Vessel Design RequirementsDocumento6 paginePressure Vessel Design RequirementsLDM Man. e Mont. Ind. EIRELINessuna valutazione finora
- Gtaw NC Ii TR PDFDocumento62 pagineGtaw NC Ii TR PDFRocz RocoNessuna valutazione finora
- Pipe Welding Method StatementDocumento17 paginePipe Welding Method StatementgatoNessuna valutazione finora
- Piping Inspection Basics For The BeginnersDocumento6 paginePiping Inspection Basics For The Beginnersramyatan SinghNessuna valutazione finora
- Wasi Ullah Zeeshan-EngrDocumento8 pagineWasi Ullah Zeeshan-EngrShani MalikNessuna valutazione finora
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocumento3 pagineInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNessuna valutazione finora
- Piping Replacement Carbon Steel InspectionDocumento3 paginePiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 013 Insulation ProcedureDocumento9 pagineSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNessuna valutazione finora
- Sts Qac Sop 005 Joint Integrity ProcedureDocumento32 pagineSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 016 Spring Hanger InspectionDocumento6 pagineSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 003 Hydrotest ProcedureDocumento8 pagineSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNessuna valutazione finora
- Inspection Test Plan: Piping (Carbon Steel)Documento3 pagineInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 014 Burner MaintenanceDocumento9 pagineSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocumento5 pagineSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocumento6 pagineSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNessuna valutazione finora
- HYDROSTATIC TEST PROCEDUREDocumento11 pagineHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNessuna valutazione finora
- Tube Plugging and Seal Welding ProcedureDocumento7 pagineTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 004 Inspection Test Plan ProcedureDocumento9 pagineSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNessuna valutazione finora
- Tube Plugging and Seal Welding ProcedureDocumento7 pagineTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNessuna valutazione finora
- Sts Qac Sop 001 CR RV Handling ProcedureDocumento3 pagineSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocumento6 pagineSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocumento5 pagineSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 003 Hydrotest ProcedureDocumento8 pagineSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNessuna valutazione finora
- Sts Qac Sop 005 Joint Integrity ProcedureDocumento32 pagineSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 001 CR RV Handling ProcedureDocumento3 pagineSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocumento6 pagineSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNessuna valutazione finora
- HYDROSTATIC TEST PROCEDUREDocumento11 pagineHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNessuna valutazione finora
- 7-Material Handling and Storage - WC007Documento7 pagine7-Material Handling and Storage - WC007mohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 004 Inspection Test Plan ProcedureDocumento9 pagineSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNessuna valutazione finora
- Visual Report (Test Ta2014) - 001-132Documento211 pagineVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriNessuna valutazione finora
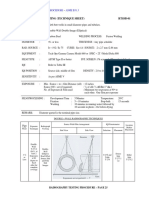
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Documento9 pagineATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriNessuna valutazione finora
- Conti Secur® BFA - Instructions For Rubber-Metal BondingDocumento2 pagineConti Secur® BFA - Instructions For Rubber-Metal BondingCarlosNessuna valutazione finora
- 34crnimo6: Steel GradeDocumento4 pagine34crnimo6: Steel Gradeanu swamiNessuna valutazione finora
- Route 34 PlansDocumento1 paginaRoute 34 PlansThe Valley IndyNessuna valutazione finora
- Temperature Distribution in Concrete Bridges by E C Hambly PDFDocumento6 pagineTemperature Distribution in Concrete Bridges by E C Hambly PDFAnonymous dxsNnL6S8hNessuna valutazione finora
- Mechanical SealDocumento64 pagineMechanical SealKhoh Kai ShengNessuna valutazione finora
- PUR Color ZS PUR Color ZS: Intermediate or Wearing LayerDocumento5 paginePUR Color ZS PUR Color ZS: Intermediate or Wearing LayerUrsulet SilviuNessuna valutazione finora
- Claus ProcessDocumento6 pagineClaus ProcessRafi AlgawiNessuna valutazione finora
- Lintels and ArchesDocumento49 pagineLintels and Arches18 Architects50% (2)
- Sai Water Tub AgreementDocumento67 pagineSai Water Tub Agreementvinodhcivil9Nessuna valutazione finora
- Zimbabwe School Examinations Council Chemistry 6031/3Documento12 pagineZimbabwe School Examinations Council Chemistry 6031/3takundavs100% (2)
- Patent Review On "Biodiesel Production Process": April 2011Documento16 paginePatent Review On "Biodiesel Production Process": April 2011Anton AlgrinovNessuna valutazione finora
- Safety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228Documento5 pagineSafety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228sergio.lopezNessuna valutazione finora
- Brosur Globond Alumunium Composite PanelDocumento8 pagineBrosur Globond Alumunium Composite PanelDede SubhanNessuna valutazione finora
- Expanded Silicone Rubber Sponge - Grades SIL10, SIL16, SIL24 & SIL33Documento3 pagineExpanded Silicone Rubber Sponge - Grades SIL10, SIL16, SIL24 & SIL33ari wiliamNessuna valutazione finora
- GasesDocumento38 pagineGaseshNessuna valutazione finora
- Week-5-Q1-Gen Chem-Sep-25-29-DllDocumento14 pagineWeek-5-Q1-Gen Chem-Sep-25-29-DllJennette BelliotNessuna valutazione finora
- Bronze Castings For Bridges and TurntablesDocumento4 pagineBronze Castings For Bridges and TurntablesmatiullahNessuna valutazione finora
- SABIC® LLDPE - 118NM - Global - Technical - Data - SheetDocumento1 paginaSABIC® LLDPE - 118NM - Global - Technical - Data - SheetKenneth ShiNessuna valutazione finora
- Polarography PDFDocumento37 paginePolarography PDFTejwant Singh KangNessuna valutazione finora
- Retrofit Guidelines For Dupont Isceon 9 Series RefrigerantsDocumento20 pagineRetrofit Guidelines For Dupont Isceon 9 Series RefrigerantsaNessuna valutazione finora
- Geotechnical Engineering QuantumDocumento274 pagineGeotechnical Engineering QuantumRitik SinghNessuna valutazione finora
- 19th Southeast Asian Geotechnical Conference ProceedingsDocumento6 pagine19th Southeast Asian Geotechnical Conference ProceedingsSen HuNessuna valutazione finora
- TranslateDocumento9 pagineTranslateWira AdjieNessuna valutazione finora
- Sa268 2019Documento8 pagineSa268 2019CK CkkouNessuna valutazione finora
- Foundry Engineering MSE-316 Course OverviewDocumento25 pagineFoundry Engineering MSE-316 Course OverviewMuhammad AsimNessuna valutazione finora
- High Temperature Plastic Deformation of CuZn30 BraDocumento6 pagineHigh Temperature Plastic Deformation of CuZn30 Bramahan nikNessuna valutazione finora