Potrebbero piacerti anche
- Mech Lathe Machine ReportDocumento15 pagineMech Lathe Machine ReportLary Dela Cruz Guevarra100% (1)
- Lathe ReportDocumento11 pagineLathe ReportWan Syafiq Wan Syamsulbahri100% (2)
- Bearing PullerDocumento12 pagineBearing PullerAnandraju Rajanderan100% (1)
- Lathe MachineDocumento24 pagineLathe MachineHARSHITH0% (2)
- Report 2 - MillingDocumento34 pagineReport 2 - Millingمحمد طه100% (1)
- Grinding and Grinding OperationsDocumento14 pagineGrinding and Grinding OperationsRitik Pothare0% (2)
- Plumbing Experiment PDFDocumento9 paginePlumbing Experiment PDFjdpatel28Nessuna valutazione finora
- Literature ReviewsDocumento7 pagineLiterature ReviewsEngineers Gallery100% (2)
- Report Fabrication of Pipe Bending MachineDocumento38 pagineReport Fabrication of Pipe Bending MachineJilly Arasu82% (11)
- Report Writing On Milling MachineDocumento11 pagineReport Writing On Milling MachineSailesh Pathak100% (1)
- Design and Fabrication Mini Lathe MachineDocumento17 pagineDesign and Fabrication Mini Lathe MachineBrij Bhushan Monu86% (7)
- TrolleyDocumento24 pagineTrolleyragavansiva83% (6)
- Introduction To Tools and DiesDocumento4 pagineIntroduction To Tools and DiesUmair KhattakNessuna valutazione finora
- Manufacturing ProcessDocumento1 paginaManufacturing ProcessRonald Reagon20% (5)
- Fan Reverse Engineering ReportDocumento7 pagineFan Reverse Engineering Reportapi-352647685100% (1)
- Different Parts of Lathe Machine and Their Functions PrintDocumento8 pagineDifferent Parts of Lathe Machine and Their Functions Printdempe24Nessuna valutazione finora
- Lathe MachineDocumento16 pagineLathe MachineVanamali Thirumalai100% (4)
- Shaper Machine SeminrDocumento20 pagineShaper Machine SeminrSoumya Banerjee80% (5)
- Shaper MachineDocumento4 pagineShaper MachineJaydeep Sakariya60% (5)
- Workshop Technology - Basic Measurement & BenchworkDocumento77 pagineWorkshop Technology - Basic Measurement & BenchworkAbdul Munir Abdul KarimNessuna valutazione finora
- Lathe Machine OperationDocumento68 pagineLathe Machine OperationKarthick N100% (8)
- Lathe Machine: Description and Function of Lathe PartsDocumento16 pagineLathe Machine: Description and Function of Lathe PartsRenjith Rajendraprasad100% (1)
- Surface GrindingDocumento14 pagineSurface GrindingariefNessuna valutazione finora
- Automatic Gate InteranceDocumento39 pagineAutomatic Gate InteranceJossy Honey75% (4)
- Machining 2 ReportDocumento11 pagineMachining 2 ReportTan Jun ZheNessuna valutazione finora
- Broaching NotesDocumento5 pagineBroaching NotesfaNessuna valutazione finora
- Basic Principle of Grinding MachineDocumento10 pagineBasic Principle of Grinding Machinecrank88100% (1)
- Introduction Lathe MachineDocumento20 pagineIntroduction Lathe Machineswap198383% (6)
- M Tech Mechanical Thesis Topics or IdeasDocumento11 pagineM Tech Mechanical Thesis Topics or IdeasharshivamNessuna valutazione finora
- Metal Forming Lab - Experiment No 5 - Sheet Metal FormingDocumento4 pagineMetal Forming Lab - Experiment No 5 - Sheet Metal FormingSubhasis BiswalNessuna valutazione finora
- Solar Hacksaw Project ReportDocumento55 pagineSolar Hacksaw Project Reportramesh218482% (11)
- Attachments For MillingDocumento59 pagineAttachments For MillingLibin AbrahamNessuna valutazione finora
- Design Improvement of The Existing Car Jack Design - 24 PagesDocumento24 pagineDesign Improvement of The Existing Car Jack Design - 24 PagesDattatraya Parle50% (2)
- Fitting ShopDocumento19 pagineFitting ShopRitikNessuna valutazione finora
- of ShaperDocumento59 pagineof ShaperKishan Siddhpura56% (9)
- Thesis Rebar Stirrup Cutter and BenderDocumento30 pagineThesis Rebar Stirrup Cutter and BenderMyka Portuguez100% (1)
- High Velocity FormingDocumento54 pagineHigh Velocity FormingKirandeep Singh Srao100% (8)
- Milling MachineDocumento20 pagineMilling MachineMohd Radzi Kaki Limo100% (1)
- Lathe MachineDocumento22 pagineLathe MachineRaghavMaheshwariNessuna valutazione finora
- Lab Session Introduction To Lathe MachineDocumento5 pagineLab Session Introduction To Lathe MachineAqib ZamanNessuna valutazione finora
- Pedal Operated HacksawDocumento37 paginePedal Operated HacksawChowdari100% (1)
- Shaping MachineDocumento25 pagineShaping Machinekatakamharish100% (1)
- General Workshop Practice 1 NotesDocumento135 pagineGeneral Workshop Practice 1 NotesTushar Sengar0% (1)
- Automated Punching MachineDocumento8 pagineAutomated Punching MachineMohamed IbrahemNessuna valutazione finora
- Grinding MachineDocumento22 pagineGrinding MachineImGlobalCitizenNessuna valutazione finora
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocumento16 pagineDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Hand Tools ReportDocumento11 pagineHand Tools ReportMuhammad AbtaheeNessuna valutazione finora
- 2019-Me-124 Work ShopDocumento14 pagine2019-Me-124 Work Shopsaiq kamranNessuna valutazione finora
- Department of Mechanical Engineering Report No.Documento8 pagineDepartment of Mechanical Engineering Report No.DA YA NANessuna valutazione finora
- Research Paper On Lathe MachineDocumento6 pagineResearch Paper On Lathe Machineafeaxlaaa100% (1)
- Manufacturing Technology LAB: Practical FileDocumento34 pagineManufacturing Technology LAB: Practical FileShuktika SrivastavaNessuna valutazione finora
- Machine Shop AlexDocumento61 pagineMachine Shop AlexGojam SeyoumNessuna valutazione finora
- Lathe PDFDocumento5 pagineLathe PDFAugusto MonjardimNessuna valutazione finora
- Machine Shop Manual 27112020Documento9 pagineMachine Shop Manual 27112020Jeevan MandalaNessuna valutazione finora
- ME3382-MT Lab Manual Part-1Documento112 pagineME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- Lathe Machine ReportDocumento28 pagineLathe Machine ReportFaizal64% (11)
- Machine ShopDocumento21 pagineMachine ShopBiladenNessuna valutazione finora
- Workshop AssignmentDocumento16 pagineWorkshop AssignmentMelvin Ariel BautistaNessuna valutazione finora
- Work 13Documento17 pagineWork 13engineeradel2Nessuna valutazione finora
- Problem Set PPE Day 2Documento4 pagineProblem Set PPE Day 2Juan T AmadNessuna valutazione finora
- Handouts PPE Day 1Documento7 pagineHandouts PPE Day 1Juan T AmadNessuna valutazione finora
- Alcorcon Engineering Review Center: Power Plant Engineering - Day 4Documento7 pagineAlcorcon Engineering Review Center: Power Plant Engineering - Day 4Juan T AmadNessuna valutazione finora
- Problem Set PPE Day 1Documento4 pagineProblem Set PPE Day 1Juan T AmadNessuna valutazione finora
- Alcorcon Engineering Review Center: Ppe - Problem Set # 3Documento3 pagineAlcorcon Engineering Review Center: Ppe - Problem Set # 3Juan T Amad100% (1)
- Problem Set PPE Day 4 PDFDocumento3 pagineProblem Set PPE Day 4 PDFJuan T AmadNessuna valutazione finora
- Handouts PPE Day 3Documento4 pagineHandouts PPE Day 3terrence miguel balitaNessuna valutazione finora
- Alcorcon Engineering Review Center: Ppe - Problem Set # 8Documento3 pagineAlcorcon Engineering Review Center: Ppe - Problem Set # 8Reinzo GallegoNessuna valutazione finora
- Gallego Chapter 9-10Documento48 pagineGallego Chapter 9-10Reinzo GallegoNessuna valutazione finora
- Alcorcon Engineering Review Center: Power Plant Engineering - Day 6Documento6 pagineAlcorcon Engineering Review Center: Power Plant Engineering - Day 6Reinzo GallegoNessuna valutazione finora
- Handouts PPE Day 5Documento5 pagineHandouts PPE Day 5Reinzo GallegoNessuna valutazione finora
- Alcorcon Engineering Review Center: I. Machine FoundationDocumento5 pagineAlcorcon Engineering Review Center: I. Machine FoundationReinzo GallegoNessuna valutazione finora
- Handouts PPE Day 2Documento4 pagineHandouts PPE Day 2Juan T AmadNessuna valutazione finora
- Problem Set PPE Day 6Documento3 pagineProblem Set PPE Day 6Reinzo GallegoNessuna valutazione finora
- Problem Set PPE Day 7Documento5 pagineProblem Set PPE Day 7Reinzo GallegoNessuna valutazione finora
- Problem Set PPE Day 5Documento4 pagineProblem Set PPE Day 5Reinzo GallegoNessuna valutazione finora
- Alcorcon Engineering Review Center: I. Diesel Power PlantDocumento6 pagineAlcorcon Engineering Review Center: I. Diesel Power PlantReinzo GallegoNessuna valutazione finora
- CUISON CHAPTER 1 Pt. 2Documento53 pagineCUISON CHAPTER 1 Pt. 2Reinzo GallegoNessuna valutazione finora
- Gallego Chapter 9-10Documento48 pagineGallego Chapter 9-10Reinzo GallegoNessuna valutazione finora
- Jugo Chapter 12Documento21 pagineJugo Chapter 12Reinzo Gallego100% (1)
- Teodoro Chapter 19Documento21 pagineTeodoro Chapter 19Reinzo GallegoNessuna valutazione finora
- Chapter 9-10 (MD) Reinzo GallegoDocumento45 pagineChapter 9-10 (MD) Reinzo GallegoReinzo GallegoNessuna valutazione finora
- Suratos Chapter 17-18Documento17 pagineSuratos Chapter 17-18Reinzo GallegoNessuna valutazione finora
- Fernandez Chapter 5-6Documento17 pagineFernandez Chapter 5-6Reinzo GallegoNessuna valutazione finora
- Estrada, Chapter 3Documento13 pagineEstrada, Chapter 3Reinzo Gallego0% (1)
- Cuison Chapter 2Documento41 pagineCuison Chapter 2Reinzo GallegoNessuna valutazione finora
- Pagdagdagan Chapter 15-16Documento22 paginePagdagdagan Chapter 15-16Reinzo Gallego100% (1)
- Jugo Chapter 11Documento27 pagineJugo Chapter 11Reinzo GallegoNessuna valutazione finora
- Flores Chapter 7-8Documento65 pagineFlores Chapter 7-8Reinzo GallegoNessuna valutazione finora
- Estrada, Chapter 4Documento14 pagineEstrada, Chapter 4Reinzo GallegoNessuna valutazione finora
- Template For Public BiddingDocumento3 pagineTemplate For Public BiddingFederico DomingoNessuna valutazione finora
- PPR 8001Documento1 paginaPPR 8001quangga10091986Nessuna valutazione finora
- Nilfisck SR 1601 DDocumento43 pagineNilfisck SR 1601 DGORDNessuna valutazione finora
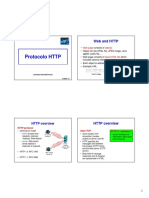
- HTTP ProtocolDocumento16 pagineHTTP ProtocolHao NguyenNessuna valutazione finora
- Arm Corelink Sse-200 Subsystem: Technical OverviewDocumento29 pagineArm Corelink Sse-200 Subsystem: Technical OverviewStudent of VIT 20MVD0047Nessuna valutazione finora
- Workbook, Exercises-Unit 8Documento6 pagineWorkbook, Exercises-Unit 8Melanie ValdezNessuna valutazione finora
- Marketing Theory and PracticesDocumento4 pagineMarketing Theory and PracticesSarthak RastogiNessuna valutazione finora
- ELEN 325 Lab 1 PrelabDocumento8 pagineELEN 325 Lab 1 PrelabAndrew ZellerNessuna valutazione finora
- SYLVANIA W6413tc - SMDocumento46 pagineSYLVANIA W6413tc - SMdreamyson1983100% (1)
- Chapter 5Documento20 pagineChapter 5Berihu GirmayNessuna valutazione finora
- LETTEROFGUARANTEEDocumento1 paginaLETTEROFGUARANTEELim DongseopNessuna valutazione finora
- Australian Car Mechanic - June 2016Documento76 pagineAustralian Car Mechanic - June 2016Mohammad Faraz AkhterNessuna valutazione finora
- Manual de Colisión Mazda 626 1986-1987Documento9 pagineManual de Colisión Mazda 626 1986-1987mark rueNessuna valutazione finora
- CASA 212 - 200 (NS) : NO Description P.N QTY ConditionDocumento6 pagineCASA 212 - 200 (NS) : NO Description P.N QTY ConditionsssavNessuna valutazione finora
- 48 - 1997 SummerDocumento42 pagine48 - 1997 SummerLinda ZwaneNessuna valutazione finora
- 2012 Brochure Keltan Final en PDFDocumento20 pagine2012 Brochure Keltan Final en PDFJorge Zegarra100% (1)
- 13 DocumentsDocumento38 pagine13 DocumentsPoorClaresBostonNessuna valutazione finora
- Netflix OriginalDocumento3 pagineNetflix Originalyumiko2809Nessuna valutazione finora
- G6Documento14 pagineG6Arinah RdhNessuna valutazione finora
- MC1413 D PDFDocumento8 pagineMC1413 D PDFAnonymous oyUAtpKNessuna valutazione finora
- CollectionsDocumento42 pagineCollectionsNaveen KumarNessuna valutazione finora
- 20091216-153551-APC Smart-UPS 1500VA USB SUA1500IDocumento4 pagine20091216-153551-APC Smart-UPS 1500VA USB SUA1500Ifietola1Nessuna valutazione finora
- MBA CurriculumDocumento93 pagineMBA CurriculumkaranNessuna valutazione finora
- HP Mini 210-2120br PC Broadcom Wireless LAN Driver v.5.60.350.23 Pour Windows 7 Download GrátisDocumento5 pagineHP Mini 210-2120br PC Broadcom Wireless LAN Driver v.5.60.350.23 Pour Windows 7 Download GrátisFernandoDiasNessuna valutazione finora
- Cable 3/4 Sleeve Sweater: by Lisa RichardsonDocumento3 pagineCable 3/4 Sleeve Sweater: by Lisa RichardsonAlejandra Martínez MartínezNessuna valutazione finora
- Appointment - Letter GaganDocumento10 pagineAppointment - Letter GaganAjay choudharyNessuna valutazione finora
- 20 X 70Documento102 pagine20 X 70MatAlengNessuna valutazione finora
- Transient StabilityDocumento16 pagineTransient StabilityRavi Kumar BanalaNessuna valutazione finora
- Fadm Project 5 ReportDocumento4 pagineFadm Project 5 ReportVimal AgrawalNessuna valutazione finora
- Submitted To: Sir Ahmad Mujtaba Submitted By: Museera Maqbool Roll No: L-21318 Course: Service Marketing Programme: MBA 1.5 (Evening)Documento3 pagineSubmitted To: Sir Ahmad Mujtaba Submitted By: Museera Maqbool Roll No: L-21318 Course: Service Marketing Programme: MBA 1.5 (Evening)GlobalNessuna valutazione finora