Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
JIT Fin
Caricato da
Arnaldo Condor SalazarTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
JIT Fin
Caricato da
Arnaldo Condor SalazarCopyright:
Formati disponibili
I.
LA
FILOSOFIA JIT
El sistema JIT se desarrollo en la TOYOTA MOTOR COMPANY en
Japón. La aplicación moderna del JIT se popularizó a mediados
de la década del 70 en la Toyota por parte de TAIICHI OHNO
uno de los vicepresidentes de la compañía.
El origen del sistema JIT puede encontrarse en el ambiente
Japonés debido a una falta de espacio y recursos naturales, los
japoneses han desarrollado una aversión al desperdicio. Toman
muy en cuenta los desechos y desperdicios y se esfuerzan por
tener una calidad perfecta. Consideran que el almacenamiento en inventario desperdicia
lugar y atora materiales valiosos, cualquier cosa que no contribuya con el valor al producto
se considera un desperdicio.
Otro principio importante en la filosofía del JIT es: utilizar la capacidad total del trabajador.
A los trabajadores en el sistema JIT además de tener mayor responsabilidad por la
producción, están obligados a mejorar el proceso de producción.
En comparación las empresas norteamericanas, con espacios más amplios y vastos
suministros de materias primas no han considerado los desperdicios de la misma forma.
Los siete desperdicios que identificó Suzaqui. (1987)
Sobreproducción: al producir más que la demanda de clientes se obtiene espacio
innecesario para inventarios, manejos, papeleo y almacenes.
Tiempo de espera: los operadores y las maquinas que esperan que las partes
lleguen de los proveedores o de otras operaciones.
Transposición: el movimiento de los materiales se duplica o se triplica debido a
distribuciones deficientes falta de coordinación y mala organización del lugar de
trabajo.
Procesamiento: el diseño deficiente o el mantenimiento inadecuado de los
procesos que requieren mano de obra o tiempo de maquinado adicionales.
Inventario: exceso de inventario debido a lotes grandes, artículos obsoletos,
malos pronósticos, o una plantación inadecuada de la producción.
Movimiento: movimientos desperdiciados de la gente o caminar demás para
obtener los materiales.
Defectos: uso de material, mano de obra y capacidad para la producción de
defectos, la selección de partes defectuosas, costos de garantía con los clientes.
El objetivo del JIT no es sin embargo la participación del trabajador, más bien consiste en
mejorar las utilidades y el rendimiento de la inversión. El sistema Justo a Tiempo tiene
cuatro objetivos esenciales que son:
Atacar los problemas fundamentales.
Eliminar despilfarros.
Buscar la simplicidad.
Diseñar sistemas para identificar problemas.
Planeamiento y Control de Producción 1
II. ELEMENTOS DE UN SISTEMA JIT
Esto se realizará identificando el programa maestro y trabajando en retroceso desde el
proceso de producción hasta los proveedores.
El programa maestro o programa de ensamble final se planea que para un periodo fijo de
tiempo como de uno a tres meses en el futuro, para permitir que los proveedores y los
centros de servicios planeen sus respectivos programas de trabajo. La ventaja de esta clase
de programa es que proporciona demandas casi constantes de sobre todos los centro de
trabajo y proveedores.
El objetivo del JIT es producir en lotes de tamaño uno. En muchos casos, esto no es
económicamente factible debido al costo de preparación de la máquina en comparación
con el costo que tiene que mantener el inventario. La solución del JIT a este problema es
reducir el tiempo de preparación tanto como sea posible, idealmente a cero.
Si el énfasis se pone en los cambios totales rápidos y en los lotes más pequeños, se
necesitan trabajadores multifuncionales. Se requiere capacitación transversal para que los
trabajadores puedan cambiarse de una máquina a la siguiente y para que puedan llevar a
cabo su propia preparación y mantenimiento.
La distribución de la planta es muy diferente cuando se trata del JIT puesto que el inventario
se mantiene en el piso del taller y no en un almacén entre procesos. El inventario se
mantiene abierto, para que esté disponible para el proceso siguiente. Como el inventario
se mantiene en niveles reducidos, las plantas pueden ser mucho menores porque se reduce
el espacio de almacenamiento necesario.
La calidad es absolutamente esencial, un sistema JIT está diseñado para exponer los errores
y corregirlos más que cubrirlos con inventario.
Finalmente, un sistema JIT cambia radicalmente las relaciones con proveedores. Se les
solicita a éstos que hagan entregas frecuentes directamente a la línea de producción.
III. ESTABILIZANDO EL PROGRAMA MAESTRO
Planeamiento y Control de Producción 2
El programa maestro tiene como objetivo permitir que los trabajadores y proveedores
planeen sus programas de trabajo que permitan producir una carga uniforme de productos
cada dia
¿Qué es un programa maestro?
El programa maestro de producción es un plan cronológicamente elaborado que
determina cuando y cuanto se producirá de artículos finales
Identificar y
comunicar todos
los problemas
Incluir todas las
Transar de manera demandas de
objetiva en los ventas de
conflictos produccion,
relacionados con la reposicion de
fabricacion, depositos,
mercadeo y la repuestos y
ingenieria requerimientos
entre plantas
Ser vigilante en
Nunca perder de
todos los niveles de
vista el plan total
gerencia
involucrarse con las
promesas de
pedidos de los
clientes
En un sistema JIT el proceso de planeación de la producción es a largo plazo, luego
este plan se descompone en planes anuales, mensuales y diarios.
El programa maestro busca alcanzar una carga uniforme, es por ello por lo que se
diseña a nivel mensual y diario
El objetivo del programa maestro es producir diariamente la cuota exacta planificada
¿Cómo estabilizar el programa maestro en un sistema JIT?
El programa maestro se debe estableces por lo menos con un mes de adelanto
La producción de diferentes artículos debe ser secuencial y armónica respecto a la
cantidad requerida de cada artículo al mes
Se debe eliminar o minimizar los costos de cambio de modelo
Se debe transmitir el plan maestro mensual a los diversos centros de trabajos, para lo
cual se requiere un gran compromiso de ambos grupos
La cuota de producción diaria debe ser exactamente la planificada, si se alcanza en
menos tiempo debe utilizarse el exceso en mantenimiento y/o círculos de calidad y en
si falta debe completarse con horas extras.
IV. EL SISTEMA KANBAN
Planeamiento y Control de Producción 3
Una forma de lograr lotes de tamaño pequeño es movilizando inventario a través de la planta
sólo cuando se necesita, en lugar de empujarlo a la siguiente estación de trabajo
independientemente de que el personal que se encuentre en ella esté listo o no para recibirlo.
Como se mencionó antes, si el inventario se moviliza sólo cuando es necesario, hablamos de
un sistema de jalar, y el tamaño ideal del lote es uno. Los japoneses llaman kanban a este
sistema. Los kanban permiten que las llegadas a un centro de trabajo correspondan de
manera exacta (o casi exacta) al tiempo de procesamiento. Kanban es una palabra japonesa
que significa tarjeta. En su esfuerzo por reducir el inventario, los japoneses emplean sistemas
que “jalan” el inventario a través de los centros de trabajo. Con frecuencia usan una “tarjeta”
para señalar la necesidad de otro contenedor de material de ahí el nombre de kanban. La
tarjeta es la autorización para que se produzca el siguiente contenedor de material. De
manera típica, hay una señal kanban por cada contenedor de artículos que se recibe. Cada
kanban inicia una orden para “jalar” un contenedor desde el departamento de producción o
desde el proveedor. Una secuencia de kanbans “jala” el material a través de la planta. En
muchas instalaciones, el sistema se ha modificado de modo que, aunque se llame kanban, en
realidad no existe una tarjeta. En algunos casos, un lugar vacío en el piso es indicación
suficiente de que se necesita el siguiente contenedor. En otros casos, algún tipo de señal,
como una bandera o etiqueta indica que ha llegado el momento de recibir el siguiente
contenedor.
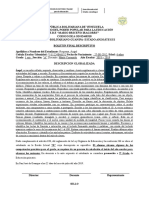
Fig. Diagrama del punto de abastecimiento con marcador de señales de advertencia al exterior
Cuando existe un contacto visual entre el productor y el usuario, el proceso funciona de la
siguiente manera:
1. El usuario quita un contenedor de tamaño estándar de un área pequeña de
almacenamiento, como se muestra en la figura anterior
2. El departamento de producción entiende que la señal del área de almacenamiento
es una autorización para reabastecer el departamento o el área de almacenamiento.
Como el tamaño del lote es óptimo, el departamento de producción puede surtir
varios contenedores a la vez.
Planeamiento y Control de Producción 4
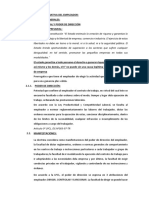
Fig. Las señales del Kanban “jalan” el material por el proceso de producción (cuando un cliente “jala” un
pedido de bienes terminados, se envía una señal, tarjeta, al área de ensamble final. Este produce bienes
terminados y los repone. Cuando el área de ensamble final necesita más componentes, envía una señal a
sus proveedores, un área de subensamble y una célula de trabajo. Estas áreas abastecen al ensamble final.
A su vez, la célula de trabajo envía una señal al proveedor de materias primas, y el área de subensamble
notifica a la célula de trabajo y al proveedor de partes compradas que hay un requerimiento.
En la figura mostrada se muestra el funcionamiento de un sistema kanban que jala unidades
conforme se necesitan en las etapas sucesivas de producción. Este sistema es similar a la forma
en que se reabastece un supermercado: el cliente compra; el empleado del almacén observa el
anaquel o recibe un aviso a partir de la lista de ventas al término del día y reabastece. Cuando
el suministro limitado, si lo hay, del almacén de la tienda se agota, se envía una señal de “jalar”
hacia el almacén, distribuidor o fabricante para reabastecer, normalmente esa noche. El factor
que complica las cosas en una empresa de manufactura es la necesidad real de que se lleve a
cabo la fabricación (producción).
Los siguientes puntos adicionales sobre los kanban pueden ser de utilidad:
• Cuando el productor y el usuario no tienen contacto visual, se puede usar una tarjeta;
de lo contrario, sería adecuado usar una luz, una bandera o un espacio vacío en el piso.
• Como una estación de jalar puede requerir el reabasto de varios componentes, se
pueden usar varias técnicas kanban para jalar distintos productos a la misma estación.
• Usualmente, cada tarjeta controla una cantidad o parte específica, aunque se usen
sistemas de muchas tarjetas cuando la célula de trabajo fabrica varios componentes o
cuando el tamaño de los lotes es diferente del tamaño del movimiento.
• En un sistema MRP (vea el capítulo 14), se puede pensar en el programa como en una
autorización para “construir”, y en el kanban como un tipo de sistema “jalar” que inicia
la producción real.
• Las tarjetas kanban proporcionan un control directo (límite) de la cantidad de material
en proceso entre las células.
• Si hay un área de almacenamiento inmediata, se emplea un sistema de dos tarjetas una
circula entre el usuario y el área de almacenamiento y la otra entre el área de
almacenamiento y el área de producción.
Determinación del número de tarjetas o contenedores Kanban: En un sistema JIT, el
número de tarjetas o contenedores kanban establece el volumen del inventario autorizado.
Para determinar la cantidad de contenedores que van y vienen entre el área de uso y las
áreas de producción, la administración establece primero el tamaño de cada contenedor.
Esto se hace calculando el tamaño del lote mediante un modelo, como el modelo del lote
económico de producción. Para establecer la cantidad de contenedores se deben conocer:
Planeamiento y Control de Producción 5
(1) el tiempo de espera necesario para producir un contenedor de partes
(2) el volumen del inventario de seguridad necesario para cubrir la variabilidad o la
incertidumbre detectadas en el sistema.
El número de tarjetas kanban se calcula de la siguiente manera:
Demanda durante el tiempo de espera + inventario de seguridad
Número de kanbans (contenedores) =
Tamaño del contenedor
El KANBAN trabaja de la siguiente manera, suponiendo que los recipientes se mueven uno
a la vez. Cuando se vacía un recipiente con partes en el centro de trabajo B, el recipiente
vacio y las tarjetas de retiro relacionadas se llevan de regreso al centro de trabajo A. la
tarjeta de producción de un recipiente lleno de partes se quita de su recipiente y se
sustituye con la tarjeta de retiro. La tarjeta de producción es entonces colocada en el punto
de recepción Kanban en el centro de trabajo A, autorizando de esta manera la producción
de otro recipiente de partes. El recipiente vacio se deja en el centro de trabajo A.
El recipiente lleno de partes y su tarjeta de retiro se trasladan al centro de trabajo B y se
colocan en el área de entrada. Cuando este recipiente es eventualmente utilizado, su
tarjeta de retiro el recipiente vacio se llevan de regreso al centro de trabajo A y el ciclo se
repite.
Cuando todos los recipientes están llenos, la producción se detiene, el tamaño del lote de
producción es exactamente igual al de un recipiente de partes.
El número de recipientes para operar un centro de trabajo es una función de la tasa de
demanda, del tamaño del recipiente y del tiempo de circulación de un recipiente. Esto
queda más claro si se utiliza la siguiente fórmula:
n = DT/C
Donde n= número total de recipientes Kanban.
D= tasa de demanda del centro del usuario.
C= tamaño del recipiente en número de partes, generalmente menor que el 10%
de la demanda diaria.
T= tiempo que le toma a un recipiente completar una vuelta entera: llenado,
espera, movimiento, uso y regreso para ser llenado nuevamente. Esto también se
llama tiempo de espera.
El inventario máximo es igual al tamaño del recipiente multiplicado por el número de
recipientes, dado que el más posible se puede tener son todos los recipientes llenos.
Kanban y Just In Time
Ventajas del uso de sistemas JIT y KANBAN
Planeamiento y Control de Producción 6
Reducción en los niveles de inventario.
Reduction en WIP (work in process)
Reduction de tiempos caídos.
Flexibilidad en la calendarización de la producción y la producción en si.
El rompimiento de las barreras administrativas (BAB) son archivados por kanban.
Trabajo en equipo, círculos de calidad y automatización (decisión del trabajador de
detener la línea).
Limpieza y mantenimiento (Housekeeping)
Provee información rápida y precisa.
Evita sobreproducción.
Minimiza desperdicios.
V. REDUCCION DEL TIEMPO DE PREPARACION Y DE LOS TAMAÑOS DEL LOTE
Reducir el tiempo de preparación es importante ya que incrementa la capacidad disponible,
aumenta la flexibilidad para satisfacer la los cambios de programa y reduce el inventario.
Conforme el tiempo de preparación se aproxima a cero se puede alcanzar el tamaño ideal
de lote de una unidad.
En producción repetitiva convencional, todo se concentra en reducir los tiempos de
acarreo por unidad y, más o menos, ignorar el tiempo de preparación. Cuando se anticipan
grandes acarreos de miles de unidades, los tiempos de acarreo naturalmente son las
importantes que los tiempos de preparación. Una solución mejor es concentrarse en
reducir ambos tiempos de preparación y de acarreo. Esto requiere una atención adicional
por parte de los ingenieros, gerentes y trabajadores para establecer el proceso en sí.
Estos tiempos de preparación bajos se pueden lograr a través de dos pasos. Primero, se
separan las preparaciones externas de las internas. El término “preparación interna” se
refiere a acciones que requiere que la maquina se detenga, mientras que con las
preparaciones externas esto se puede realizar con la maquina en operación. Una vez que la
maquina se detiene, puede entonces en forma rápida transformarse para el nuevo
producto ya que la preparación interna se ha minimizado. Mucho se puede hacer ya que el
personal se ha dado cuenta de la importancia del cambio rápido. En algunas compañías los
trabajadores incluso practican preparaciones con objeto de reducir el tiempo.
Mediante la reducción de los tiempos, de tamaños de lote y de los tiempos de espera, es la
maquina la que dirige el JIT. Estas reducciones hacen posible eliminar tarjetas Kanban y
entonces disminuir el inventario sobre una base continua.
VI. DISTRIBUCION DE LA PLANTA Y DEL EQUIPO
La instalación de un sistema JIT tiene un efecto natural en la distribución de la planta y el
equipo. La planta evoluciona hacia un flujo más continuo y una planta automatizada debido
a que los tamaños de lote se reducen y los problemas constantemente se resuelven
haciendo posible la automatización.
Es una consecuencia natural del JIT evolucionar hacia GT y hacia los tipos de distribución
de línea alimentadora. Es posible también mayor automatización conforme los tamaños de
lote se aproximan a la unidad.
Con un sistema JIT, se requiere un mantenimiento supremo de equipo. Dado que los
inventarios se han eliminado por completo, el equipo se debe conservar en buen estado.
Planeamiento y Control de Producción 7
Los trabajadores tienen la responsabilidad de casi todo el mantenimiento de su equipo, lo
cual les da mayor control sobre la producción. El tiempo de mantenimiento también
proporciona entre corrimientos para acciones de mantenimiento de rutina y preventivo.
VII. EFECTO EN LOS TRABAJADORES
El movimiento hacia una fuerza de trabajo flexible requiere cambiar la forma en que se
paga y recompensa a los trabajadores. A menudo, los sistemas tradicionales de paga se
basan en la antigüedad y en el nivel de habilidad para realizar un trabajo. Se requieren
nuevos sistemas de paga que remuneren a los trabajadores con base en el número de
trabajos diferentes que puedan realizar. Esto los alentará a aprender más habilidades y a
volverse más flexibles.
VIII. PROVEEDORES
Se debe incluir a los proveedores, para lo cual reciben tarjetas Kanban y recipientes
especiales; esperando que las entregas sean frecuentes justo a tiempo para las siguientes
etapas de producción. Por lo que se considera a los proveedores como un factor externo y
como parte del grupo de producción.
En caso de que el proveedor sea local se espera hasta cuatro entregas diarias y en caso de
que se localicen a gran distancia se podría tener almacenes locales donde se reciben
embarques, de esa manera se pueden realizar entregas frecuentes al cliente. A los
proveedores se les da tiempos de entrega específicos, así en cada entrega el proveedor
recoge los recipientes vacíos y las tarjetas Kanban de retiro. Se tiene en cuenta que las
entregas se realizan en forma directa a la línea de ensamble sin inspección, por lo que e
requiere una gran relación desconfianza entre en proveedor y el cliente, en cuanto a calidad
se refiere. Todo esto hace que se reduzca el tiempo de espera, papeleo, inventario, espacios
de almacenamiento requerido.
Una alternativa al caso en que los costos de entrega sean altos, sería que se junten varios
proveedores y se puedan realizar entregas combinadas.
Otra característica del JIT es la tendencia a utilizar proveedores únicos, pues así se puede
establecer una relación a largo plazo y asegurar la calidad.
Un ejemplo establecido por General Motors es un programa de proveedor integrado:
Planeamiento y Control de Producción 8
PROGRAMA DE
PROVEEDOR
INTEGRADO
SELECCIÓN SE SELECCIONAN ANTES DE
ANTICIPADA DE QUE LA PARTE A SUMINISTRAR
PROVEEDOR ALCANCE EL DISEÑO FINAL
SUMINISTRO DE
FAMILIAS DE EL EMPLEADOR ACEPTA
PARTES SUMINISTRAR UNA FAMILIA DE
PARTES
RELACIÓN A SE OTORGA UN CONTRATO
LARGO PLAZO EXCLUSIVO A CAMBIO DE UN
PROGRAMA DE PRECIOS
NEGOCIACIONES LAS NEGOCIACIONES DE PRECIO
DE PRECIO CON SE BASAN EN COSTOS
BASE EN ANALISIS
DE COSTO
REDUCCIÓN DE RESULTA AHORRO PARA EL
PAPELEO CLIENTE Y PROVEEDOR
IX. COMPARACIÓN CON LOS SISTEMAS MRP
JIT SISTEMA MRP
INVENTARIO Se realiza un esfuerzo paraUn activo protegerá contra
eliminarlo un pasivo errores de pronostico
TAMAÑOS DE Únicamente necesidades
El tamaño de lote no debe ser
LOTE inmediatas demasiado grande ni
pequeño
PREPARACIONES Hacerlas insignificantes, así Baja prioridad, la salida
los cambios rápidos minimizan máxima es el objetivo
el impacto sobre la
producción.
FILAS Eliminarlas, si suceden Es una inversión necesaria,
problemas se identifica la pues permiten operaciones
causa y se corrige exitosas en caso haya un
problema con la operación de
surtido
Planeamiento y Control de Producción 9
PROVEEDORES Son parte del grupo, son co Adversarios
trabajadores
CALIDAD Cero defectos Tolera desperdicio
MANTENIMIENTO Constante y efectivo Si se requiere, no se toma
DE EQUIPO como critico
TIEMPOS DE Que sean cortos, así se Se prefiere tiempos de espera
ESPERA simplifica el trabajo de mayores
mercadotecnia
TRABAJADORES Administración por consenso Se instala a pesar de los
trabajadores
X. UTILIZACIÓN DEL JIT
Obtener el compromiso de la alta gerencia: asegurandose
de que se requiere
Ganarse la cooperacion de la fuerza de trabajo,estimular la
participación
Comenzar con la linea de ensamble final, nivelar la
produccion para que sea casi identica
Reducir los tiempos de preparacion y los tamaños de lote en
areas de fabricacion
Extender el JIT a los proveedores
IMPLEMENTACION DEL JIT
Es aplicable a cualquier compañía, los pasos están interrelacionados y se desarrollan
simultáneamente dentro de una organización.
Cultura
Un cambio estratégico en la administración, significa un cambio en la cultura de la
organización. La cultura de la organización es parte fundamental, que gobierna la manera
como operan los empleados de la organización y es un factor clave para lograr el éxito en el
mercado de competencia.
Para que se acepte el cambio, se debe conocer el significado en las experiencias diarias. Los
cambios culturales administrativos incluyen:
Una definición clara de la misión del negocio en la organización y el mercado.
El apoyo de una administración visible, un carácter y una comunicación excelente.
Estrategia corporativa
Antes de implementar cualquier filosofía de manufactura, la compañía necesita una misión
y un plan estratégico. Por lo que se requiere un análisis externo (mercados, competidores,
clientes, tendencias) e interno (análisis de los puntos fuerte y débiles, así como recursos de
Planeamiento y Control de Producción 10
competencia). Luego del análisis la administración puede establecer los objetivos del
negocio y las prioridades que son útiles para el plan de estrategia. Así se podrá determinar
las estrategias funcionales como mercadotecnia, finanzas, compras, etc. que apoyaran las
metas de la corporación.
En cuanto se refiere a la estrategia de manufactura se toma en cuenta la capacidad,
tecnología, recursos humanos, calidad, organización, planeación y control.
Puntos de referencia de la competencia
Las compañías deben determinar cuál es su nivel de competitividad, por lo que se debe
utilizar la información pertinente para lograr mejorar el rendimiento de manera global. Así
se realiza un estudio manufacturero para establecer el rendimiento manufacturero para los
grupos de productos comparándolos con el de los competidores, incluyendo como cada
parte de la función manufacturera contribuye o impide el rendimiento global.
Orientación al cliente
Que es lo que el cliente realmente busca, debido a que las demandas del cliente varían, la
organización debe demostrar su compromiso de vigilar, satisfacer y anticiparse a las
necesidades cambiantes.
Algunas de las interrogantes a plantearse la compañía, para demostrar que se preocupa por
la satisfacción de sus clientes son:
¿Necesita el cliente mis productos?
¿Se toman datos de los clientes respecto a la confiabilidad, satisfacción y expectativas de los
bienes terminados?
¿Esta información se pasa por los operadores de piso?
¿Se utiliza esta información para el diseño del producto, el control del proceso y
especificaciones para los materiales comprados?
Compromiso
La manera efectiva de diseñar y ejecutar cambios en la estrategia corporativa es mediante
un compromiso y entusiasmo constante de la administración. Este apoyo es necesario para
asegurar la incorporación y continuidad del JIT. Todos los niveles de la administración deben
conocer:
La filosofía JIT
La manera como JIT opera dentro del sistema de manufactura.
Los beneficios probables
La razón por la que es importante que el JIT continúe para el éxito empresarial.
Debe existir un alto nivel de comunicación, por lo que se debe catalogar una administración
abierta, cuya actitud debe der de acción demostrada a través de:
Ayuda en la creación de manuales sobre políticas
Entrenamiento interno de empleados
Relación con todos los niveles de la organización
Presentación de los premios de reconocimiento de logros y contribución de los empleados.
Coordinación
Se necesita un coordinador que forme un equipo representativo de las distintas divisiones
de la compañía, así un coordinador debe:
Conocer las técnicas de comunicación y las de JIT
Ser capaz de vender el concepto de JIT a los empleados
Poseer habilidades educativas
Ser capaz de manejar cambios
Comunicación
Planeamiento y Control de Producción 11
Se requiere una comunicación bilateral desarrollada. Así la comunicación abierta y
frecuente, formal e informal invita a una mayor participación y cooperación, así también el
compromiso de los integrantes de la organización, en ejecutar de manera exitosa sus tareas.
Para una comunicación efectiva se debe tener en cuenta:
Realizar reuniones con los integrantes de la organización y dar a conocer que es JIT
Informales sobre los aspectos técnicos, el papel que desempeñan dentro de este nuevo
programa y lo que el JIT puede hacer por la compañía.
Subrayar la manera como cada persona contribuye al rendimiento de la compañía
Todo esto incluye la participación de todos los niveles de la organización, pues así se
estimula el flujo de ideas, que a su vez ayuda a resolver rápidamente los problemas y tener
un mayor interés en el trabajo.
Cambio
La integración de los factores compromiso, coordinación, comunicación y cooperación
pueden ayudar a que la organización maneje el cambio estratégico.
Se deben elegir ciertas técnicas JIT para el logro de objetivos de la organización, los cambios
a realizarse son:
Distribución de recursos: se debe distribuir suficientes recursos, en especial el de tipo
humano.
Relación con los proveedores: se forma un equipo que asuma la responsabilidad de diseñar
un sistema de entrega JIT que incluya la relación con los proveedores, además diseñar una
base de datos de proveedores cumplidos y de aquellos que mostraron un gran interés por
adoptar el JIT. Se recomienda también obtener el apoyo del proveedor mediante relaciones
regulares que incluyan conocer los procesos y productos, la explicación de los beneficios
mutuos de JIT, visitas reciprocas que permitan ver la manera como sus productos son
utilizados.
Control
Entre más control existe, habrá menos variabilidad y mayor confiabilidad en la fabricación,
se sugiere las siguientes recomendaciones:
Desarrollar técnicas de registro y reporte para medir datos como tiempos de preparación,
tiempos de proceso, tiempos muertos, etc.
Transferir más responsabilidad y control a los operadores, asegurándose que existan los
materiales adecuados, un equipo satisfactorio, existan instrucciones precisas sobre los
métodos, perspectivas de calidad e inspección.
Desarrollar una rutina para identificar y eliminar errores, para esto la compañía debe
analizar los datos regularmente, identificar los problemas y sus causas, rectificar los
problemas y hacer mejoras para eliminar recurrencias en el futuro, estandarizar cambios de
manera que se incorporen en instrucciones, entrenamiento y especificaciones para que
formen parte de la practica permanente.
Establecer procedimientos para la instalación y mantenimiento de máquinas.
Vigilar los resultados de cambios JIT, comparar el rendimiento pre y post JIT, esto se puede
usar para planear la exposición de JIY y como medida de la mayor competitividad de la
compañía.
Calcular las ganancias obtenidas al adoptar el JIT, esto se puede utilizar para demostrar la
utilidad del programa para la administración de la compañía y para obtener su apoyo.
Planeamiento y Control de Producción 12
BIBLIOGRAFIA:
HAY, Edward, La Técnica Japonesa que genera mayor ventaja competitiva.
Colombia: Norma S.A., 1992.
CHASE, Aquilano, Dirección y Administración de la producción y de las
Operaciones. Sexta Edición, México: Mc Graw Hill, 1995.
www.elprisma.com/apuntes/ingenieria_industrial/justoatiempo/
www.aec.es/fondoduc/justintime.pdf
www.gestiopolis.com/recursos/documentos/archivosdoc/degerencia/gerno2/c
alidadtotalqm.
Tesis Uson. (s.f.). Obtenido de
http://tesis.uso.mx/digital/tesis/docs/7179/capitulo3.pdf
ADMINISTRACIÓN DE LA PRODUCCIÓN – RENDER HEIZER, Published on Apr 21,
2016
Planeamiento y Control de Producción 13
Potrebbero piacerti anche
- PROCULTURA-Manual de Historia de Colombia Tomo III PDFDocumento751 paginePROCULTURA-Manual de Historia de Colombia Tomo III PDFSol Alejandra Gaitán Cruz100% (3)
- Metodologa de Las 5s - Mayor Productividad - Mejor Lugar de Trabajo PDFDocumento12 pagineMetodologa de Las 5s - Mayor Productividad - Mejor Lugar de Trabajo PDFr_guilloteNessuna valutazione finora
- JIT FinDocumento13 pagineJIT FinArnaldo Condor SalazarNessuna valutazione finora
- Problemas Tema3 Liquidos y SolidosDocumento3 pagineProblemas Tema3 Liquidos y SolidosMaria Laura ManosalvaNessuna valutazione finora
- Experimento NDocumento8 pagineExperimento NArnaldo Condor SalazarNessuna valutazione finora
- Rio NewDocumento4 pagineRio NewArnaldo Condor SalazarNessuna valutazione finora
- Pendulo SimpleDocumento4 paginePendulo SimpleArnaldo Condor SalazarNessuna valutazione finora
- Pendulo SimpleDocumento4 paginePendulo SimpleArnaldo Condor SalazarNessuna valutazione finora
- Érika Ordosgoitti en Quito, Un Ardor Que Piensa y Se ExpresaDocumento5 pagineÉrika Ordosgoitti en Quito, Un Ardor Que Piensa y Se ExpresaAlbeley Rodríguez BencomoNessuna valutazione finora
- Boletin de AngelDocumento1 paginaBoletin de AngelMARIANessuna valutazione finora
- Formato Anteproyecto UniminutoDocumento2 pagineFormato Anteproyecto UniminutoMargarita rosa duque duque100% (1)
- GeoDocumento4 pagineGeoBryan CabreraNessuna valutazione finora
- SG-R-001 Ficha Tecnica de Indicadores Por ProcesosDocumento20 pagineSG-R-001 Ficha Tecnica de Indicadores Por Procesoscristian fabian ibañez ochoaNessuna valutazione finora
- Resumen 1 Parcial de DidacticaDocumento21 pagineResumen 1 Parcial de Didacticapatricia giraldoNessuna valutazione finora
- Infografia Derecho ConstitucionalDocumento7 pagineInfografia Derecho ConstitucionalAna Cecilia Araya CapristanNessuna valutazione finora
- Poder de DirecciónDocumento5 paginePoder de DirecciónBrigitte ArmasNessuna valutazione finora
- Caso 4 InresaDocumento2 pagineCaso 4 InresaWendy Estefani Quilca CastañedaNessuna valutazione finora
- Parcial 1Documento3 pagineParcial 1Ricardo GomezNessuna valutazione finora
- Informe Sarita PracticaDocumento32 pagineInforme Sarita PracticaMarco Minaya Isla100% (1)
- 2°plan Anual-PrimariaDocumento8 pagine2°plan Anual-PrimariaAlex Trejo RomeroNessuna valutazione finora
- Sistema Integrado de Administración Financiera (SIAFDocumento3 pagineSistema Integrado de Administración Financiera (SIAFBrandon César Barrientos ClavijoNessuna valutazione finora
- El Cardenismo JGDocumento4 pagineEl Cardenismo JGJhonny GregoryNessuna valutazione finora
- Nom Ante La Contaminacion Del SueloDocumento3 pagineNom Ante La Contaminacion Del Sueloluis angel francoNessuna valutazione finora
- Decima Feria Ciencia y Rally de Ciencia 2019Documento6 pagineDecima Feria Ciencia y Rally de Ciencia 2019Harold HajoarNessuna valutazione finora
- Formas de Ingreso A La Administracion PublicaDocumento16 pagineFormas de Ingreso A La Administracion PublicaCDJUNGMANNNessuna valutazione finora
- Reglamento Arquitectura y ConstruccionDocumento62 pagineReglamento Arquitectura y ConstruccionGustavo FriasNessuna valutazione finora
- Campañas de PublicidadDocumento5 pagineCampañas de PublicidadEdgar huanteNessuna valutazione finora
- Diseño SGSST panadería PereiraDocumento72 pagineDiseño SGSST panadería PereiraJOSEPH REYESNessuna valutazione finora
- ContrabandoDocumento22 pagineContrabandoAvi Ram Das0% (2)
- Carácter de Las Fuerzas MotivadorasDocumento1 paginaCarácter de Las Fuerzas MotivadorasMoisés CuencaNessuna valutazione finora
- Modelo pedagógico social cognitivoDocumento6 pagineModelo pedagógico social cognitivoCarlos Julio Carcamo CoronadoNessuna valutazione finora
- Adorno, SignosDocumento8 pagineAdorno, SignosEd OrdNessuna valutazione finora
- TDR Responsable para El Fortalecimiento de Las Jaas y Elaboración de La Base de Datos para El Servicio de Agua PotableDocumento3 pagineTDR Responsable para El Fortalecimiento de Las Jaas y Elaboración de La Base de Datos para El Servicio de Agua PotableFrank CarranzaNessuna valutazione finora
- Informe de Monitoreo Trabajo de CampoDocumento3 pagineInforme de Monitoreo Trabajo de CampoJoel Eslemen Loayza FerreyraNessuna valutazione finora
- Financiamiento empresarialDocumento21 pagineFinanciamiento empresarialAna Eva SánchezNessuna valutazione finora
- Enfoques 1514-6006Documento11 pagineEnfoques 1514-6006Alicia FoxNessuna valutazione finora
- 209 - Francisco Vargas CamachoDocumento4 pagine209 - Francisco Vargas CamachoCésarbd Sánchez Carranza0% (1)