Potrebbero piacerti anche
- Pncal: Pr/ColDocumento15 paginePncal: Pr/ColSanjeev KumarNessuna valutazione finora
- FY23 - Q3 Bonsai - Common Sourcing Components Prices With RR Cable-Uninyvin Cable-Rockwool-CPCB Name Plate Prices Effective November 2022-R12Documento279 pagineFY23 - Q3 Bonsai - Common Sourcing Components Prices With RR Cable-Uninyvin Cable-Rockwool-CPCB Name Plate Prices Effective November 2022-R12Sanjeev KumarNessuna valutazione finora
- KG Controllers KG541-KG934 - KG640-KG645-KG745 Feature Comparison-R07 - 1st September 2019Documento13 pagineKG Controllers KG541-KG934 - KG640-KG645-KG745 Feature Comparison-R07 - 1st September 2019Sanjeev KumarNessuna valutazione finora
- PLNB2 202201280174797 3122 CustomerDocumento5 paginePLNB2 202201280174797 3122 CustomerSanjeev KumarNessuna valutazione finora
- Mechanical Arihant HandbookDocumento309 pagineMechanical Arihant HandbookSanjeev KumarNessuna valutazione finora
- Production Report IEC 13-02-2021Documento166 pagineProduction Report IEC 13-02-2021Sanjeev KumarNessuna valutazione finora
- 5-7.5 Kva Amf Panel-Costing (21-10-20)Documento5 pagine5-7.5 Kva Amf Panel-Costing (21-10-20)Sanjeev KumarNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- GenchemDocumento23 pagineGenchemMarisa RectoNessuna valutazione finora
- Experiment 2 Conductimetry L Determination of The Electrical Properties of SolutionsDocumento3 pagineExperiment 2 Conductimetry L Determination of The Electrical Properties of SolutionsRicky JayNessuna valutazione finora
- STAV 2009 Chemistry Exam 1Documento28 pagineSTAV 2009 Chemistry Exam 1Young Joon HongNessuna valutazione finora
- Safety Data Sheet: SpeedydryDocumento5 pagineSafety Data Sheet: SpeedydryNenes A PuspadiNessuna valutazione finora
- Formulation and Evaluation of Herbal Face ScrubDocumento11 pagineFormulation and Evaluation of Herbal Face ScrubIJRASETPublicationsNessuna valutazione finora
- General Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionDocumento22 pagineGeneral Chemistry 1 - Q3 - Module 3 - Week 5 - April 26-April 30 With InstructionRona Mae BetitaNessuna valutazione finora
- Chap - 9 SolutionsDocumento9 pagineChap - 9 SolutionsKamal KishoreNessuna valutazione finora
- TL 502 ScopeDocumento21 pagineTL 502 Scopeca_rl_4Nessuna valutazione finora
- Aldehydes and Ketones JournalDocumento3 pagineAldehydes and Ketones JournalKshitij PandeyNessuna valutazione finora
- Bernard 2000Documento10 pagineBernard 2000Dwi suparwatiNessuna valutazione finora
- Chem II Capters 13 & 14Documento5 pagineChem II Capters 13 & 14hayek_jamesNessuna valutazione finora
- Ques & Ans Pka KMLDocumento21 pagineQues & Ans Pka KMLMuganeshNessuna valutazione finora
- Testing of Drilling Fluids: Mud DensityDocumento9 pagineTesting of Drilling Fluids: Mud DensityMohammed Amin BenharkatNessuna valutazione finora
- Science Checkpoint Revision Y8Documento16 pagineScience Checkpoint Revision Y8Mark ZuckerburgNessuna valutazione finora
- SoapDocumento33 pagineSoapsahu hemanthkumarNessuna valutazione finora
- Solvents and Supporting ElectrolytesDocumento26 pagineSolvents and Supporting ElectrolytesagusNessuna valutazione finora
- ZSM-5 - Wikipedia, The Free EncyclopediaDocumento4 pagineZSM-5 - Wikipedia, The Free EncyclopediaVan Dung NguyenNessuna valutazione finora
- Figure M 39 Ethanol Water MixtureDocumento10 pagineFigure M 39 Ethanol Water MixturediegoNessuna valutazione finora
- 1 - Pavement Design - Origin - UNH - EstimeDocumento164 pagine1 - Pavement Design - Origin - UNH - EstimeDavid KisaluNessuna valutazione finora
- TDS - Chisorb 519Documento3 pagineTDS - Chisorb 519LIM YE HENGNessuna valutazione finora
- Volumetric Solutions enDocumento6 pagineVolumetric Solutions enDilraj SinghNessuna valutazione finora
- Marcelino ScienceDocumento2 pagineMarcelino ScienceJanice Carnate CataggatanNessuna valutazione finora
- Past Paper QuestionsDocumento9 paginePast Paper QuestionssumaiyahNessuna valutazione finora
- U3 Oxidation and Reduction PPT WatermarkDocumento45 pagineU3 Oxidation and Reduction PPT Watermarkapi-125934329Nessuna valutazione finora
- Selective Sulfide Precipitation of Copper, Cobalt and Iron From Leach SolutionDocumento51 pagineSelective Sulfide Precipitation of Copper, Cobalt and Iron From Leach Solutionjoseph kafumbilaNessuna valutazione finora
- Aluminium Hydroxide: OccurrenceDocumento4 pagineAluminium Hydroxide: OccurrenceZulqur ShoroNessuna valutazione finora
- Science Chem PDFDocumento47 pagineScience Chem PDFBlackpink Is The RevolutionNessuna valutazione finora
- Adulteration Testing of Milk PDFDocumento1 paginaAdulteration Testing of Milk PDFRadi TyoNessuna valutazione finora
- Microbial Enhanced Oil Recovery: Aliya Yernazarova Gulzhan KaiyrmanovaDocumento24 pagineMicrobial Enhanced Oil Recovery: Aliya Yernazarova Gulzhan KaiyrmanovaSayed Afg HashimiNessuna valutazione finora
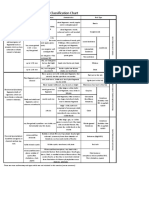
- EESB15 Sedimentary Rock Classification Chart Used (Guide)Documento1 paginaEESB15 Sedimentary Rock Classification Chart Used (Guide)Kristika RaguthasNessuna valutazione finora