Potrebbero piacerti anche
- Strategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzleDocumento9 pagineStrategies Against Reoxidation of Liquid Steel in Billet Casting With Metering NozzlenozediNessuna valutazione finora
- Use of A Circulating Fluid Bed For Flue Gas DesulfurizationDocumento7 pagineUse of A Circulating Fluid Bed For Flue Gas Desulfurizationhozipek5599Nessuna valutazione finora
- Ulrich Daiminger, Waldemar Lind - Adsorption Processes For Natural Gas Treatment - A Technology Update (2004) (24s)Documento24 pagineUlrich Daiminger, Waldemar Lind - Adsorption Processes For Natural Gas Treatment - A Technology Update (2004) (24s)syamsudin2006Nessuna valutazione finora
- Fitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of ServiceDocumento9 pagineFitness For Service Evaluations and Repair of Ammonia Storage Sphere After 25 Years of Servicealimirpur100% (1)
- Absorber TowerDocumento14 pagineAbsorber TowerAhmad Fariz Maulana100% (1)
- Cryogenic Air Separation For The Production of NitrogenDocumento24 pagineCryogenic Air Separation For The Production of NitrogenDjamel Eeddin0% (1)
- Selective Catalytic Reduction - WikipediaDocumento9 pagineSelective Catalytic Reduction - WikipediaAyyappa KuppanNessuna valutazione finora
- Co2 Compression at Worlds LargestDocumento16 pagineCo2 Compression at Worlds LargestihllhmNessuna valutazione finora
- Advances in Cryogenic Air SeparationDocumento25 pagineAdvances in Cryogenic Air SeparationTGrey027Nessuna valutazione finora
- Paper 12 - Improvement of Sacrificial Anode Life For Internal Surface of Process Vessels in UpstrDocumento27 paginePaper 12 - Improvement of Sacrificial Anode Life For Internal Surface of Process Vessels in Upstrrss899Nessuna valutazione finora
- Catalytic Converter Final ReportDocumento51 pagineCatalytic Converter Final ReportJilly Arasu100% (1)
- The Compabloc Compact Heat ExchangerDocumento2 pagineThe Compabloc Compact Heat ExchangerlaythNessuna valutazione finora
- Duplex Stainless Steels in Chemical IndustryDocumento8 pagineDuplex Stainless Steels in Chemical IndustryCarlos Ortega JonesNessuna valutazione finora
- Reduction of Diesel Engine Emissions Usi PDFDocumento6 pagineReduction of Diesel Engine Emissions Usi PDFSalar AhmedNessuna valutazione finora
- 1 s2.0 S1876610217318647 MainDocumento17 pagine1 s2.0 S1876610217318647 MainMoj TabaNessuna valutazione finora
- Lean Profile - Step ChangeDocumento8 pagineLean Profile - Step ChangeumairahmedbaigNessuna valutazione finora
- Corrosion Performance of Commercially PureDocumento12 pagineCorrosion Performance of Commercially PureLuciano CimorelliNessuna valutazione finora
- Brief Summary of Catalytic ConverterDocumento23 pagineBrief Summary of Catalytic ConverterjoelNessuna valutazione finora
- Circulating Fluid Bed Scrubbing TechnologyDocumento7 pagineCirculating Fluid Bed Scrubbing TechnologyЕкатерина ЗеленцовскаяNessuna valutazione finora
- Enhance Energy Design DetailsDocumento43 pagineEnhance Energy Design DetailsFredrick MartinNessuna valutazione finora
- V001t02a007 Ipc2000 117Documento10 pagineV001t02a007 Ipc2000 117zafarbadalNessuna valutazione finora
- AB-SI-4593-16 PARC - Zawtika Phase IC - Instrument Gas Filter - InternalDocumento16 pagineAB-SI-4593-16 PARC - Zawtika Phase IC - Instrument Gas Filter - InternalpragatheeskNessuna valutazione finora
- Cardox-Blockage Removal SystemDocumento5 pagineCardox-Blockage Removal SystemNaelNessuna valutazione finora
- Article 123Documento14 pagineArticle 123Jumana SharanikNessuna valutazione finora
- Scarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDocumento17 pagineScarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDilipNessuna valutazione finora
- CFB Refractory Repair: Power January 2006Documento10 pagineCFB Refractory Repair: Power January 2006num0067Nessuna valutazione finora
- Cokeless CupolaDocumento12 pagineCokeless CupolaGovind RaoNessuna valutazione finora
- Control Atmospheric Brazing Technology For Heat Exchangers ManufacturingDocumento23 pagineControl Atmospheric Brazing Technology For Heat Exchangers ManufacturingInternational Journal of Innovative Science and Research Technology100% (1)
- 1 PBDocumento12 pagine1 PBscata1117Nessuna valutazione finora
- Katalog Zuk enDocumento32 pagineKatalog Zuk enhadiNessuna valutazione finora
- Gas PurgingDocumento2 pagineGas Purgingjose.figueroa@foseco.com100% (1)
- 1 s2.0 026130699290029H MainDocumento3 pagine1 s2.0 026130699290029H MainAbdallah AbdalFatah Mohamed MohamedNessuna valutazione finora
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Documento12 pagineUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNessuna valutazione finora
- SagdsDocumento4 pagineSagdsdattatraykolte100% (1)
- Inconel 625 Significance in The Industrial ApplicationsDocumento7 pagineInconel 625 Significance in The Industrial Applicationsheanjiametals100% (1)
- H2 Rates Fo LeakageDocumento20 pagineH2 Rates Fo LeakagekherrimanNessuna valutazione finora
- An Innovative Device For Vacuum and Air Venting: Laihua Wang, Maya Gershenzon, Vu NguyenDocumento5 pagineAn Innovative Device For Vacuum and Air Venting: Laihua Wang, Maya Gershenzon, Vu NguyenAditheya Varthan MNessuna valutazione finora
- Flue Gas Desulfurization TechnologiesDocumento13 pagineFlue Gas Desulfurization Technologieshozipek5599Nessuna valutazione finora
- Chem EngineeringDocumento61 pagineChem EngineeringVIMALNessuna valutazione finora
- Seminar Report 123 (Reference Copy) 123Documento22 pagineSeminar Report 123 (Reference Copy) 123Ajith RajagopalanNessuna valutazione finora
- A Review of Onshore Flare Systems PLVDocumento9 pagineA Review of Onshore Flare Systems PLVPhilippe LAVOISIERNessuna valutazione finora
- How To Boost HRSG Performance and Increase Your Plant's Bottom LineDocumento28 pagineHow To Boost HRSG Performance and Increase Your Plant's Bottom Lineabdulyunus_amir100% (1)
- 023 - Isomerization Unit (ISOM)Documento5 pagine023 - Isomerization Unit (ISOM)Raghavan VenkatramanNessuna valutazione finora
- Diesel Engines: Vehicle Emission RegulationsDocumento11 pagineDiesel Engines: Vehicle Emission Regulationssheetal62Nessuna valutazione finora
- Converting Dive Tanks For Oxygen ServiceDocumento12 pagineConverting Dive Tanks For Oxygen ServiceRichmond DiveclubNessuna valutazione finora
- Ammonia Tank SpecDocumento4 pagineAmmonia Tank Specsajalkk25Nessuna valutazione finora
- Argon en Horno InduccionDocumento7 pagineArgon en Horno Induccionjose.figueroa@foseco.comNessuna valutazione finora
- Process Duct WorkDocumento5 pagineProcess Duct WorkRoland CepedaNessuna valutazione finora
- Petsoc 64 04 04Documento7 paginePetsoc 64 04 04Sky WalkerNessuna valutazione finora
- Ferrous Metallurgical Operations Double SpacingDocumento28 pagineFerrous Metallurgical Operations Double SpacingArpit PitaliyaNessuna valutazione finora
- Shipyard VisitDocumento16 pagineShipyard VisitJagadeep TcNessuna valutazione finora
- Uhde Brochures PDF en 10Documento24 pagineUhde Brochures PDF en 10Jhon Ramirez100% (1)
- Waste 1 AaacDocumento1.635 pagineWaste 1 AaacDevendra BangarNessuna valutazione finora
- Catalytic ConverterDocumento35 pagineCatalytic ConverterVikas SalveNessuna valutazione finora
- Practical Aspects of A Divided Blast CupolaDocumento3 paginePractical Aspects of A Divided Blast CupolaSiddharth GuptaNessuna valutazione finora
- Guard Bed CatalystsDocumento7 pagineGuard Bed CatalystsargachoNessuna valutazione finora
- 1 s2.0 S1226086X20304779 MainDocumento15 pagine1 s2.0 S1226086X20304779 MainIsraelPala-RosasNessuna valutazione finora
- A Guide to Ship Repair Estimates in Man-hoursDa EverandA Guide to Ship Repair Estimates in Man-hoursValutazione: 4.5 su 5 stelle4.5/5 (5)
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingDa EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNessuna valutazione finora
- Combined Graduate Level Examination (Tier-II), 2018Documento23 pagineCombined Graduate Level Examination (Tier-II), 2018Manish PawarNessuna valutazione finora
- Combined Graduate Level Examination (Tier-II), 2018Documento23 pagineCombined Graduate Level Examination (Tier-II), 2018Manish PawarNessuna valutazione finora
- Challenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDocumento2 pagineChallenge:: Improving Productivity and Reducing Dross Production A T Reynolds Metals CompanyDebashis DashNessuna valutazione finora
- Gemp106 PDFDocumento36 pagineGemp106 PDFwitKenNessuna valutazione finora
- DocumentDocumento81 pagineDocumentVishal NaikNessuna valutazione finora
- We M2Documento18 pagineWe M2FuriNessuna valutazione finora
- Us2494501 PDFDocumento9 pagineUs2494501 PDFDebashis DashNessuna valutazione finora
- 46vcfile ME ESE GATE PSUsDocumento3 pagine46vcfile ME ESE GATE PSUsDebashis DashNessuna valutazione finora
- d1040 HoneywellDocumento32 pagined1040 Honeywellduybac-spkhcmNessuna valutazione finora
- Loss Matrix PDFDocumento21 pagineLoss Matrix PDFDebashis DashNessuna valutazione finora
- A Course in Mechanical Measurements and Instrumentation - A. K. Sawhney and P. SawhneyDocumento121 pagineA Course in Mechanical Measurements and Instrumentation - A. K. Sawhney and P. SawhneyDineshkumar PNessuna valutazione finora
- Reliable Blocked Flue Wall Detection For EnhancedDocumento4 pagineReliable Blocked Flue Wall Detection For EnhancedDebashis DashNessuna valutazione finora
- Veer Surendra Sai University of Technology, BurlaDocumento2 pagineVeer Surendra Sai University of Technology, BurlaDebashis DashNessuna valutazione finora
- Engineering MechanicsDocumento53 pagineEngineering MechanicsDebashis DashNessuna valutazione finora
- A Mathematical Model of Aluminum Depth Filtration PDFDocumento12 pagineA Mathematical Model of Aluminum Depth Filtration PDFDebashis DashNessuna valutazione finora
- Sludge Formation in Hall Héroult Process: An Existing ProblemDocumento10 pagineSludge Formation in Hall Héroult Process: An Existing ProblemDebashis DashNessuna valutazione finora
- We M2Documento18 pagineWe M2FuriNessuna valutazione finora
- Rexroth Hydraulic Pumps Catalog PDF - Soup - IoDocumento2 pagineRexroth Hydraulic Pumps Catalog PDF - Soup - IoDebashis Dash0% (1)
- Rob0180en - C LRDocumento2 pagineRob0180en - C LRDebashis DashNessuna valutazione finora
- Fluid Power Notes 4 Hydraulic Valves PDFDocumento9 pagineFluid Power Notes 4 Hydraulic Valves PDFreselNessuna valutazione finora
- FM Fabricated Dips Concentirc ReducerDocumento3 pagineFM Fabricated Dips Concentirc ReducerDebashis DashNessuna valutazione finora
- Us2231696 PDFDocumento8 pagineUs2231696 PDFDebashis DashNessuna valutazione finora
- Pro VDocumento2 paginePro VDebashis DashNessuna valutazione finora
- US4470846Documento13 pagineUS4470846Debashis DashNessuna valutazione finora
- Design and Construction of Tilting Furnace For Producing Aluminium Matrix CompositesDocumento12 pagineDesign and Construction of Tilting Furnace For Producing Aluminium Matrix CompositesDebashis DashNessuna valutazione finora
- Icsoba-45, 391-400, 2016Documento10 pagineIcsoba-45, 391-400, 2016Debashis DashNessuna valutazione finora
- Evaluation of Empirical Heat Transfer Models Using 2017 Applied Thermal EngDocumento9 pagineEvaluation of Empirical Heat Transfer Models Using 2017 Applied Thermal EngDebashis DashNessuna valutazione finora
- Talanta: Daniel Salazar-Beltrán, Laura Hinojosa-Reyes, Edgar Ruiz-Ruiz, Aracely Hernández-Ramírez, Jorge Luis Guzmán-MarDocumento7 pagineTalanta: Daniel Salazar-Beltrán, Laura Hinojosa-Reyes, Edgar Ruiz-Ruiz, Aracely Hernández-Ramírez, Jorge Luis Guzmán-MarDebashis DashNessuna valutazione finora
- Supercharger PDFDocumento3 pagineSupercharger PDFDebashis DashNessuna valutazione finora
- 1.3.1. LEHE1448-02r - G3512HDocumento7 pagine1.3.1. LEHE1448-02r - G3512HJuan Valdivieso100% (2)
- Atlas Copco Xats 400 JD t3Documento129 pagineAtlas Copco Xats 400 JD t3german gualavisi100% (1)
- Sandpiper Pump HDF2Documento17 pagineSandpiper Pump HDF2david zunigaNessuna valutazione finora
- Manual de Partes Cosechadora 3520 Pc9719Documento1.016 pagineManual de Partes Cosechadora 3520 Pc9719Sory feny campo QuijanoNessuna valutazione finora
- TDS V20 Illustrated Parts Catalog Revision 4 - 5 From Serial No - TRXDSV20LDGH54406Documento397 pagineTDS V20 Illustrated Parts Catalog Revision 4 - 5 From Serial No - TRXDSV20LDGH54406HöflingerNorbertNessuna valutazione finora
- Devilbiss Devair PD Air Dryer ManualDocumento16 pagineDevilbiss Devair PD Air Dryer ManualSafeNessuna valutazione finora
- Workshop Manual, 9-16L Ind. (Group 30), EMS2Documento208 pagineWorkshop Manual, 9-16L Ind. (Group 30), EMS2manuel93% (15)
- VEK 20-50 Screw Compressor: Maintenance and Spare Parts GuideDocumento53 pagineVEK 20-50 Screw Compressor: Maintenance and Spare Parts GuideSegey100% (1)
- 13 - Gas A&I G3500 Commissioning Guide.Documento56 pagine13 - Gas A&I G3500 Commissioning Guide.osamaNessuna valutazione finora
- Industrial Generator Set Accessories: Sound Level 1 Enclosure Standard FeaturesDocumento11 pagineIndustrial Generator Set Accessories: Sound Level 1 Enclosure Standard FeaturesGohoNessuna valutazione finora
- Standard Norsok Standard R 001 For Mechanical EqptDocumento152 pagineStandard Norsok Standard R 001 For Mechanical Eqptaravindhcam100% (2)
- ACERT 2005 Ratings Update 090204 Rev 2Documento58 pagineACERT 2005 Ratings Update 090204 Rev 2Ignacio CanoNessuna valutazione finora
- Operation Manual: Daikin Room Air ConditionerDocumento92 pagineOperation Manual: Daikin Room Air ConditionerbenNessuna valutazione finora
- Turbo Air Classifier DesignDocumento21 pagineTurbo Air Classifier Designnayan patelNessuna valutazione finora
- Partes Compresor Sullair 550rh, 600hh, 700hh, 750hDocumento104 paginePartes Compresor Sullair 550rh, 600hh, 700hh, 750hAbdul Zapata Escobar67% (3)
- Cessa 172 ChecklistDocumento1 paginaCessa 172 ChecklistMr. JaxNessuna valutazione finora
- F 550 Turbo Diesel 2000-2001Documento78 pagineF 550 Turbo Diesel 2000-2001Fernando Ortiz100% (1)
- Spare Parts Catalog - Scooptram ST1030Documento956 pagineSpare Parts Catalog - Scooptram ST1030Elvis RianNessuna valutazione finora
- DDEC CodesDocumento12 pagineDDEC CodesRenato Patricio Riquelme SilvaNessuna valutazione finora
- Price Pump 0.25Documento2 paginePrice Pump 0.25Murthy NarayananNessuna valutazione finora
- Quick Reference HandbookDocumento88 pagineQuick Reference Handbookalilounahdiste100% (1)
- P6124 Titan T 130 PowerPlant Scope of SupplyDocumento8 pagineP6124 Titan T 130 PowerPlant Scope of Supplydanferreiro8318Nessuna valutazione finora
- Turbo Flo Stallion t15 Metal EomDocumento28 pagineTurbo Flo Stallion t15 Metal Eomvladimir robalinoNessuna valutazione finora
- 1 Operation Manual PDFDocumento31 pagine1 Operation Manual PDFthanhNessuna valutazione finora
- Industrial Compressors Series Eko: ManualDocumento31 pagineIndustrial Compressors Series Eko: ManualKONAN50% (2)
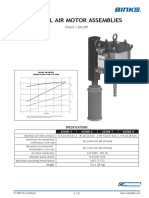
- Binks AX260L Air Motor BreakdownDocumento11 pagineBinks AX260L Air Motor BreakdownAryo KamandanuNessuna valutazione finora
- J1708 PID - MID - SID Identification - Cutting Edge Automotive SolutionsDocumento2 pagineJ1708 PID - MID - SID Identification - Cutting Edge Automotive Solutionsfranzk666999Nessuna valutazione finora
- MOTORTECH Manual VariFuel3 01.50.031 2022 A EN WEBDocumento44 pagineMOTORTECH Manual VariFuel3 01.50.031 2022 A EN WEBАндрей ДубовецNessuna valutazione finora
- Sullair LS120Documento172 pagineSullair LS120martin_jaitman100% (1)
- SA220-280AW Serial Operator Manual-FS (62英文版)Documento52 pagineSA220-280AW Serial Operator Manual-FS (62英文版)Shihab AlakhallyNessuna valutazione finora