Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- EffectivenessDocumento1 paginaEffectivenessAl BorjaNessuna valutazione finora
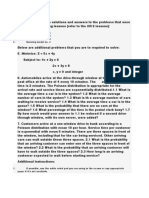
- Submit The Complete Solutions and Answers To The Problems That Were Given On The Following LessonsDocumento2 pagineSubmit The Complete Solutions and Answers To The Problems That Were Given On The Following LessonsJomar DimabuyuNessuna valutazione finora
- Managaerial AccDocumento21 pagineManagaerial AccJomar DimabuyuNessuna valutazione finora
- Item Ergonomic Problems During Prolonged Meetings 1 2 3 4 5 Sum of 1, 2 and 3Documento4 pagineItem Ergonomic Problems During Prolonged Meetings 1 2 3 4 5 Sum of 1, 2 and 3Jomar DimabuyuNessuna valutazione finora
- Sample FEASIBILITY STUDYDocumento53 pagineSample FEASIBILITY STUDYJomar DimabuyuNessuna valutazione finora
- Accounting ProblemsDocumento16 pagineAccounting ProblemsJomar DimabuyuNessuna valutazione finora
- Transportation AssignmentDocumento28 pagineTransportation AssignmentMaaz KaziNessuna valutazione finora
- Feasibility Analysis of Laundry Lounge in Vietnam, Targeting StudentsDocumento122 pagineFeasibility Analysis of Laundry Lounge in Vietnam, Targeting StudentsJomar DimabuyuNessuna valutazione finora
- Accounting ProblemsDocumento16 pagineAccounting ProblemsJomar DimabuyuNessuna valutazione finora
- TalisayDocumento2 pagineTalisayJet GarciaNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- M Javed AslamDocumento35 pagineM Javed AslammukhtarNessuna valutazione finora
- 03 Literature ReviewDocumento14 pagine03 Literature ReviewShweta Gupta100% (1)
- Dist. Mgt-Lec. 4Documento22 pagineDist. Mgt-Lec. 4ALEXANDREA GUILLERMONessuna valutazione finora
- Resume PDFDocumento2 pagineResume PDFapi-522448857Nessuna valutazione finora
- Supply Chain BasicsDocumento1 paginaSupply Chain BasicsDhanu ReddyNessuna valutazione finora
- MTDF Qa 300 PRC 5002 R1Documento11 pagineMTDF Qa 300 PRC 5002 R1Billy Kurniawan100% (1)
- TQM MidtermDocumento39 pagineTQM MidtermJehcel Abanador50% (4)
- 01 AC212 Lecture 1-Material PDFDocumento30 pagine01 AC212 Lecture 1-Material PDFJam JamNessuna valutazione finora
- Amit SIngh Resume SCM-6Documento3 pagineAmit SIngh Resume SCM-6amitNessuna valutazione finora
- 2.1 Lean Overview GB V 1Documento11 pagine2.1 Lean Overview GB V 1haidar khadourNessuna valutazione finora
- MRP & Erp: Prof. Eloida C. DagumboyDocumento22 pagineMRP & Erp: Prof. Eloida C. DagumboyRowena MalinaoNessuna valutazione finora
- 2.2 JIT & HP (S)Documento12 pagine2.2 JIT & HP (S)KikiNessuna valutazione finora
- A.2 Sequence & Interaction of QMS Processes: Quality ManualDocumento1 paginaA.2 Sequence & Interaction of QMS Processes: Quality ManualDhananjay PatilNessuna valutazione finora
- Unlocked - Supplier Audit Checklist ExampleDocumento68 pagineUnlocked - Supplier Audit Checklist ExampleVi KraNessuna valutazione finora
- Part 5: Distribution DecisionsDocumento36 paginePart 5: Distribution Decisionsumav16Nessuna valutazione finora
- Inventory Management and Material HandlingDocumento8 pagineInventory Management and Material HandlingYosef KetemaNessuna valutazione finora
- Materials Management - Ch3Documento33 pagineMaterials Management - Ch3Rdon KhalidNessuna valutazione finora
- SCOR Model Workshop: A Lecture-Presentation by Prof. Deepak JakateDocumento98 pagineSCOR Model Workshop: A Lecture-Presentation by Prof. Deepak JakateAjay KaushikNessuna valutazione finora
- LogisticsDocumento11 pagineLogisticshmghodkeNessuna valutazione finora
- Logistic and Supply Chain Managment ANNA UNIVERSITYDocumento12 pagineLogistic and Supply Chain Managment ANNA UNIVERSITYKranthy Jc100% (1)
- Assignment Assessment: CMI Level 5 Diploma in Management and LeadershipDocumento14 pagineAssignment Assessment: CMI Level 5 Diploma in Management and LeadershipSundas SoomroNessuna valutazione finora
- Lec01 - SlidesDocumento23 pagineLec01 - SlidesAmr HakakNessuna valutazione finora
- 1179 2201 1 SM PDFDocumento18 pagine1179 2201 1 SM PDFAngel HambaliNessuna valutazione finora
- Kaizen® Basics: Sensei Masaaki ImaiDocumento23 pagineKaizen® Basics: Sensei Masaaki ImaiDilfaraz KalawatNessuna valutazione finora
- Roadmap For ActivitiesDocumento1 paginaRoadmap For ActivitiesaslamNessuna valutazione finora
- Master Production Scheduling: Sardar Patel College of EngineeringDocumento50 pagineMaster Production Scheduling: Sardar Patel College of EngineeringAmey RajputNessuna valutazione finora
- Oracle SOA 11.1.1.5.0 Admin GuideDocumento698 pagineOracle SOA 11.1.1.5.0 Admin GuideConnie WallNessuna valutazione finora
- Extending The Domain To Include Oracle BPMDocumento20 pagineExtending The Domain To Include Oracle BPMsalehacosta1983Nessuna valutazione finora
- The 3Ms: Jon Woolfrey Faculty of Engineering & Information Technology (FEIT), University of Technology Sydney (UTS)Documento15 pagineThe 3Ms: Jon Woolfrey Faculty of Engineering & Information Technology (FEIT), University of Technology Sydney (UTS)oscar147Nessuna valutazione finora
- TQMDocumento1 paginaTQMsinh24X70% (1)