Potrebbero piacerti anche
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Peugeot 407: Jump To Navigation Jump To SearchDocumento12 paginePeugeot 407: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Volkswagen TransporterDocumento11 pagineVolkswagen TransporterKhaled FatnassiNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Peugeot 206Documento19 paginePeugeot 206Khaled FatnassiNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Data Sheet: Elcometer 236 DC Holiday DetectorDocumento5 pagineData Sheet: Elcometer 236 DC Holiday DetectorKhaled FatnassiNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 0485 B1ha#m103 2 001Documento1 pagina0485 B1ha#m103 2 001Khaled FatnassiNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Peugeot 406: Jump To Navigation Jump To SearchDocumento11 paginePeugeot 406: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Volkswagen Type 2Documento25 pagineVolkswagen Type 2Khaled Fatnassi0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Volkswagen Golf: Jump To Navigation Jump To SearchDocumento23 pagineVolkswagen Golf: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- Volkswagen PoloDocumento33 pagineVolkswagen PoloKhaled FatnassiNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Volkswagen Commercial VehiclesDocumento14 pagineVolkswagen Commercial VehiclesKhaled FatnassiNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Volkswagen Golf: Jump To Navigation Jump To SearchDocumento23 pagineVolkswagen Golf: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Quality ControlDocumento8 pagineQuality ControlKhaled FatnassiNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Pipe-System PVC Thinwall SHC-30 CharlotteDocumento1 paginaPipe-System PVC Thinwall SHC-30 CharlotteKhaled FatnassiNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Mazda: Jump To Navigation Jump To SearchDocumento20 pagineMazda: Jump To Navigation Jump To SearchKhaled Fatnassi0% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Manomètre MEI 0-40 Bars - VerticalDocumento1 paginaManomètre MEI 0-40 Bars - VerticalKhaled FatnassiNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Volkswagen Amarok: Jump To Navigation Jump To SearchDocumento15 pagineVolkswagen Amarok: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- Pickup TruckDocumento9 paginePickup TruckKhaled FatnassiNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Fiat Automobiles S.p.A.: Jump To Navigation Jump To SearchDocumento21 pagineFiat Automobiles S.p.A.: Jump To Navigation Jump To SearchKhaled FatnassiNessuna valutazione finora
- Quality InvestingDocumento4 pagineQuality InvestingKhaled FatnassiNessuna valutazione finora
- Quality ManagementDocumento14 pagineQuality ManagementKhaled FatnassiNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Quality AssuranceDocumento9 pagineQuality AssuranceKhaled FatnassiNessuna valutazione finora
- PipingDocumento6 paginePipingQasim aliNessuna valutazione finora
- InspectionDocumento7 pagineInspectionKhaled FatnassiNessuna valutazione finora
- Weld FamilyDocumento10 pagineWeld FamilyKhaled FatnassiNessuna valutazione finora
- Arc WeldingDocumento11 pagineArc WeldingKhaled FatnassiNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Gas Tungsten Arc WeldingDocumento14 pagineGas Tungsten Arc WeldingKhaled FatnassiNessuna valutazione finora
- FCAWDocumento5 pagineFCAWKhaled FatnassiNessuna valutazione finora
- Submerged Arc WeldingDocumento7 pagineSubmerged Arc WeldingKhaled FatnassiNessuna valutazione finora
- Heat FusionDocumento4 pagineHeat FusionKhaled FatnassiNessuna valutazione finora
- Al Finned Tube (2111209) 2Documento1 paginaAl Finned Tube (2111209) 2Ammar KhaleelNessuna valutazione finora
- Handbook To BC1 2012Documento53 pagineHandbook To BC1 2012undf2567% (3)
- Ams 5537H PDFDocumento6 pagineAms 5537H PDFR Krishna KumarNessuna valutazione finora
- Screw Size ClearancesDocumento15 pagineScrew Size ClearancesPTE TOPPERNessuna valutazione finora
- Cold WorkingDocumento7 pagineCold WorkingShahir Afif IslamNessuna valutazione finora
- NTS Pipes Fittings Flanges BrochureDocumento52 pagineNTS Pipes Fittings Flanges BrochureAndika JuliandahriNessuna valutazione finora
- Corrosion-Resistant High-Silicon Iron Castings: Standard Specification ForDocumento5 pagineCorrosion-Resistant High-Silicon Iron Castings: Standard Specification Forrobert gridleyNessuna valutazione finora
- Astm A995 A995m 13 2013 PDFDocumento4 pagineAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- THE PEROIDIC TABLE Answer Key 2dd55 61635c8cDocumento1 paginaTHE PEROIDIC TABLE Answer Key 2dd55 61635c8cbhagat johnsonNessuna valutazione finora
- CopperDocumento16 pagineCopperPrerit PandeyNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Nig VT Spec QB S2 - Level IiDocumento12 pagineNig VT Spec QB S2 - Level Iikingston100% (1)
- Asbestos Cement PartitionDocumento7 pagineAsbestos Cement PartitionMohamed HNessuna valutazione finora
- Metalworking: Reporters: Casselle Madel Pable Ronie DagaleaDocumento15 pagineMetalworking: Reporters: Casselle Madel Pable Ronie DagaleaRonie DagaleaNessuna valutazione finora
- Code Cases Boilers and Pressure VesselsDocumento673 pagineCode Cases Boilers and Pressure VesselsDaniel100% (4)
- Section Guillotine: Title SawDocumento4 pagineSection Guillotine: Title SawIsabel TorresNessuna valutazione finora
- FoundryDocumento120 pagineFoundrycelinaNessuna valutazione finora
- Delta Mks (Zinc Flake) - Pea ProjectDocumento32 pagineDelta Mks (Zinc Flake) - Pea ProjectTAEWARAT RAKRUANGNessuna valutazione finora
- 8 Welding SymbolsDocumento43 pagine8 Welding Symbolsjamilhse7759Nessuna valutazione finora
- SAILMA Grades Steel Plates & SheetsDocumento2 pagineSAILMA Grades Steel Plates & SheetsElumalai SrinivasanNessuna valutazione finora
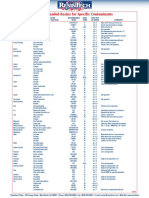
- Recommended Resins (ResinTech)Documento1 paginaRecommended Resins (ResinTech)dyarifinNessuna valutazione finora
- Super Invar: Ational Lectronic LloysDocumento1 paginaSuper Invar: Ational Lectronic LloysMuhlisaApriliaNessuna valutazione finora
- Non Ferrous-Metal - Group-2 - Written-Report - ME3Documento11 pagineNon Ferrous-Metal - Group-2 - Written-Report - ME3ELLIENessuna valutazione finora
- Color CMA Micro Project - Merged PDFDocumento8 pagineColor CMA Micro Project - Merged PDFtghrtghrthNessuna valutazione finora
- ST52-3 (PLATE) Mechanical PropertiesDocumento1 paginaST52-3 (PLATE) Mechanical Propertiesistasyonbaykusu100% (1)
- Chemical Composition: Element Content (%)Documento3 pagineChemical Composition: Element Content (%)Nícoli GaloNessuna valutazione finora
- Is 3989.1984-Centrifugally Cast (Spun) Iron SpigotDocumento40 pagineIs 3989.1984-Centrifugally Cast (Spun) Iron SpigotsanjaigNessuna valutazione finora
- Final Technical Report. Group 2Documento13 pagineFinal Technical Report. Group 2Chamel Jamora RuperezNessuna valutazione finora
- Press Tool Technical RequirementsDocumento6 paginePress Tool Technical RequirementsVenkateswaran venkateswaranNessuna valutazione finora
- Dissimilar Metal Welds: Inconel To Carbon Steel: Steven KnappDocumento27 pagineDissimilar Metal Welds: Inconel To Carbon Steel: Steven KnappRebecca KelleyNessuna valutazione finora
- Analog Design and Simulation Using OrCAD Capture and PSpiceDa EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNessuna valutazione finora
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDa EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneValutazione: 4.5 su 5 stelle4.5/5 (5)