Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Geomat Tech Data SheetDocumento1 paginaGeomat Tech Data SheetclangatNessuna valutazione finora
- Sizing ConductorsDocumento117 pagineSizing ConductorsJeremy McfaddenNessuna valutazione finora
- Green Composite ManufacturingDocumento19 pagineGreen Composite ManufacturingDelovita GintingNessuna valutazione finora
- SP-1246 Part-3Documento26 pagineSP-1246 Part-3Rajkumar ANessuna valutazione finora
- MS 1529 2015 PDocumento5 pagineMS 1529 2015 PDude0% (1)
- WRLD Eps 01 0005Documento1 paginaWRLD Eps 01 0005DudeNessuna valutazione finora
- NPB Member and Affiliate Benefits 2017: Niseko Promotion BoardDocumento5 pagineNPB Member and Affiliate Benefits 2017: Niseko Promotion BoardDudeNessuna valutazione finora
- WRLD Eps 01 0011Documento1 paginaWRLD Eps 01 0011DudeNessuna valutazione finora
- Sample EAP PostersDocumento1 paginaSample EAP PostersDudeNessuna valutazione finora
- Catalogus PDFDocumento1 paginaCatalogus PDFDudeNessuna valutazione finora
- Labuan Map 2020Documento1 paginaLabuan Map 2020DudeNessuna valutazione finora
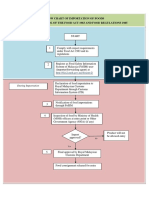
- Before Importation: Flow Chart of Importation of Foods Under The Control of The Food Act 1983 and Food Regulations 1985Documento2 pagineBefore Importation: Flow Chart of Importation of Foods Under The Control of The Food Act 1983 and Food Regulations 1985DudeNessuna valutazione finora
- Travel Agencies: Ferry Express ServicesDocumento1 paginaTravel Agencies: Ferry Express ServicesDudeNessuna valutazione finora
- CheckDocumento2 pagineCheckDudeNessuna valutazione finora
- 2015 Short Intro Bugs TanDocumento2 pagine2015 Short Intro Bugs TanDudeNessuna valutazione finora
- SKB Ar 2017Documento102 pagineSKB Ar 2017DudeNessuna valutazione finora
- Premilene Mesh: B. Braun MeshesDocumento6 paginePremilene Mesh: B. Braun MeshesDina Friance ManihurukNessuna valutazione finora
- AREMA CHAPTER 1 - Section 4.9 Corrugated Polypropylene Pipe - Approval Januray 2016Documento15 pagineAREMA CHAPTER 1 - Section 4.9 Corrugated Polypropylene Pipe - Approval Januray 2016pquiroga2Nessuna valutazione finora
- Polymer: Takumitsu Kida, Masayuki YamaguchiDocumento9 paginePolymer: Takumitsu Kida, Masayuki YamaguchiraulNessuna valutazione finora
- BIOplastics Catalog2010Documento129 pagineBIOplastics Catalog2010Enrico SchicchiNessuna valutazione finora
- Part 2 Exit Paper Polymers - ABEJO BSChE 2ADocumento3 paginePart 2 Exit Paper Polymers - ABEJO BSChE 2AJomariAbejoNessuna valutazione finora
- Heat Exchangers of PolypropyleneDocumento2 pagineHeat Exchangers of PolypropyleneTan So100% (1)
- Polymers PP PP Copolymer LyondellBasell Profax 8623Documento2 paginePolymers PP PP Copolymer LyondellBasell Profax 8623Chandan AryaNessuna valutazione finora
- Yhg/Yhf: Plastic Filters - On Line Filter Model 'H''Documento2 pagineYhg/Yhf: Plastic Filters - On Line Filter Model 'H''Ted ThomsonNessuna valutazione finora
- Selectivity in Propene Polymerization With Metallocene CatalystsDocumento94 pagineSelectivity in Propene Polymerization With Metallocene Catalystsnaresh kumarNessuna valutazione finora
- THERMOPLASTICDocumento5 pagineTHERMOPLASTICMat SyafiqNessuna valutazione finora
- Tutorial 1 Solution For PolymerDocumento4 pagineTutorial 1 Solution For PolymerdvianNessuna valutazione finora
- VARCO October 2013Documento48 pagineVARCO October 2013Pumper MagazineNessuna valutazione finora
- The Mechanical Properties of Polypropylene - Polylactic Acid (PP-PLA) Polymer Blends - 24 PagesDocumento24 pagineThe Mechanical Properties of Polypropylene - Polylactic Acid (PP-PLA) Polymer Blends - 24 PagesSiddharthBhasneyNessuna valutazione finora
- CH 4 PE PipeDocumento22 pagineCH 4 PE Pipeanon_104613317Nessuna valutazione finora
- Float Switch PDFDocumento1 paginaFloat Switch PDFMuath SamaraNessuna valutazione finora
- High Density-Pp Low Noise Drainage System: Astral Poly Technik LimitedDocumento4 pagineHigh Density-Pp Low Noise Drainage System: Astral Poly Technik LimitedAbdullaKakkadKarumbilNessuna valutazione finora
- ACO StormBrixx BrochureDocumento32 pagineACO StormBrixx BrochureJose MariaNessuna valutazione finora
- TDS - PP Yarn - Luban HP1102K - OQ PDFDocumento2 pagineTDS - PP Yarn - Luban HP1102K - OQ PDFNazmul - Polymet SANessuna valutazione finora
- Identification of Plastics Fredleykrej V. Aseoche, Joshua C. Enriquez, Benevide M. Gatus, Joseph Amiel R. Rempillo, Lady Carmela O. SacuezaDocumento3 pagineIdentification of Plastics Fredleykrej V. Aseoche, Joshua C. Enriquez, Benevide M. Gatus, Joseph Amiel R. Rempillo, Lady Carmela O. SacuezaLauren VillegasNessuna valutazione finora
- Narrative ReportDocumento11 pagineNarrative ReportWilvard LachicaNessuna valutazione finora
- PPG39APR11EXPDocumento66 paginePPG39APR11EXPAmritNessuna valutazione finora
- Geosynthetics Filter Codes of PracticeDocumento42 pagineGeosynthetics Filter Codes of PracticeyuNessuna valutazione finora
- Semi-Finished Products: For Extreme Applications Pe, PP, PVDF, Ectfe, Fep, PfaDocumento16 pagineSemi-Finished Products: For Extreme Applications Pe, PP, PVDF, Ectfe, Fep, PfaLuciano CortisNessuna valutazione finora
- VIN269 StormPRO For Low Pressure ApplicationsDocumento4 pagineVIN269 StormPRO For Low Pressure ApplicationsBarrasons Engineers TeamNessuna valutazione finora
- Capstone Project - Alexander Diaz FVLL4Documento141 pagineCapstone Project - Alexander Diaz FVLL4rafael machado moreira cesarNessuna valutazione finora
- Packaging Fruit PracticesDocumento18 paginePackaging Fruit PracticesVikrant JaryanNessuna valutazione finora