Potrebbero piacerti anche
- API 571 - 2011 TraduzidoDocumento372 pagineAPI 571 - 2011 TraduzidoEdilson Alvarenga100% (1)
- Procedimento de Expansão de Tubos de Caldeiras - TpsDocumento10 pagineProcedimento de Expansão de Tubos de Caldeiras - TpsTiago Pisquiotini100% (1)
- SENAI - Leitura e Interpretação de Desenho Técnico IDocumento108 pagineSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Relatorio Tubulacao Vapor Queijos CapitolioDocumento15 pagineRelatorio Tubulacao Vapor Queijos CapitolioFelipe Furtado100% (1)
- API 6D - Ensaios de VálvulasDocumento2 pagineAPI 6D - Ensaios de VálvulasPedro Dutra100% (1)
- Teste Hidrostatico CCPRDocumento22 pagineTeste Hidrostatico CCPRLuis GomesNessuna valutazione finora
- 16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Documento10 pagine16 17 Laudo Técn Insp Seg - Vaso de Pressão Atlas Copco Brasil 2013, Identificação 1722Pressure EngenhariaNessuna valutazione finora
- Pi-Mv-011-Teste Hidrostático de Tubulações MetálicasDocumento8 paginePi-Mv-011-Teste Hidrostático de Tubulações MetálicasSidnei Rodrigues100% (1)
- Procedimento de Teste HidrostáticoDocumento5 pagineProcedimento de Teste HidrostáticoInspetor Soldagem50% (2)
- Comparison B31.3 X ASME VIIIDocumento7 pagineComparison B31.3 X ASME VIIIRoberto Faustino Faustino100% (1)
- Jeremias de Morais-H.mDocumento12 pagineJeremias de Morais-H.mhermenegildo100% (1)
- Guia Básico de Kundalini YogaDocumento11 pagineGuia Básico de Kundalini YogaJuínaNessuna valutazione finora
- TCC - Feedback: Um Estudo Sobre A Percepção Dos Gestores de Uma Instituição Financeira Do Distrito Federal - Itaú-Unibanco S/aDocumento24 pagineTCC - Feedback: Um Estudo Sobre A Percepção Dos Gestores de Uma Instituição Financeira Do Distrito Federal - Itaú-Unibanco S/aBruce Rodrigues De AraújoNessuna valutazione finora
- N-1807 - Medição de RecalqueDocumento13 pagineN-1807 - Medição de RecalqueRodrigo CarneiroNessuna valutazione finora
- 013.2020 - Vaso P2000 Av - Atm - Pedido 986 - N Serie 1097 PDFDocumento50 pagine013.2020 - Vaso P2000 Av - Atm - Pedido 986 - N Serie 1097 PDFWagner CarvalhoNessuna valutazione finora
- 430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorDocumento2 pagine430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorNubia MaitanaNessuna valutazione finora
- Procedimento para Teste de EstanqueidadeDocumento4 pagineProcedimento para Teste de EstanqueidadeFilipe DondoniNessuna valutazione finora
- TESTE HIDROESTATICO Com RelatorioDocumento3 pagineTESTE HIDROESTATICO Com RelatorioJefferson BelesNessuna valutazione finora
- Teste Hidrostatico Permutadores CONTRERASDocumento12 pagineTeste Hidrostatico Permutadores CONTRERASLuis GomesNessuna valutazione finora
- Pe-2at-00032 - Teste de PressãoDocumento48 paginePe-2at-00032 - Teste de PressãoKilldery PereiraNessuna valutazione finora
- Endoscopia Tubos SR 01 e SR 02 Formador de EspirasDocumento5 pagineEndoscopia Tubos SR 01 e SR 02 Formador de EspirasJosiane Viana100% (2)
- Ensaio de Video-Endoscopia IndustrialDocumento6 pagineEnsaio de Video-Endoscopia IndustrialGianNessuna valutazione finora
- NBR 10288 - Cilindro de Aco para Gases Comprimidos - Ensaio Hidrostatico Pelo Metodo Da ExpansaoDocumento7 pagineNBR 10288 - Cilindro de Aco para Gases Comprimidos - Ensaio Hidrostatico Pelo Metodo Da ExpansaoLuis Gustavo100% (1)
- ASME VIII-Div1 Inspeç - o Bigal 1Documento1 paginaASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanNessuna valutazione finora
- g2802 Manual Compressor 50l Com Vistas ExplodidasDocumento18 pagineg2802 Manual Compressor 50l Com Vistas ExplodidasNilton sergio gomes lins0% (1)
- N-0464 Rev JDocumento56 pagineN-0464 Rev JWanderley FonsecaNessuna valutazione finora
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Documento15 pagine01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Nessuna valutazione finora
- API510 PortuguesDocumento83 pagineAPI510 PortuguesCarlos JesusNessuna valutazione finora
- DT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1Documento17 pagineDT Ab Re Es Tee 005 Aperto Mont - Paraf.conf - Asme PCC 1LOURIVALOS4935Nessuna valutazione finora
- N-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)Documento16 pagineN-2511 - Inspeção de Serviço em Trocadores de Calor (Out-2000)JuBessaNessuna valutazione finora
- Manual DM5 - Medidor de EspessuraDocumento105 pagineManual DM5 - Medidor de EspessuraJanainaCM0% (2)
- Relacao de Soldadores Qualificados ASMEDocumento1 paginaRelacao de Soldadores Qualificados ASMEEderNessuna valutazione finora
- Relatorio Liquido PenetranteDocumento6 pagineRelatorio Liquido PenetranteCaio CezarNessuna valutazione finora
- NBR 15358 Redes de Distribuicao Comercial e IndustrialDocumento33 pagineNBR 15358 Redes de Distribuicao Comercial e IndustrialLenice AndradeNessuna valutazione finora
- Procedimento Teste HidrostáticoDocumento8 pagineProcedimento Teste Hidrostáticoorea1Nessuna valutazione finora
- Laudo Teste de Estanqueidade em Posto de GasolinaDocumento37 pagineLaudo Teste de Estanqueidade em Posto de GasolinaEvandro BonaNessuna valutazione finora
- Metodologia para Inspeções NR 13 Edição 2020Documento10 pagineMetodologia para Inspeções NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- Controle de Desempenho de SoldadoresDocumento2 pagineControle de Desempenho de SoldadoresRodrigo SousaNessuna valutazione finora
- It - 003 - 00 - Liquido PenetranteDocumento6 pagineIt - 003 - 00 - Liquido PenetranteRomulo AlvesNessuna valutazione finora
- END Ensaio L.Penetrantes-2Documento10 pagineEND Ensaio L.Penetrantes-2Diego BorgesNessuna valutazione finora
- Abendi X ASNTDocumento2 pagineAbendi X ASNTRalf SchwarzwalderNessuna valutazione finora
- N-2371 - Inspeção em Serviço - Medição de Espessura A QuenteDocumento8 pagineN-2371 - Inspeção em Serviço - Medição de Espessura A QuenteAntonioBalbino100% (1)
- SSPC SP 10 (WAB) PT BRDocumento10 pagineSSPC SP 10 (WAB) PT BRFCT100% (2)
- N-2135 - Determinação Da EFSDocumento4 pagineN-2135 - Determinação Da EFSLuiz Alberto LamógliaNessuna valutazione finora
- Liquidos PenetrantesDocumento22 pagineLiquidos PenetrantesBarbosaSantoNessuna valutazione finora
- EG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12Documento76 pagineEG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12MauroDosSantosCosta0% (1)
- PR 036 PDFDocumento6 paginePR 036 PDFEden SarmentoNessuna valutazione finora
- ET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Documento11 pagineET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Anna VerônicaNessuna valutazione finora
- Procedimento PM Five - PR-PM-01 - REV. 01Documento18 pagineProcedimento PM Five - PR-PM-01 - REV. 01diego100% (1)
- Wmpr395 - Teste HidrostáticoDocumento10 pagineWmpr395 - Teste HidrostáticoBruno Fernandes Matos Santos SantosNessuna valutazione finora
- Requisitos Mínimos Caldeias e Vasos ABNT - P. 2Documento44 pagineRequisitos Mínimos Caldeias e Vasos ABNT - P. 2Ederson Guimaraes100% (1)
- Resumo-ABNT - NBR 14105Documento21 pagineResumo-ABNT - NBR 14105Leila RibeiroNessuna valutazione finora
- Ultrasom - Medição Espessura - ABNTDocumento13 pagineUltrasom - Medição Espessura - ABNTEderson GuimaraesNessuna valutazione finora
- NT - Dte.014.a.0-17 - Ensaio Hidrostático e Teste de EstanqueidadeDocumento9 pagineNT - Dte.014.a.0-17 - Ensaio Hidrostático e Teste de EstanqueidadeSalvo Por Tua Graça100% (1)
- EwdwDocumento4 pagineEwdwAntonio Junior100% (1)
- N-2163 Contec Soldagem e Trepanação em Equipamentos, Tubulações Industriais e Dutos em OperaçãoDocumento50 pagineN-2163 Contec Soldagem e Trepanação em Equipamentos, Tubulações Industriais e Dutos em OperaçãoPaulo Sérgio SantanaNessuna valutazione finora
- Procedimento Petrobras - LP N-2370Documento13 pagineProcedimento Petrobras - LP N-2370Julio SaldanhaNessuna valutazione finora
- Formação Da Equipe de Inspeções NR 13 Edição 2020Documento5 pagineFormação Da Equipe de Inspeções NR 13 Edição 2020alexsandro_dias_1Nessuna valutazione finora
- 334389899-N-2318-00000002-pdf - N-2318 - INSPEÇÃO DE TANQUES DE ARMAZENAMENTO PDFDocumento20 pagine334389899-N-2318-00000002-pdf - N-2318 - INSPEÇÃO DE TANQUES DE ARMAZENAMENTO PDFbrunolacerdajrNessuna valutazione finora
- Relatorio LP ModeloDocumento1 paginaRelatorio LP Modelohenreng100% (1)
- 2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Documento6 pagine2021 - EQUIPAMENTOS - Separador de Oleo - SOA-18 - RP - 0470.21Paulo César Vieira de SouzaNessuna valutazione finora
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- End LP 004Documento1 paginaEnd LP 004Carl MillerNessuna valutazione finora
- Modelo de Capa para RelatórioDocumento3 pagineModelo de Capa para RelatórioCarl MillerNessuna valutazione finora
- Trabalho de Consultoria de RHDocumento6 pagineTrabalho de Consultoria de RHCarl MillerNessuna valutazione finora
- Manometro para CalibraçãoDocumento2 pagineManometro para CalibraçãoCarl MillerNessuna valutazione finora
- Carrinho de Compras - AcquafortDocumento3 pagineCarrinho de Compras - AcquafortCarl MillerNessuna valutazione finora
- Modelo de SumarioDocumento10 pagineModelo de SumarioCarl MillerNessuna valutazione finora
- Apresentação de ServiçosDocumento2 pagineApresentação de ServiçosCarl MillerNessuna valutazione finora
- Ritos Iniciais Da MissaDocumento4 pagineRitos Iniciais Da MissaCarl Miller100% (1)
- Modelo de Recibo de InspeçãoDocumento1 paginaModelo de Recibo de InspeçãoCarl MillerNessuna valutazione finora
- Modelo CertificadoDocumento2 pagineModelo CertificadoCarl Miller100% (2)
- Principio S Valor Es VirtudesDocumento2 paginePrincipio S Valor Es VirtudesCarl MillerNessuna valutazione finora
- Pedido de Cotação - Elevadores de Carga e Plataforma de Elevação UFC PDFDocumento1 paginaPedido de Cotação - Elevadores de Carga e Plataforma de Elevação UFC PDFCarl MillerNessuna valutazione finora
- Proposta Manutenção Elevador Grupo EsquadraDocumento3 pagineProposta Manutenção Elevador Grupo EsquadraCarl MillerNessuna valutazione finora
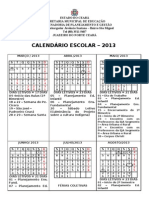
- CALENDÁRIO ESCOLAR 2013 Com Legenda - Atualizado 2Documento3 pagineCALENDÁRIO ESCOLAR 2013 Com Legenda - Atualizado 2Secretaria de Educação de Juazeiro do NorteNessuna valutazione finora
- Grecia e RomaDocumento3 pagineGrecia e RomaAndres BandeiraNessuna valutazione finora
- Simulado - 5º AnoDocumento5 pagineSimulado - 5º Ano14jujuzinha14Nessuna valutazione finora
- R - D - Fernanda Cristina Leite de OliveiraDocumento173 pagineR - D - Fernanda Cristina Leite de Oliveiravanessa waltersNessuna valutazione finora
- 5 - Técnicas Radiográficas Extra-OraisDocumento43 pagine5 - Técnicas Radiográficas Extra-OraisEnoque Px3p100% (1)
- NBR 12.212 Poço Tubular - Projeto de Poço Tubular para Água Subterrânea PDFDocumento14 pagineNBR 12.212 Poço Tubular - Projeto de Poço Tubular para Água Subterrânea PDFCamila Guimarães100% (2)
- Guia de Visitação Cemitério Da ConsolaçãoDocumento2 pagineGuia de Visitação Cemitério Da ConsolaçãoUlisses VakirtzisNessuna valutazione finora
- Feminino e Masculino Nos Materiais PedagógicosDocumento56 pagineFeminino e Masculino Nos Materiais PedagógicosSandra FerrazNessuna valutazione finora
- Educação Física: Tema: Futsal Desenvolver Práticas Esportivas de FutsalDocumento10 pagineEducação Física: Tema: Futsal Desenvolver Práticas Esportivas de FutsalVictória RodriguesNessuna valutazione finora
- Interpretacao de Texto O Aniversario Da Formiga 5o Ano PDFDocumento2 pagineInterpretacao de Texto O Aniversario Da Formiga 5o Ano PDFmaria heloyse gamerNessuna valutazione finora
- 2014 Envelhecimento Cutâneo 1Documento274 pagine2014 Envelhecimento Cutâneo 1Paulo Adrian Assunção da Silva100% (1)
- As Sete Palavras de Cristo Na CruzDocumento8 pagineAs Sete Palavras de Cristo Na Cruzanfesilva19Nessuna valutazione finora
- Selá-Expressão BíblicaDocumento2 pagineSelá-Expressão BíblicavaikaganoNessuna valutazione finora
- Prova Contador Petrobras PDFDocumento25 pagineProva Contador Petrobras PDFjemisonsousaNessuna valutazione finora
- Sanathana DharmaDocumento148 pagineSanathana DharmaLuciana C. Paiva100% (1)
- Programação Oficial Geral e Detalhada Da IX Semana de Letras Da UAST/UFRPEDocumento26 pagineProgramação Oficial Geral e Detalhada Da IX Semana de Letras Da UAST/UFRPEBruna Lopes Fernandes DugnaniNessuna valutazione finora
- Multiculturalismo e Escola Inclusiva TextoDocumento11 pagineMulticulturalismo e Escola Inclusiva TextoDouglas FerreiraNessuna valutazione finora
- A Barca de OuroDocumento75 pagineA Barca de Ourocostabailarina5791Nessuna valutazione finora
- Pop RockDocumento22 paginePop RockInês ThomasNessuna valutazione finora
- Esquema Dir. Penal (Teoria Do Crime - Comparação Sistemas)Documento2 pagineEsquema Dir. Penal (Teoria Do Crime - Comparação Sistemas)tiagoslealNessuna valutazione finora
- Desempenho No Instagram Influenciadores Manaus PDFDocumento51 pagineDesempenho No Instagram Influenciadores Manaus PDFMarcos Johnson de AssisNessuna valutazione finora
- Registo PredialDocumento18 pagineRegisto PredialLolita Almeida100% (1)
- Trimestral LP 6 CDocumento4 pagineTrimestral LP 6 CJulia JuraskiNessuna valutazione finora
- Complexos Tetraédricos + Jahn-TellerDocumento2 pagineComplexos Tetraédricos + Jahn-TellerPaula CarolinaNessuna valutazione finora
- Quiz BNCCDocumento27 pagineQuiz BNCCEdilan de Araujo100% (1)
- Morfologia Da Língua Inglesa: Julice DaijoDocumento14 pagineMorfologia Da Língua Inglesa: Julice DaijofernandaNessuna valutazione finora
- Educação Das Relações Étnicos - Raciais - Atividade ContextualizadaDocumento2 pagineEducação Das Relações Étnicos - Raciais - Atividade ContextualizadaCamila - atendimento pedagogico100% (1)