Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Giuliani Letter To Sen. GrahamDocumento4 pagineGiuliani Letter To Sen. GrahamFox News83% (12)
- A Varactor Tuned Indoor Loop AntennaDocumento12 pagineA Varactor Tuned Indoor Loop Antennabayman66Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Occupational Therapy in Mental HealthDocumento16 pagineOccupational Therapy in Mental HealthjethasNessuna valutazione finora
- Supply Chain Risk Management: Resilience and Business ContinuityDocumento27 pagineSupply Chain Risk Management: Resilience and Business ContinuityHope VillonNessuna valutazione finora
- Starrett 3812Documento18 pagineStarrett 3812cdokepNessuna valutazione finora
- Pet Care in VietnamFull Market ReportDocumento51 paginePet Care in VietnamFull Market ReportTrâm Bảo100% (1)
- Black BookDocumento28 pagineBlack Bookshubham50% (2)
- Brush Seal Application As Replacement of Labyrinth SealsDocumento15 pagineBrush Seal Application As Replacement of Labyrinth SealsGeorge J AlukkalNessuna valutazione finora
- DevelopersDocumento88 pagineDevelopersdiegoesNessuna valutazione finora
- Enumerator ResumeDocumento1 paginaEnumerator Resumesaid mohamudNessuna valutazione finora
- Review Questions Financial Accounting and Reporting PART 1Documento3 pagineReview Questions Financial Accounting and Reporting PART 1Claire BarbaNessuna valutazione finora
- Perhitungan Manual Metode Correlated Naïve Bayes Classifier: December 2020Documento6 paginePerhitungan Manual Metode Correlated Naïve Bayes Classifier: December 2020andreas evanNessuna valutazione finora
- Mathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Documento6 pagineMathematics 2 First Quarter - Module 5 "Recognizing Money and Counting The Value of Money"Kenneth NuñezNessuna valutazione finora
- ESK-Balcony Air-ADocumento2 pagineESK-Balcony Air-AJUANKI PNessuna valutazione finora
- Business Occupancy ChecklistDocumento5 pagineBusiness Occupancy ChecklistRozel Laigo ReyesNessuna valutazione finora
- Effect of Internet Use To Academic PerformaceDocumento4 pagineEffect of Internet Use To Academic PerformaceLeonard R. RodrigoNessuna valutazione finora
- Theories of Economic Growth ReportDocumento5 pagineTheories of Economic Growth ReportAubry BautistaNessuna valutazione finora
- HW4 Fa17Documento4 pagineHW4 Fa17mikeiscool133Nessuna valutazione finora
- EP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4Documento5 pagineEP2120 Internetworking/Internetteknik IK2218 Internets Protokoll Och Principer Homework Assignment 4doyaNessuna valutazione finora
- Solved - in Capital Budgeting, Should The Following Be Ignored, ...Documento3 pagineSolved - in Capital Budgeting, Should The Following Be Ignored, ...rifa hanaNessuna valutazione finora
- Ap06 - Ev04 Taller en Idioma Inglés Sobre Sistema de DistribuciónDocumento9 pagineAp06 - Ev04 Taller en Idioma Inglés Sobre Sistema de DistribuciónJenny Lozano Charry50% (2)
- Resources and Courses: Moocs (Massive Open Online Courses)Documento8 pagineResources and Courses: Moocs (Massive Open Online Courses)Jump SkillNessuna valutazione finora
- Apst GraduatestageDocumento1 paginaApst Graduatestageapi-253013067Nessuna valutazione finora
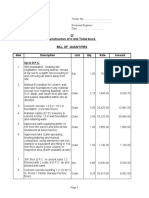
- Type BOQ For Construction of 4 Units Toilet Drawing No.04Documento6 pagineType BOQ For Construction of 4 Units Toilet Drawing No.04Yashika Bhathiya JayasingheNessuna valutazione finora
- Teralight ProfileDocumento12 pagineTeralight ProfileMohammed TariqNessuna valutazione finora
- Auto Report LogDocumento3 pagineAuto Report LogDaniel LermaNessuna valutazione finora
- Study of Means End Value Chain ModelDocumento19 pagineStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- Divider Block Accessory LTR HowdenDocumento4 pagineDivider Block Accessory LTR HowdenjasonNessuna valutazione finora
- Ril Competitive AdvantageDocumento7 pagineRil Competitive AdvantageMohitNessuna valutazione finora
- Spine Beam - SCHEME 4Documento28 pagineSpine Beam - SCHEME 4Edi ObrayanNessuna valutazione finora