Potrebbero piacerti anche
- Ecosyn - Plast: The Screw For ThermoplasticsDocumento6 pagineEcosyn - Plast: The Screw For ThermoplasticsWK SinnNessuna valutazione finora
- Ecosyn PlastDocumento6 pagineEcosyn PlastWK SinnNessuna valutazione finora
- Ecosyn Plast ENDocumento8 pagineEcosyn Plast ENGogo GogevNessuna valutazione finora
- Ecosyn - Fix: Vibration ResistantDocumento6 pagineEcosyn - Fix: Vibration Resistant김상철Nessuna valutazione finora
- DIN 7504 N - Self Drilling ScrewsDocumento2 pagineDIN 7504 N - Self Drilling ScrewsNajwa NazriNessuna valutazione finora
- ISO 2341 - Clevis Pins With HeadDocumento2 pagineISO 2341 - Clevis Pins With Headbogd32000Nessuna valutazione finora
- Datasheet Din 85Documento6 pagineDatasheet Din 85yilingNessuna valutazione finora
- ISO 7047 - Cross Recessed Raised Countersunk Head ScrewsDocumento6 pagineISO 7047 - Cross Recessed Raised Countersunk Head ScrewsanhthoNessuna valutazione finora
- Threads StandardDocumento5 pagineThreads StandardAhmed IbrahimNessuna valutazione finora
- DIN 912 - Hexagon socket Head Cap ScrewsDocumento5 pagineDIN 912 - Hexagon socket Head Cap ScrewsSudhanshu JainNessuna valutazione finora
- 18 - Pipa HDPE v.1910Documento2 pagine18 - Pipa HDPE v.1910Ribur AritonangNessuna valutazione finora
- ISO split pin sizes and specificationsDocumento7 pagineISO split pin sizes and specificationsdevendraNessuna valutazione finora
- DIN 85 - Slotted Pan Head ScrewsDocumento2 pagineDIN 85 - Slotted Pan Head Screwssachin pukaleNessuna valutazione finora
- Chapter 12 Timber Beam DesignDocumento7 pagineChapter 12 Timber Beam DesignRaburgess1Nessuna valutazione finora
- DIN 7985 Thread TableDocumento4 pagineDIN 7985 Thread TableSidharthaNessuna valutazione finora
- Calculating motor parameters for star delta startersDocumento6 pagineCalculating motor parameters for star delta startersGanesh GawdeNessuna valutazione finora
- SM City Cauayan Phase 2A Formworks Qty TakeoffDocumento41 pagineSM City Cauayan Phase 2A Formworks Qty TakeoffJan Lawrence AlbertoNessuna valutazione finora
- Bond Lok Brochure 2015Documento8 pagineBond Lok Brochure 2015Francois-Nessuna valutazione finora
- B&Q SunartoDocumento3 pagineB&Q SunartoAri MulyanaNessuna valutazione finora
- Echnical Eport: FWPRDC Project No: 02.1209Documento9 pagineEchnical Eport: FWPRDC Project No: 02.1209aboodjNessuna valutazione finora
- Schott Electrical Properties Datasheet enDocumento2 pagineSchott Electrical Properties Datasheet enalexzhang1979.0144Nessuna valutazione finora
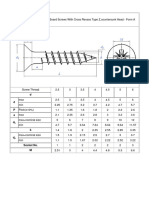
- dIN 7505 Chipboard-Screw-StandardDocumento1 paginadIN 7505 Chipboard-Screw-StandardSuman PawarNessuna valutazione finora
- Glass Wafer: SpecificationDocumento6 pagineGlass Wafer: SpecificationjgombaNessuna valutazione finora
- Evaporators New ENG 2021-02-25 CompressedDocumento10 pagineEvaporators New ENG 2021-02-25 Compressedvamev19786Nessuna valutazione finora
- DIN 935 - Hexagon Slotted Castle NutsDocumento8 pagineDIN 935 - Hexagon Slotted Castle NutsJmmy Son LiNessuna valutazione finora
- Series Full-Port Brass Ball Valve: DescriptionDocumento1 paginaSeries Full-Port Brass Ball Valve: DescriptionGreg FarzettaNessuna valutazione finora
- NE03 002revfDocumento3 pagineNE03 002revfMarlene Yuriserll Ruiz MuñozNessuna valutazione finora
- Wipp Cat 43Documento1 paginaWipp Cat 43Chuck GoenNessuna valutazione finora
- Connecting Side: According To ISO 606 (European Type)Documento10 pagineConnecting Side: According To ISO 606 (European Type)Fadli ZainalNessuna valutazione finora
- Modular WeaponsDocumento31 pagineModular WeaponsSpencerWardNessuna valutazione finora
- HDPE Corrugated PipesDocumento12 pagineHDPE Corrugated PipesAhmed HussienNessuna valutazione finora
- Bonded System - U-Bends With Foam Pads: Calculation According To Design Manual Chapter 4.5Documento1 paginaBonded System - U-Bends With Foam Pads: Calculation According To Design Manual Chapter 4.5MladenNessuna valutazione finora
- ISO 8752 EN 28752: Pin Materials and Hardness Pin FinishesDocumento2 pagineISO 8752 EN 28752: Pin Materials and Hardness Pin FinishesstanyeahNessuna valutazione finora
- Masonry Work Stages and Cost BreakdownDocumento28 pagineMasonry Work Stages and Cost BreakdownAlex ChristopherNessuna valutazione finora
- Supplemental Southern Pine Header and Girder Span TablesDocumento5 pagineSupplemental Southern Pine Header and Girder Span TablesMike McMillenNessuna valutazione finora
- 6 Conical Spring WashersDocumento4 pagine6 Conical Spring Washersbcsf01Nessuna valutazione finora
- SKF Explorer Self-Aligning Roller Bearings Upgraded For Even Longer Service LifeDocumento2 pagineSKF Explorer Self-Aligning Roller Bearings Upgraded For Even Longer Service Lifejesus alfonso fragozo calderonNessuna valutazione finora
- Test Series Paper - 11 (Answer Key) : Chemistry Physics Zoology BotanyDocumento8 pagineTest Series Paper - 11 (Answer Key) : Chemistry Physics Zoology Botanykashish joshiNessuna valutazione finora
- BN - 20146 Hexalobular Socket Head Cap Screws With Extremely Low HeadDocumento2 pagineBN - 20146 Hexalobular Socket Head Cap Screws With Extremely Low HeadMSD ENGRNessuna valutazione finora
- Brodski Kabel BXHOZO-HFTGDocumento2 pagineBrodski Kabel BXHOZO-HFTGBozo BasicNessuna valutazione finora
- Datasheet Din 84Documento6 pagineDatasheet Din 84yilingNessuna valutazione finora
- Column Diameter - Pall rings Size 1 - 1 inch Size 2 - 2 inches Size 3 - 3.5 inchesDocumento5 pagineColumn Diameter - Pall rings Size 1 - 1 inch Size 2 - 2 inches Size 3 - 3.5 inchesRacquel LallieNessuna valutazione finora
- Datasheet Din 603Documento6 pagineDatasheet Din 603yilingNessuna valutazione finora
- X-CUT RAW 44,8 Auto 12,3 Ø4 46,6 Debur 56,1 X-Cut Fin 69 Manual 26 Ø5 11,6 Guilotine 19,8 Ø7 73 Ø8,5 26,6 Ø9,2 24 CSK Ø12 48,4 CHMFR 37,2Documento7 pagineX-CUT RAW 44,8 Auto 12,3 Ø4 46,6 Debur 56,1 X-Cut Fin 69 Manual 26 Ø5 11,6 Guilotine 19,8 Ø7 73 Ø8,5 26,6 Ø9,2 24 CSK Ø12 48,4 CHMFR 37,2donnymayNessuna valutazione finora
- N/A N/A N/A N/A N/A: Season Berry Cuevas Dan Jack Jake JB K Soc Meesh Moose Ung Veron Zach JbcsDocumento5 pagineN/A N/A N/A N/A N/A: Season Berry Cuevas Dan Jack Jake JB K Soc Meesh Moose Ung Veron Zach JbcsAnonymous i69NEbZNessuna valutazione finora
- Hdpe Pipe Specifications PDFDocumento5 pagineHdpe Pipe Specifications PDFawanarifNessuna valutazione finora
- PT. Jaya Makmur Eka Lestari Carbon Steel Pipes & Fittings SupplierDocumento7 paginePT. Jaya Makmur Eka Lestari Carbon Steel Pipes & Fittings SupplierAgeng CahayaNessuna valutazione finora
- List Material JKTDocumento4 pagineList Material JKTrifki701Nessuna valutazione finora
- Copper Conductors of Cables, Wires and Flexible CordsDocumento1 paginaCopper Conductors of Cables, Wires and Flexible CordsJayagurunathanNessuna valutazione finora
- ASME B18 8 4M 1994 Type B Pin MaterialsDocumento1 paginaASME B18 8 4M 1994 Type B Pin Materialshcsharma1967Nessuna valutazione finora
- Techn Tabellen 2018 ENDocumento9 pagineTechn Tabellen 2018 ENgökhan tanrıseverNessuna valutazione finora
- Najiha PretestDocumento11 pagineNajiha PretestMuhamad FikriNessuna valutazione finora
- Mechanical PropertiesDocumento14 pagineMechanical PropertiesAbhishekNessuna valutazione finora
- Algorithms Exam PreparationDocumento17 pagineAlgorithms Exam PreparationAmelieNessuna valutazione finora
- Inventaris NovemberDocumento31 pagineInventaris NovemberNanda SafitriNessuna valutazione finora
- Tubesheet layout calculatorDocumento538 pagineTubesheet layout calculatorarun yNessuna valutazione finora
- ReliabilitasDocumento8 pagineReliabilitasseptiyonoNessuna valutazione finora
- DIN 128 en PDFDocumento3 pagineDIN 128 en PDFDaniel PuiaNessuna valutazione finora
- Sustainability Report Ingeteam 2018 - ENDocumento51 pagineSustainability Report Ingeteam 2018 - ENRana Awais KhanNessuna valutazione finora
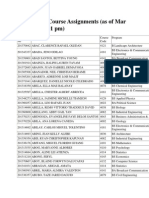
- UP Diliman Course AssignmentsDocumento82 pagineUP Diliman Course Assignmentsgamingonly_accountNessuna valutazione finora
- Literature ReviewDocumento17 pagineLiterature ReviewSyafiq ShaffiaiNessuna valutazione finora
- KANNUR UNIVERSITY FACULTY OF ENGINEERING Curricula, Scheme of Examinations & Syllabus for COMBINED I & II SEMESTERS of B.Tech. Degree Programme with effect from 2007 AdmissionsDocumento23 pagineKANNUR UNIVERSITY FACULTY OF ENGINEERING Curricula, Scheme of Examinations & Syllabus for COMBINED I & II SEMESTERS of B.Tech. Degree Programme with effect from 2007 AdmissionsManu K MNessuna valutazione finora
- KGT ManualDocumento25 pagineKGT ManualLeo MoltoNessuna valutazione finora
- Introduction To Random MatricesDocumento508 pagineIntroduction To Random Matricesjorelex100% (1)
- Radiation Physics and Chemistry: Traian Zaharescu, Maria Râp Ă, Eduard-Marius Lungulescu, Nicoleta Butoi TDocumento10 pagineRadiation Physics and Chemistry: Traian Zaharescu, Maria Râp Ă, Eduard-Marius Lungulescu, Nicoleta Butoi TMIGUEL ANGEL GARCIA BONNessuna valutazione finora
- ParadoxesDocumento528 pagineParadoxesMihaela CovrigNessuna valutazione finora
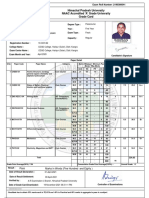
- Serial Number:1920110212668 Exam Roll Number Grade CardDocumento2 pagineSerial Number:1920110212668 Exam Roll Number Grade Cardsimran vaidNessuna valutazione finora
- DC30-010 - ODYSSEY Operator Manual - Rev PDocumento92 pagineDC30-010 - ODYSSEY Operator Manual - Rev PYolanda Peña100% (1)
- Storage and Flow of Powder: Mass Flow Funnel FlowDocumento9 pagineStorage and Flow of Powder: Mass Flow Funnel FlowDuc HuynhNessuna valutazione finora
- Li 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Documento10 pagineLi 2017 IOP Conf. Ser. Mater. Sci. Eng. 232 012084Yu An ShihNessuna valutazione finora
- Electrical Charges and Fields Chapter - 1 PhysicsDocumento61 pagineElectrical Charges and Fields Chapter - 1 PhysicsPrasad PallaNessuna valutazione finora
- Autodesk ConstraintsDocumento16 pagineAutodesk ConstraintsrkoGearNessuna valutazione finora
- Product Note PD30 en RevA 2011 Anti-Sway Control ProgramDocumento2 pagineProduct Note PD30 en RevA 2011 Anti-Sway Control ProgramkumarNessuna valutazione finora
- Assignment 4 PDFDocumento2 pagineAssignment 4 PDFAhmed Attalla100% (1)
- Homework 1Documento6 pagineHomework 1Ahmet Kemal ÇetinNessuna valutazione finora
- Chap 3 DieterDocumento25 pagineChap 3 DieterTumelo InnocentNessuna valutazione finora
- 1.2 Student Workbook ESSDocumento7 pagine1.2 Student Workbook ESSTanay shahNessuna valutazione finora
- 09-The Synthesis and Analysis of AspirinDocumento12 pagine09-The Synthesis and Analysis of AspirinJeffrey Lee100% (2)
- 100 Years Werner HeisenbergDocumento308 pagine100 Years Werner Heisenbergmvmbapple100% (3)
- Summative Test (Physics)Documento3 pagineSummative Test (Physics)Allen Paul GamazonNessuna valutazione finora
- Cantilever Calculation ToolDocumento10 pagineCantilever Calculation ToolEnoch Twumasi50% (2)
- Methods and Algorithms For Advanced Process ControlDocumento8 pagineMethods and Algorithms For Advanced Process ControlJohn CoucNessuna valutazione finora
- Catalog WefatermDocumento55 pagineCatalog WefatermAlin NicolaeNessuna valutazione finora
- Physics Ia FinalDocumento11 paginePhysics Ia FinalscarletNessuna valutazione finora
- General Certificate of Education June 2008 Advanced Extension AwardDocumento12 pagineGeneral Certificate of Education June 2008 Advanced Extension AwardDaniel ConwayNessuna valutazione finora
- Induction MotorDocumento27 pagineInduction MotorNandhini SaranathanNessuna valutazione finora
- THF Oxidation With Calcium HypochloriteDocumento3 pagineTHF Oxidation With Calcium HypochloriteSmokeNessuna valutazione finora
- Suntech STP225-20 WD 225Wp ENDocumento2 pagineSuntech STP225-20 WD 225Wp ENmax2503Nessuna valutazione finora