Potrebbero piacerti anche
- Energia solar térmica: Técnicas para su aprovechamientoDa EverandEnergia solar térmica: Técnicas para su aprovechamientoValutazione: 2.5 su 5 stelle2.5/5 (3)
- Dinámica De Fluidos Computacional Para IngenierosDa EverandDinámica De Fluidos Computacional Para IngenierosValutazione: 4 su 5 stelle4/5 (1)
- Lab 02 - Automatizacion SiloDocumento3 pagineLab 02 - Automatizacion SiloDennis Angel Ramos Arias0% (1)
- Capitulo 2 Cultivo Por Lote AlimentadoDocumento12 pagineCapitulo 2 Cultivo Por Lote AlimentadoFender Strat100% (1)
- Ejercicios Ingenieria BiorreactoresDocumento25 pagineEjercicios Ingenieria BiorreactoresEduardo RosadoNessuna valutazione finora
- Cuestionario Ingenieria IIDocumento29 pagineCuestionario Ingenieria IIWualeska Fernandez0% (1)
- Agitación y Aireación Clase 11Documento12 pagineAgitación y Aireación Clase 11Juli Osorio50% (2)
- Modelamiento y casos especiales de la cinética química heterogéneaDa EverandModelamiento y casos especiales de la cinética química heterogéneaValutazione: 3 su 5 stelle3/5 (1)
- Conductividad de Los CitricosDocumento6 pagineConductividad de Los CitricosMayteNessuna valutazione finora
- Conductividad de Los CitricosDocumento6 pagineConductividad de Los CitricosMayteNessuna valutazione finora
- 80 Charlas de Seguridad Industrial y Salud OcupacionalDocumento142 pagine80 Charlas de Seguridad Industrial y Salud OcupacionalJ J Barzallo GalvezNessuna valutazione finora
- S6 Diapositivas Bioinge 7 JLDocumento37 pagineS6 Diapositivas Bioinge 7 JLjohana carvajalNessuna valutazione finora
- Resumen 8.1Documento8 pagineResumen 8.1Roxana Martínez RodríguezNessuna valutazione finora
- Principios de Ingeniería para BioprocesosDocumento6 paginePrincipios de Ingeniería para BioprocesosJeanPierresMH95Nessuna valutazione finora
- Ejercicios ResueltosDocumento24 pagineEjercicios ResueltosFeshir Gutierrez0% (3)
- Cinetica de Los Procesos Microbianos BionDocumento58 pagineCinetica de Los Procesos Microbianos BionMalory Lizeth Oliva Beleno100% (2)
- Balance de MasaDocumento14 pagineBalance de MasaBuho Asesor AcademicoNessuna valutazione finora
- Cultivo ContinuoDocumento6 pagineCultivo ContinuoSalvador ZavalaNessuna valutazione finora
- Bib1 U2 A2 GuchDocumento5 pagineBib1 U2 A2 Guch에푸디ᅳᅳ100% (1)
- IB - Tema 6Documento21 pagineIB - Tema 6Steven ObrienNessuna valutazione finora
- Mejora Del Cultivo de Células de Ovario de Hámster Chino en Biorreactor Con Mezcla RecíprocaDocumento6 pagineMejora Del Cultivo de Células de Ovario de Hámster Chino en Biorreactor Con Mezcla RecíprocaClaribethAriasNessuna valutazione finora
- IB - Tema 8Documento31 pagineIB - Tema 8ChemEngBoiNessuna valutazione finora
- Ingeniería Bioquímica James MDocumento26 pagineIngeniería Bioquímica James MDavid CruzNessuna valutazione finora
- Modelación Matemática y Simulación de Procesos FermentativosDocumento20 pagineModelación Matemática y Simulación de Procesos FermentativosMarlene MataNessuna valutazione finora
- BatchDocumento43 pagineBatchValeriaNessuna valutazione finora
- Tema 3 - Crecimiento de Los MicroorganismosDocumento16 pagineTema 3 - Crecimiento de Los MicroorganismosJorge Martín PérezNessuna valutazione finora
- Cuestionario Ingenieria IIDocumento29 pagineCuestionario Ingenieria IIMartín Nguema Nsogo NchamaNessuna valutazione finora
- Cap7 Mi BiorectDocumento13 pagineCap7 Mi BiorectErika Lopez ArandaNessuna valutazione finora
- Tipeo (Cipriano Mendoza Rojas)Documento36 pagineTipeo (Cipriano Mendoza Rojas)Adeleyda Tineo YucraNessuna valutazione finora
- Cap 3 TraducidoDocumento40 pagineCap 3 TraducidoDiego QuinterosNessuna valutazione finora
- Reactor Continuos CSTR Y EJERCICIOSDocumento10 pagineReactor Continuos CSTR Y EJERCICIOSBellahadid GarcíaNessuna valutazione finora
- Informe Cultivo Batch de LevadurasDocumento18 pagineInforme Cultivo Batch de Levadurascamila rodriguez castañoNessuna valutazione finora
- Informe 7Documento13 pagineInforme 7Nancy MontañoNessuna valutazione finora
- Tema 17. Cálculo de Biorreactores Ideales (Apuntes)Documento8 pagineTema 17. Cálculo de Biorreactores Ideales (Apuntes)XaviNessuna valutazione finora
- CromatografiaDocumento19 pagineCromatografiaMounstrithaBmthNessuna valutazione finora
- 0.BMC UD4 HibridaciónDocumento12 pagine0.BMC UD4 HibridaciónalejandragarciagmmNessuna valutazione finora
- BMC+16 +Técnicas+de+Hibridación+Con+SondaDocumento149 pagineBMC+16 +Técnicas+de+Hibridación+Con+SondaliyarojashNessuna valutazione finora
- Cultivos Lote ContinuoDocumento18 pagineCultivos Lote ContinuoOso CasaNessuna valutazione finora
- CSE T FractionalBatchDistillation ESDocumento10 pagineCSE T FractionalBatchDistillation ESLucio David Ramírez GarcíaNessuna valutazione finora
- Práctica Laboratorio de Ingeniería Química IIDocumento9 paginePráctica Laboratorio de Ingeniería Química IIDavid Tovar HernándezNessuna valutazione finora
- Cinetica de Crecimiento Microbiano 2020 PDFDocumento20 pagineCinetica de Crecimiento Microbiano 2020 PDFMariagabriela Espinoza MonteroNessuna valutazione finora
- Cinetica y KlaDocumento6 pagineCinetica y KlaEder Yair Nolasco TerrónNessuna valutazione finora
- RCHJD R 8.3Documento4 pagineRCHJD R 8.3Jonathan RamirezNessuna valutazione finora
- Practica 7 - Cultivo Por LotesDocumento26 paginePractica 7 - Cultivo Por LotesWilliam HuarachaNessuna valutazione finora
- Modelo ExponencialDocumento12 pagineModelo ExponencialginaNessuna valutazione finora
- Reactores MultiplesDocumento11 pagineReactores MultiplesangelaNessuna valutazione finora
- Prácticas 8 y 9 Lab. Biorr.Documento25 paginePrácticas 8 y 9 Lab. Biorr.Andrea BMNessuna valutazione finora
- Expo ReactorDocumento10 pagineExpo Reactoralexandra nashely zavala ascencioNessuna valutazione finora
- Caracteristica de Los Procesos Con Floculos MicrobianosDocumento48 pagineCaracteristica de Los Procesos Con Floculos MicrobianosAndre Quintana Aylas100% (1)
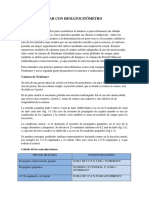
- Conteo Celular Con HematocitómetroDocumento4 pagineConteo Celular Con HematocitómetroUNDERDOG FROZENNessuna valutazione finora
- Biorreactor Lote Alimentado Vs Biorreactor ContinuoDocumento8 pagineBiorreactor Lote Alimentado Vs Biorreactor ContinuoKarla TorresNessuna valutazione finora
- Tarea 2 - BIORREACTORES Y ASPECTOS INGENIERILESDocumento7 pagineTarea 2 - BIORREACTORES Y ASPECTOS INGENIERILESGigi OFRLNONessuna valutazione finora
- Bases Teoricas EspesamientoDocumento11 pagineBases Teoricas EspesamientoMagda 99Nessuna valutazione finora
- CUESTIONARIO - Cultivo MicrobiológicoDocumento7 pagineCUESTIONARIO - Cultivo MicrobiológicoNathaly Renee Oporta MontenegroNessuna valutazione finora
- Bioreactores Unidad 1Documento19 pagineBioreactores Unidad 1Cirsce Andrea AlvarezNessuna valutazione finora
- Condiciones y Criterios de EscalamientoDocumento6 pagineCondiciones y Criterios de EscalamientoAnonymous W5bZX6vStNessuna valutazione finora
- Sesión Reactores Continuos PDFDocumento20 pagineSesión Reactores Continuos PDFAbraham LaraNessuna valutazione finora
- Conservación de La MateriaDocumento11 pagineConservación de La MateriaGraciela CallejasNessuna valutazione finora
- Tarea 1 - Reactores Ideales - EDocumento1 paginaTarea 1 - Reactores Ideales - EVALENTINA TORRES LÓPEZNessuna valutazione finora
- Examen Final de BioprocesosDocumento3 pagineExamen Final de BioprocesosamendogoNessuna valutazione finora
- Modelo de Fermentador Airlift Produccion Celulasas. Edison Andres Acosta ZamoraDocumento10 pagineModelo de Fermentador Airlift Produccion Celulasas. Edison Andres Acosta ZamoraCarlos Andres EstacioNessuna valutazione finora
- Diseño de BiorreactoresDocumento44 pagineDiseño de BiorreactoresJOSE DAVID TORRES GONZALEZ100% (12)
- Arranque y Operacion de Un BioreactorDocumento13 pagineArranque y Operacion de Un BioreactorjavierNessuna valutazione finora
- Cultivo ContinuoDocumento4 pagineCultivo ContinuoSandy Anabel Toapanta RiveraNessuna valutazione finora
- Tema4prq142 PDFDocumento7 pagineTema4prq142 PDFMayteNessuna valutazione finora
- Unidad 10 - PotasioDocumento5 pagineUnidad 10 - PotasioMayteNessuna valutazione finora
- PRQ174Documento6 paginePRQ174MayteNessuna valutazione finora
- Tarea 6.1docx BioDocumento6 pagineTarea 6.1docx BioMayteNessuna valutazione finora
- Unidad 9 - Intercambio CationicoDocumento7 pagineUnidad 9 - Intercambio CationicoMayteNessuna valutazione finora
- Practica #6Documento1 paginaPractica #6MayteNessuna valutazione finora
- Resumen 3.4Documento2 pagineResumen 3.4MayteNessuna valutazione finora
- AlcalisDocumento51 pagineAlcalisAntony JoelNessuna valutazione finora
- Tema 1 PDFDocumento38 pagineTema 1 PDFMayteNessuna valutazione finora
- Resumen 1 Reacción 2Documento1 paginaResumen 1 Reacción 2MayteNessuna valutazione finora
- EnunciadoDocumento1 paginaEnunciadoMayteNessuna valutazione finora
- Intercambiador de Calor de Tubos Concentricos InformeDocumento7 pagineIntercambiador de Calor de Tubos Concentricos InformeMayteNessuna valutazione finora
- Tema 1 PDFDocumento38 pagineTema 1 PDFMayteNessuna valutazione finora
- Proyecto Final Del Laboratorio de Electroquimica IndustrialDocumento15 pagineProyecto Final Del Laboratorio de Electroquimica IndustrialTerry TetuNessuna valutazione finora
- Trabajo Practico 5.1Documento3 pagineTrabajo Practico 5.1MayteNessuna valutazione finora
- Resumen Capitulo 1. 1Documento4 pagineResumen Capitulo 1. 1MayteNessuna valutazione finora
- PRÁCTICA 3.ope 1 #ReynoldsDocumento1 paginaPRÁCTICA 3.ope 1 #ReynoldsMayteNessuna valutazione finora
- Pila de VoltaDocumento2 paginePila de VoltaMayteNessuna valutazione finora
- Proyecto Final Del Laboratorio de Electroquimica Industrial 1Documento15 pagineProyecto Final Del Laboratorio de Electroquimica Industrial 1MayteNessuna valutazione finora
- Electro Trat Aguas PresentarDocumento13 pagineElectro Trat Aguas PresentarMayteNessuna valutazione finora
- Resumen. 8Documento9 pagineResumen. 8MayteNessuna valutazione finora
- Radiaciones Ionizantes Alimentos PDFDocumento33 pagineRadiaciones Ionizantes Alimentos PDFGilberto Rafael Vargas LunaNessuna valutazione finora
- Tarea 6.1docx BioDocumento6 pagineTarea 6.1docx BioMayteNessuna valutazione finora
- Pila LeclancheDocumento3 paginePila LeclancheMayteNessuna valutazione finora
- Pila de VoltaDocumento2 paginePila de VoltaMayteNessuna valutazione finora
- Trabajo Practico 5.1Documento3 pagineTrabajo Practico 5.1MayteNessuna valutazione finora
- Practica 2opeDocumento10 paginePractica 2opeMayteNessuna valutazione finora
- 20b. ESPECIFICACIONES TECNICAS ASCENSORESDocumento12 pagine20b. ESPECIFICACIONES TECNICAS ASCENSORESDavis AcuñaNessuna valutazione finora
- 13 - Presentacion Resortes 2020 F PDFDocumento38 pagine13 - Presentacion Resortes 2020 F PDFCristian FWNessuna valutazione finora
- Trabajo de Abdon (Sistema)Documento13 pagineTrabajo de Abdon (Sistema)Club-Defensor Familia-CastillonNessuna valutazione finora
- Extractor Cocina - DomecDocumento11 pagineExtractor Cocina - DomecoscarledesmaNessuna valutazione finora
- Estructuras Sandwich - 2019Documento46 pagineEstructuras Sandwich - 2019Lautaro LibertchukNessuna valutazione finora
- CONSEJOS de Uso y Limpieza de Nuestros RacksDocumento1 paginaCONSEJOS de Uso y Limpieza de Nuestros Racksmariajor_3Nessuna valutazione finora
- Operaciones MentalesDocumento6 pagineOperaciones MentalesKevin BeltreNessuna valutazione finora
- Cómo Convertir de Decimal A OctalDocumento6 pagineCómo Convertir de Decimal A OctalJaime David Cortes AguinagaNessuna valutazione finora
- Diseño de Escaleras y VigasDocumento7 pagineDiseño de Escaleras y VigasJean VillanuevaNessuna valutazione finora
- Práctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505Documento4 paginePráctica de Laboratorio # 5-Estudio de Instrumentos Ópticos-2012505RubenNessuna valutazione finora
- Nota Circuitos 2 Unidad 1 Analisis de Redes de CA en Estado Estacionario ElectricaDocumento46 pagineNota Circuitos 2 Unidad 1 Analisis de Redes de CA en Estado Estacionario ElectricaRuben AguirreNessuna valutazione finora
- Actividad - Investigacion de Perforacion...Documento16 pagineActividad - Investigacion de Perforacion...Marcelo PresendaNessuna valutazione finora
- Reglamento Nacional de Tasaciones PDFDocumento78 pagineReglamento Nacional de Tasaciones PDFRicardo A Salazar Pardo100% (1)
- 2-Presupuesto ISLA IQUITOS Redes Secundarias Rev.98Documento36 pagine2-Presupuesto ISLA IQUITOS Redes Secundarias Rev.98أدريانرودريجيزNessuna valutazione finora
- Curva de Histeris en Orcad - En.esDocumento10 pagineCurva de Histeris en Orcad - En.esDiego Luis HBNessuna valutazione finora
- Manual Ajuste de Motores FinDocumento52 pagineManual Ajuste de Motores FinJose Alfredo Cazares100% (1)
- CORRIDA Y CEMENTACI+ôN DE LINERDocumento42 pagineCORRIDA Y CEMENTACI+ôN DE LINERAleks ProañoNessuna valutazione finora
- Ley 19525 - 10 NOV 1997Documento3 pagineLey 19525 - 10 NOV 1997manuel g.ch.Nessuna valutazione finora
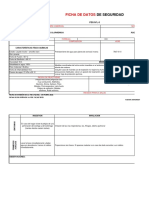
- FDS Embol N°l-3 Ácido ClorhídricoDocumento4 pagineFDS Embol N°l-3 Ácido ClorhídricoMarianela Angel VillagranNessuna valutazione finora
- (Sistemas Mecánicos) Trabajo Práctico Nº3Documento9 pagine(Sistemas Mecánicos) Trabajo Práctico Nº3Muspells SohnNessuna valutazione finora
- 04 ConceptosGeodésicosFundamentalesDocumento20 pagine04 ConceptosGeodésicosFundamentalestefaNessuna valutazione finora
- Solución Taller 7Documento4 pagineSolución Taller 7Juan MorenoNessuna valutazione finora
- Presupuesto D1 Sogamoso Universidad - ConstruacabadosDocumento4 paginePresupuesto D1 Sogamoso Universidad - ConstruacabadosHugo Alexander Cortes100% (1)
- CALCULO de ENGRANAJES Rectos Lewis A Enviar 1Documento5 pagineCALCULO de ENGRANAJES Rectos Lewis A Enviar 1Xavier VillegasNessuna valutazione finora
- El Agua, Ciclo Hidrológico y Contaminación CLASE 1Documento23 pagineEl Agua, Ciclo Hidrológico y Contaminación CLASE 1Juan Pablo ZambranoNessuna valutazione finora
- Qué Es La RAMDocumento2 pagineQué Es La RAMpacogo8338Nessuna valutazione finora
- PTS-CT-34 - Operación Grúa RT PDFDocumento20 paginePTS-CT-34 - Operación Grúa RT PDFNazareth GodoyNessuna valutazione finora