Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Intergraph Caesar Course ContentDocumento2 pagineIntergraph Caesar Course ContentValesh MonisNessuna valutazione finora
- Geared Motor: Product ManualDocumento178 pagineGeared Motor: Product Manualsanjibkrjana100% (1)
- ME302: Materials Mechanics: Chap. 1 StressDocumento16 pagineME302: Materials Mechanics: Chap. 1 StressMat MatttNessuna valutazione finora
- ABB Water MotorDocumento16 pagineABB Water MotorHenry ChokieNessuna valutazione finora
- CF L3 84 EE66011542888876-1Documento8 pagineCF L3 84 EE66011542888876-1Mauli Dudhmogare PatilNessuna valutazione finora
- Control Board Kit 30072-451-86ADocumento8 pagineControl Board Kit 30072-451-86AEdwin RinconNessuna valutazione finora
- AGP PWT - WPM Presentation by AILLC (20th Sep 2022) - EngineeringDocumento4 pagineAGP PWT - WPM Presentation by AILLC (20th Sep 2022) - EngineeringsudsNessuna valutazione finora
- Syllabus Mechanical Qaqc Course Sdlinc 9600162099Documento3 pagineSyllabus Mechanical Qaqc Course Sdlinc 9600162099Sridurgha Lakshmi Inc SDLINC NDT QA QC INSTITUTE100% (3)
- MINI Clubman Mobile Vehicle RepairDocumento5 pagineMINI Clubman Mobile Vehicle RepairJamal NoorNessuna valutazione finora
- Department of Mechanical Engineering (MEE)Documento4 pagineDepartment of Mechanical Engineering (MEE)sagarsononiNessuna valutazione finora
- Lecture 2 UpdateDocumento80 pagineLecture 2 Updateماجد مدحت سعيدNessuna valutazione finora
- RT Report Format Rev.1 17-3-19Documento6 pagineRT Report Format Rev.1 17-3-19mohd as shahiddin jafriNessuna valutazione finora
- Engineering Chemistry Unit 3 Notes RGPVDocumento14 pagineEngineering Chemistry Unit 3 Notes RGPVMufaddal HamidNessuna valutazione finora
- Manual For TC5013 (Elemento Painel)Documento74 pagineManual For TC5013 (Elemento Painel)WevertonNessuna valutazione finora
- BlowerGB 2Documento6 pagineBlowerGB 2Kiyarash BarmakizadehNessuna valutazione finora
- Strength of Materials 4th Edition by Pytel and Singer CompressDocumento10 pagineStrength of Materials 4th Edition by Pytel and Singer CompressJohn Carlo EdejerNessuna valutazione finora
- Helicoil GB 0180Documento40 pagineHelicoil GB 0180MamdouhAlhanafyNessuna valutazione finora
- S.P.Catalog TNT600I600GS-3 2020-Ver 200908Documento97 pagineS.P.Catalog TNT600I600GS-3 2020-Ver 200908Rjay HayNessuna valutazione finora
- Heat Exchangers Designing For Super-Critical Fluid ServiceDocumento6 pagineHeat Exchangers Designing For Super-Critical Fluid ServiceHsein WangNessuna valutazione finora
- Yanmar PumpDocumento1 paginaYanmar PumpHesham HusseinNessuna valutazione finora
- BRH 625 Sandvi̇k BreakerDocumento87 pagineBRH 625 Sandvi̇k BreakerSerkanAl100% (1)
- Numerical Simulation of Inflow Performance For Perforated Horizontal WellsDocumento7 pagineNumerical Simulation of Inflow Performance For Perforated Horizontal Wellssaholans2000Nessuna valutazione finora
- Section 1: System DescriptionDocumento84 pagineSection 1: System DescriptionRaisa RabeyaNessuna valutazione finora
- Extensive Applications of PM Gears: FocusDocumento4 pagineExtensive Applications of PM Gears: FocusAAAHNessuna valutazione finora
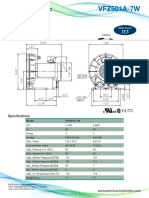
- Fuji Electric VFZ501A 7W DatasheetDocumento2 pagineFuji Electric VFZ501A 7W Datasheetghmp123Nessuna valutazione finora
- 02 The Wind Turbine-0001Documento16 pagine02 The Wind Turbine-0001vodasanket100% (1)
- Moog ServoMotors MDSeries Catalog enDocumento63 pagineMoog ServoMotors MDSeries Catalog enArsonval FleuryNessuna valutazione finora
- Power Plant QuestionsDocumento20 paginePower Plant QuestionsSubhransu Mohapatra50% (2)
- Haldex CompresseurDocumento148 pagineHaldex CompresseurSteve Jacobelly100% (3)
- Mall of Asia Construction MethodsDocumento10 pagineMall of Asia Construction MethodsCarla Madlangbayan MalenabNessuna valutazione finora