Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Procesos de La Cerveza Ducal
Caricato da
Juan Pablo ZambranaTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Procesos de La Cerveza Ducal
Caricato da
Juan Pablo ZambranaCopyright:
Formati disponibili
Practica Industrial 1
INTRODUCCIÓN
El siguiente informe es el resultado de la practica industrial realizada en la planta
de elaboración de cerveza C.B.N. Planta Ducal, de propiedad de la corporación
quilmes.
La información que se describirá a continuación, corresponde a los meses de Abril
a Octubre de 2002, en el presente informe detallaremos el funcionamiento de la
planta, desde el ingreso de la materia prima, hasta obtener el producto final.
Entre las tareas realizadas en la practica se pueden destacar los siguientes:
1.- Análisis de los sistemas auxiliares del proceso.
a. Servicio de generación de vapor.
b. Servicio de aire comprimido.
c. Servicio de agua.
d. Servicio de energía eléctrica
e. Servicio de combustible.
f. Servicio de CO2
2.- Analizar los procedimientos a seguir para el control de calidad de las materias
primas, como también al producto en proceso y producto final.
3.- Analizar los tipos de almacenamiento de los insumos y productos.
4.- Analizar los métodos y/o mecanismos de protección al medio ambiente.
5.- Observar y determinar las medidas de protección personal del trabajador.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 2
CAPITULO # 1
INFORMACIÓN GENERAL DE LA INDUSTRIA
1.1. Objetivo de la Industria.
Su objetivo principal es obtener un producto de buena calidad, que satisfaga las
expectativas y requerimientos de los consumidores.
1.2. Capacidad de la Industria.
La producción anual de la industria oscila alrededor de los 250,000 HL, siendo la
capacidad de producción nominal de la planta de 500,000 HL por año.
1.3. Localización.
Esta ubicada en la zona Nor-Este de la ciudad de Santa Cruz de la sierra, entre el
3er anillo de circunvalación y Av. German Busch.
Ocupa un terreno de 800.000 m2, con áreas construidas y destinadas a la
administración (oficinas y otras dependencias), área de producción y áreas
destinadas a los servicios en general.
1.4. Equipos y Tecnología.
Cuenta con tecnología Brasilera
1.5. Materia Prima.
La materia prima utilizada es malta. Esta llega a la fabrica en camiones de alto
tonelaje provenientes de malterias extranjeras (Argentina, Chile). Los insumos o
aditivos utilizados son el almidón (arroz, Maíz), empleando en el proceso para el
desdoblamiento de los azucares, el lúpulo, sustancia que le da el sabor amargo
característico a la cerveza y la levadura, utilizada para el proceso de fermentación
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 3
1.6. Producto.
La planta produce cerveza envasada en botellas de vidrio de 350, 620 ml de
capacidad, así como también en latas de 350 ml, y en barriles de 50 y 25 litros de
capacidad.
1.7. Mercado.
El producto por las características propias, es casi totalmente consumido en el
ámbito local, y nacional.
Organigrama de funciones
Gerencia General
Dpto. Legal
Gerencia de GerenciaAdm. y
Gerencia Comercial
Produccion Finanzas
Gerencia de Planta Contabilidad Ventas
Laboratorio Personal Marketing
Mantenimiento Suministros Distribucion
Sistemas Sucursal Sucre
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 4
CAPITULO # 2
SERVICIOS AUXILIARES DE LA PLANTA
Es necesario un cierto numero de servicios auxiliares, para el funcionamiento de
los procesos en la planta de elaboración, entre estos tenemos el servicio de agua
para el consumo y la utilización en proceso, aire comprimido, electricidad y
combustible.
A continuación se describirá cada uno de los servicios, utilizados para la
elaboración de cerveza.
2.1. Servicio de agua .
Se cuenta con dos pozos, de donde se extrae agua para el abastecimiento a
proceso, de 200 m de profundidad, con un caudal de
Se cuenta con dos líneas de suministro de agua uno de SAGUAPAC, que es
destinado para el consumo humano y la otra extraída de pozos para el
procesamiento de cerveza y generación de vapor.
Para la utilización en el proceso de elaboración de la cerveza debe cumplir una
serie de condiciones que se encuentran descritos en la normas internacionales de
productos alimenticios. El agua entes de ser introducida a proceso pasa por una
etapa de des-ionizacion, donde se le reduce las concentraciones de iones Ca, Mg
y Carbonatos.
Para el proceso de generación de vapor se realiza el proceso de ablandamiento
con resinas cationicas donde se reduce únicamente los niveles de concentración
de Calcio y Magnesio.
2.2. Servicio de Energía Eléctrica.
La energía suministrada es directamente de C.R.E., que llega a la subestación con
una tensión de
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 5
2.3. Servicio de vapor.
Para la generación de vapor cuenta con dos calderos que funcionan de forma
alternada, dependiendo de la demanda generada en el procesamiento de cerveza.
Marca NORTON NORTON
Capacidad 12 tn 6 tn
Presión de 10 bar 10 bar
trabajo
Combustible gas gas
2.4. Servicio de aire comprimido.
El aire comprimido es producido por 6 compresores que trabajan a una presion de
6 kgf/cm2
El aire pasa por un filtro, es succionado del medio ambiente por los compresores
estos realizan la compresión y descargan a un tubo separador – enfriador, de
donde se drena agua. Para ser utilizado debe pasar por unos deshumidificadores
colocados en serie donde el agua que esta presente como humedad de aire
ambiental es condenzada hciendo pasar agua friaen contracorriente con el aire
comprimido. Después el aire comprimido es distribuido a las distintas areas para
su utilización.
El aire comprimido es utilizado en la planta para la aireación del mosto, la
propagación de la levadura en el proceso de fermentación, asi como tambien en la
instrumentación mecanica de la planta (válvulas),en los servomecanismos de las
envasadoras del mismo modo en los en los procesos de limpieza.
2.5. Servido de Combustible.
En la planta Ducal se utiliza como combustible el gas natural tiene su propia
instalación el gas consumido es de 15m3 .
Tambien es utilizado la gasolina el diesel, en menor cantidad
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 6
2.6.Servicio de CO2.
Después de 24 horas de fin de llenado con una pureza de 99.8 hasta la cosecha
(inicio) cuanto mayor el extracto se produce mas dióxido de carbono .
Por tanque de 879 hl se produce 2500kg de CO2
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 7
CAPITULO # 3
DESCRIPCIÓN DE LABORATORIO Y CONTROL DE CALIDAD
3.1.Determinación del rendimiento de la malta ( mosto congresso)
La determinación del potencial de malta para producir solubles de mosto por un
programa estándar de maceración.
Este procedimiento es también usado para la determinación del tiempo de
sacarificación, velocidad de filtración, pH del mosto, color, viscosidad del mosto,
contenido de nitrógeno soluble y contenido de nitrógeno amino libre. Este método
puede ser aplicado a todas las maltas debajo de 15 unidades de color EBC.
3.1.1.Fundamento.
El contenido de extracto en maltas es determinado después de macerar y filtrar el
contenido de extracto del mosto resultante. El contenido de extracto del mosto se
encuentra del peso específico por medio de la tabla oficial de azúcar (tabla Plato)
para 20 ºC. El término “peso específico” significa la relación del peso de un
volumen de líquido a 20 ºC con el peso del mismo volumen de agua a la misma
temperatura.
3.2. Poder diastasico
La determinación de la actividad combinada de la - y -amilasa de la malta bajo
condiciones de reacción estandarizadas. Este método puede ser aplicado a todo
tipo de maltas.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 8
3.2.1 Fundamento
Las enzimas de la malta son extraídas con agua destilada a 40 ºC. Una solución
de almidón estándar es hidrolizada por el extracto de enzimas de malta. La
cantidad de azúcares de reducción formados por acción amilolítica es estimada
iodométricamente. El resultado es calculado como gramos de maltosa que es
producida por 100 g de malta bajo condiciones específicas.
3.3.Determinación de FAN ( -amino nitrógeno)
3.3.1.Fundamento.
La Muestra diluida se calienta con ninhidrina a pH 6,7 y el color producido se mide
a 570 nm.
La ninhidrina es un agente oxidante que provoca la descarboxilación oxidativa de
los alfa-aminoácidos, produciendo C02, NH3 y un aldehído con un átomo de
carbono menos que el primitivo aminoácido.
La ninhidrina reducida reacciona enseguida con la ninhidrina no reducida y el NH 3
liberado, formando un complejo de color azul. La fructosa se incluye en el reactivo
coloreado como sustancia reductora. El yodato potásico en solución diluida guarda
la ninhidrina oxidada, asegurando que no tengan lugar reacciones posteriores que
afecten al color.
3.4.Determinación del color.
Determinar el color de una muestra dada, utilizando el método fotométrico
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 9
3.4.1. Fundamento.
El método se basa en medir la extinción a una longitud de onda de exactamente
430 nm, en una muestra libre de turbidez. Después de multiplicar la lectura por un
factor dado se obtiene el color en unidades EBC.
Determinar la cantidad de azucares fermentables presentes en el mosto o
cerveza.
3.5-Determinación de la atenuación limite
Determinar la cantidad de azucares fermentables presentes en el mosto o
cerveza.
3.5.1-Fundamento
Los azucares fermentables presentes en el mosto o cerveza, son fermentados a
temperatura ambiente por la levadura de siembra
3.6.-Determinación del nitrógeno coagulable
Las proteínas influyen en la espuma y en la estabilidad física de la cerveza. Un
alto contenido de proteínas da buenos valores de espuma y baja estabilidad física.
La determinación del contenido de proteínas en el mosto da un indicio de estos
dos parámetros. Este método de aplica a mosto y cerveza.
3.6.1-Fundamento
Como resultado del hervido prolongado del mosto parte de las proteínas coagulan.
Luego de la separación por filtración, el nitrógeno de lo retenido en el filtro se
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 10
puede determinar por el método de Kjeldahl. Mediante la adición de ditionito de
sodio se reduce el tiempo de hervido a 1 hora.
3.7. Determinación N2 total
Determinación de Nitrógeno soluble total en mosto y cerveza.
3.7.1. Fundamento
El termino nitrógeno total Kjeldahl se refiere a la combinación de nitrógeno
amoniacal y nitrógeno orgánico. Sin embargo los únicos compuestos de nitrógeno
orgánico que se determinan son los que aparecen con enlaces con valencia -3. El
nitrógeno en este estado es convertido en sales de amonio por acción del ácido
sulfúrico y del peróxido de hidrógeno.
3.8. Determinación N2 precipitable
Las proteínas influyen en la espuma y en la estabilidad física de la cerveza. La
determinación del contenido de proteínas precipitables en el mosto da un indicio
de la cantidad de proteínas de alto peso molecular presentes. Este método de
aplica a mosto y cerveza.
3.8.1. Fundamento
Como resultado de la acción del sulfato de magnesio las proteínas precipitan.
Luego de la separación por filtración, el nitrógeno de lo retenido en el filtro se
puede determinar por el método de Kjeldahl.
3.9. Determinación del calcio.
Determinar la concentración de calcio en cerveza y mosto.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 11
3.9.1.Fundamento.
El calcio resulta esencial dentro del agua cervecera, particularmente durante la
maceración. El calcio protege la alfa-amilasa de la destrucción térmica y ayuda así
a la licuefacción de la masa, estimula la acción enzimática de las proteasas y
amilasas y aumenta así el rendimiento, además ayuda a obtener y mantener el
debido pH de la masa, como también la floculación del material proteico dentro de
la olla de cocción.
El calcio resulta también importante en etapas posteriores del proceso de
fabricación de cerveza. En el mosto regula el pH, mejora el rendimiento y
floculación de la levadura, ayuda en la eliminación del oxalato y a reducir el color
del mosto.
En suma, un nivel apropiado de calcio dentro del agua cervecera resulta
importante para obtener una cerveza estable y de buen sabor.
El agua base del macerador debe tener cerca de 50ppm de calcio. Poco más de la
mitad del calcio, ya sea proveniente de la malta o de adición de sales, se pierde
durante la maceración.
En el mosto, un rango de 35 a 55 ppm es necesario para que se cumpla lo
descrito anteriormente.
3.10.Determinación del yodo
Medir la sacarificación de la muestra (dextrinas, gomas arábigas y amilaceas), a
través del índice espectrofotométrico de iodo.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 12
3.10.1.Fundamento.
Por agregado de una solución diluida de iodo a un mosto tratado, la coloración
formada es medida por medio de un espectrofotómetro.
Después del cálculo, el valor normal de iodo hallado es una medida de la
sacarificación
3.11.Determinación de la pureza de CO2
Determinar la pureza del CO2 que se utiliza en el proceso cervecero, mediante el
uso de una bureta gasométrica.
3.11.1.-Fundamento.
La técnica se basa en la absorción del Dióxido de Carbono gaseoso en una
solución de Hidróxido de Sodio en una bureta gasométrica. Las impurezas quedan
sin reaccionar y el nivel que alcanza la solución alcalina en la bureta, leído en una
escala graduada, representa la pureza del Dióxido de Carbono.
3.12.Determinación mosto original
Determinar el valor de mosto original y el contenido alcohólico en los distintos tipos
de cerveza.
3.12.1- Fundamento
Es importante el conocimiento preciso del contenido de alcohol y extracto aparente
en cerveza, por ello esta es una técnica específica a tal fin.
Puede ser aplicada a todo tipo de cervezas claras u oscuras, filtradas o no,
excepto a las cervezas con bajo o ningún tipo de alcohol.
El principio en el que se basa es la destilación mediante calentamiento directo con
mechero de una muestra de cerveza la que provoca la evaporación total del
alcohol, dejando un residuo con los no volátiles, especialmente carbohidratos.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 13
Llevando a un peso dado el condensado y el residuo, se puede considerar que en
el primero se encuentra todo el alcohol, formando una solución hidro-alcohólica,
mientras que en el segundo se tienen los azúcares.
Se determina la densidad de ambos y junto con la de la cerveza es posible
calcular el contenido de alcohol y el mosto original de esta última.
3.13. Determinación de amargo
Determinación de las unidades de amargo en cerveza (B.U. = Bitter Units)
3.13.1. Fundamento
Las sustancias amargas son extraídas con iso-octano de un medio acidificado.
Después de la centrifugación se mide la absorbancia de la capa de iso-octano a
275 nm, contra una referencia de iso-octano puro.
3.14.Determinación de la turbidez.
Determinar la turbidez en cerveza, mediante la utilización de un turbidímetro en
unidades EBC.
El equipo esta diseñado para medir directamente la turbidez que puede aparecer
en cerveza u otros líquidos cuya limpidez es de importancia comercial. Es
aconsejable efectuar la medición en las cubetas transparentes recomendadas
para el aparato. El VOS-ROTA mide la turbidez en medidas EBC, la que puede
verse en el lector digital.
Para prevenir falsas lecturas, el instrumento indica cuando se tiene una muestra
inestable o una fuera del rango.
Cuenta con una lámpara de halógeno con reflector, las que son individualmente
probadas para su uso en el turbidímetro.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 14
3.14.1 Fundamento
La turbiedad se define como la expresión de la propiedad óptica que hace que la
luz se disperse y sea absorbida en lugar de propagarse en línea recta a través de
la muestra. Dicha dispersión y absorción viene ocasionada por la interacción de la
luz con las partículas suspendidas en la muestra. Expresado con sencillez la
"turbiedad" es lo contrario de la "claridad".
3.15. Determinación de la estabilidad coloidal
Determinación de la estabilidad coloidal en cerveza terminada, mediante el
envejecimiento forzado y la medición de la turbidez.
3.15.1. Fundamento.
La cerveza es forzada a un envejecimiento más rápido que el normal mediante
calentamiento a 57ªC durante 7 días y a 0ªC durante 24 horas.
El valor obtenido permite estimar el tiempo en que una cerveza presentará
opalescencia por almacenamiento prolongado (vida útil sin que la cerveza se
enturbie).
3.16.1.Determinación de polifenoles
Determinar el contenido de polifenoles en mosto y cerveza.
3.16.1.Fundamento
Existen evidencias de que los Polifenoles están implicados en el fenómeno de
oxidación, y de formación de turbidez, además de influir sobre el perfil
organoléptico de las cervezas. Este método puede ser aplicado a mostos y
cervezas.
Las muestras son tratadas con una solución de CMC/EDTA. En este medio de
reacción los grupos hidroxilos de los polifenoles reaccionan con el ión férrico, en
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 15
solución alcalina. El color rojo de la solución es medido espectrofotometricamente,
a una longitud de onda de 600 nm.
3.17. Determinación de antocianogenos.
Determinación del contenido de Antocianógenos en mosto y cerveza.
3.17.1. Fundamento.
Los antocianógenos (leucoantocianidinas) son compuestos fenólicos, que se
transforman en antocianidinas rojizas por la acción de ácido clorhídrico caliente. El
volumen, así como el grado de condensación y polimerización de estos
compuestos influyen en la formación
de turbidez coloidal en la cerveza. Las mediciones de estabilidad con PVPP
guardan correlación con una disminución en el contenido de antocianógenos.
Principio:
Los antocianógenos se adsorben en poliamida. El volumen adsorbido se disuelve
en butanol-ácido clorhídrico y se calienta, generándose así una solución rojiza,
cuya intensidad se mide por métodos espectrofotométricos.
3.18. Determinación del aire en el cuello de la botella
Determinar el contenido de gases extraños en el espacio vacío (gollete)
inmediatamente después del embotellado.
3.18.1. Fundamento.
Sin agitación preliminar el gas del espacio vacío se transfiere a una bureta
gasométrica llena con KOH o NaOH, donde el CO2 se combina con la solución
alcalina y el gas extraño al no reaccionar es medido en la escala graduada de la
bureta.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 16
3.19. Determinación del O2 disuelto en cerveza
Determinar el contenido de oxígeno disuelto en producto envasado en tanques,
por ejemplo cerveza, agua, mosto, etc.
3.19.1. Fundamento.
Mediante la utilización de un equipo adecuado se determina la cantidad de
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 17
CAPITULO # 4
DESCRIPCIÓN DE LA PLANTA Y SUS PROCESOS
4.1.- RECEPCIÓN Y ALMACENAMIENTO DE MALTA Y ARROCILLO.
El grano de malta que llega en los camiones de alto tonelaje, es depositado el los
silos de almacenamiento.
Se cuenta con varios silos para el almacenamiento de malta y silos para el
almacenamiento de adjuntos.
De los silos de almacenamiento, el grano es transportado por medio de elevadores
cangilones y tornillos sin fin hacia unos silos de cemento ubicados en la siguiente
sección para la limpieza.
4.1.1.- Limpieza y pesado de malta y arrocillo.
En esta sección se realiza la limpieza respectiva del grano para eliminar todo tipo
de impurezas físicas que pudiera tener el grano (cascarilla, piedras y otros ) así de
esta manera se evita que se dañen los equipos y que el proceso en si sea
afectado.
De los depósitos de cemento el grano es transportado a una primera zaranda
donde se separan los materiales livianos, y luego a otra donde se realiza la
separación de las piedras. Ambas zarandas están conectadas a un ciclón. El cual
extrae las partículas livianas y el polvo.
Una vez limpio, el grano es transportado hacia una tolva de alimentación a un
molino, donde se realiza la trituración respectiva mediante una operación de
molienda húmeda.
Antes de llegar al molino, el grano es pesado en una balanza dispuesta para ello
para así de esta manera tener un control del rendimiento de la materia prima.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 18
En esta sección también se realiza la limpieza del adjunto (arrocillo). Para ello,
este es pesado de acuerdo a las formulación deseadas enviada hacia una
zaranda. Donde es separada todas las partículas extrañas.
Una vez limpios el grano de malta y el arrocillo estan listos para pasar a la
siguiente sección y comenzar con el proceso de maceración
4.2 COCIMIENTO.
4.2.1.- Maceración.-
La maceración es un proceso que comienza con la mezcla de malta y adjunto, en
agua caliente, y esta seguida de una serie de ciclos de calentamiento y reposo.
Las sustancias que se solubilizan de esta manera se llama extracto y la solución
de extracto en agua , mosto, por ello se dice que el mosto es un liquido acuoso
que contiene un conjunto complejo de sustancias solubles y en suspensión
derivados de los ingredientes (malta y arroz). La finalidad principal es la obtención
del mosto.
El arroz, pasa al cocedor de cereales donde se mezcla con agua y por
calentamiento se lo lleva hasta la ebullición, estado en el que es mantenido por un
tiempo determinado. La finalidad de este proceso es la de producir la
solubilización y gelatinización (absorción de agua por las partículas de almidón) de
los gránulos de almidón para que puedan ser atacados por las enzimas
diastasicas de la malta durante la maceración ya que en su forma natural no es
fácilmente atacado.
La malta luego de pasar por el molino, pasa a la olla de maceración, donde se le
agrega la masa gelatinosa de arroz por medio de una bomba, a partir de este
momento se produce el desdoblamiento del almidón en azúcar fermentable por
acción de las enzimas diastasicas.
Este proceso dura aproximadamamente 1.5 a 2 horas .
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 19
4.2.2 .- Cocimiento del mosto .-
una vez terminado el proceso de maceración, el mosto es bombeado a la cuba
filtro de donde se bombea a la olla o paila de coccion para que sea hervido y se le
adicione el lúpulo
y otros agentes que ayudan a la caracterizacion del sabor. El hez de malta es
enviado a un colector previsto para este fin.
Después de la ebullición, cuando se ha formado el coagulo caliente inicial, se le
añade el lúpulo para dar el sabor amargo e inhibir microorganismos presentes.
Una vez concluida la ebullición, el mosto es bombeado a un tanque de remolino
(whirpool),el mismo que es un sedimentador de mosto caliente, para producir la
separación y eliminación del bagazo del lúpulo (TRUB)
E l proceso de ebullición o cocimiento del mosto es mas que una simple elevación
de la temperatura , tiene la finalidad de :
1.- Proporcionar una estabilidad biológica (esterilización del mosto), bioquímica
(desactivacion de las enzimas y destrucción eficaz de la alfa amilaza) , coloidal
(eliminación de las proteínas coloidales inestables mediante la coagulación
térmica, y la precipitación y eliminación subsiguiente), y del sabor.
2.- Permitir el desarrollo del sabor ( adicionales a los producidos por el lúpulo), por
la formación de melanoidinas y la eliminación de compuestos volátiles del sabor
derivaos de la cebada y del proceso de malteo.
Concentrar el mosto por evaporación hasta la densidad deseada ya que la
cantidad de agua que debe usarse para hacer la masa y filtrar el extracto,
normalmente produce un mosto de una densidad menor a la requerida.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 20
3.- eliminar ewl bagazo del lúpulo después de concluida la ebullición por medio de
un juego de tamices.
Es importante recalcar que el desarrollo del sabor se debe a la eliminación de los
compuestos volátiles indeseados y fundamentalmente a la adición del lúpulo y
otros aditivos que ayudan al mismo.
4.2.3.- Enfriamiento del mosto y siembra de levadura.
El mosto es enfriado en un intercambiador de calor de placas, y una vez frió es
bombeado hacia los tanques cilíndricos donde se inicia el proceso de
fermentación en el trayecto por la línea de conducción, es aireado con aire hasta
una concentración aproximada de 9 p.p.m. Posteriormente se realiza la siembra
de la levadura por la misma linea.
El proceso de enfriamiento del mosto consiste en:
1.- Reducir la temperatura del mosto desde aproximadamente 100 oC hasta la
temperatura de levadura de 9.0 oC,
2.- Airear de forma adecuada el mosto hasta una concentración de 9.0 p.p.m. de
O.D., con la finalidad de optimizar el rendimiento de la levadura.
4.3.- Fermentación.
La fermentación anaeróbico, mediante el cual la levadura convierte la glucosa en
etanol y CO2.
C6 H12O6 2C2 H 5OH 2CO2 Calor
Actualmente se ha visto que este es un proceso mucho mas complejo donde
influyen las enzimas y coenzimas en las diferentes reacciones que producen la
conversión y además no solo participa la glucosa, sino también todo el extracto o
carbohidratos fermentables presentes en el mosto.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 21
Numerosos productos derivados, se desarrollan durante la fermentación y muchos
componentes del mosto, son asimilados por la levadura, todo lo cual tiene un
impacto sobre el sabor, aroma y las características dela cerveza final.
Pese a su complejidad, la fermentación depende de tres parámetros, de la
composición del mosto (nutrientes de la levadura), de la levadura misma, y de las
condiciones del proceso (tales como duración, temperatura, volumen, presión,
forma y tamaño del recipiente, agitación y corrientes dentro del mosto que están
en fermentación).
Para la fermentación, la planta utiliza la levadura de fermentación baja:
Sacharomyces Uvarum. Durante esto la levadura se aglutina y se sedimenta en el
fondo del mosto en fermentación donde es recogida, hacia los tanques de
levadura.
El proceso comienza con la aireación y siembra de la levadura en el mosto una
temperatura baja en comparación con la fermentación de la cerveza alrededor de
9 oC. Medida que avanza la fermentación se forma la espuma y al mismo tiempo
disminuye el peso especifico la espuma puede subir hasta mas de 1/3 del volumen
del fermentador. A las 8 hrs. se realiza la primera purga truw (levadura inactiva y
otros sólidos que sedimentan en el tanque).
Cuando se a completado básicamente la fermentación, se inicia el enfriamiento
para facilitar la sedimentación de la levadura. Este producto obtenido se conoce
como cerveza verde.
Durante la fermentación se realiza un estricto control de calidad para asegurar que
esta proceda normalmente para ello la levadura de estar libre de contaminación.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 22
El proceso dura aproximadamente 6 a 7 días y se realiza a una temperatura de
14.5 oC , para producir la transformación de la mayor cantidad de azucares
posibles.
Durante esta etapa se realizan dos cosechas de levaduras y se realiza la prueba
de diacetilo y luego se procede a un enfriamiento hasta –1 OC, para que se inicie el
proceso de maduracion.
4.3.1 Maduración.
La maduración es un proceso de reposo, donde la cerveza verde en este trayecto
se obtiene las características particulares de la cerveza
se fija el aroma, se acentúa el sabor y se acentúa la espuma.
Sedimenta la levadura muerta, proteínas y otros (se realiza dos purgas).
Se acondiciona el dióxido a nivel adecuado.
Se realiza los análisis correspondientes, para determinar dióxido de
carbono, O.D., turbidez, recuento celular y extracto aparente.
Este proceso dura aprox. 8 días.
Una ves concluida la maduración y normalizada, la cerveza es filtrada.
4.4. Filtración y Estabilización con PVPP.
La filtración es un proceso que busca reducir la turbidez de la cerveza hasta que
quede lo suficiente brillante como para comercializar. Este proceso se realiza con
filtros de tierra filtrante como medio de filtración.
Para la filtración de cerveza, se preparan precapas de tierra filtrante haciendo
recircular tierra con agua gasificada (se utilizan dos tipos de tierra, fina y gruesa),
una ves listas las dos precapas, se hace el cambio en la línea de agua gasificada
a cerveza, se purga aproximadamente unos 20 HL, hasta que sea cerveza pura.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 23
Terminada la purga se recircula la cerveza en el filtro hasta que alcance la
turbidez adecuada.
4.4.1. Dosificación y estabilización de la cerveza con pvpp.-
En el tiempo que la cerveza es llenada al filtro Shenk , se dosifica pvpp, una vez
que se llena el filtro se recircula la cerveza hasta que se logra su clarificación.
El pvpp, se dosifica con la finalidad de reducir los polifenoles y asi de esta manera
estabilizar la cerveza.
Después de salir por el filtro Shenk, la cerveza es dirigida a un microfiltro y en el
trayecto de la línea hacia el tanque de presión se le adiciona un estabilizante de
espuma
4.5.Envasado. –
en esta etapa se realiza el envasado de la cerveza en los diferentes contenedores
de acuerdo a lo exigido por el mercado, como se menciono anteriormente la
cerveza es envasado en envases de vidrio y barriles.
Botellas 350, 620 (ml)
Barriles 50 (l)
4.5.1. Envasado y pasteurizado de botellas.-
la planta cuenta con una maquina llenadora de 72 picos, y con una capacidad de
25000 botellas/ hora.
Las botellas llegan de la lavadora de botellas limpias a la cenadora, donde se
genera un vació, se produce la inyección de gas carbónico, y luego el llenado de
cerveza. A continuación pasa por el HD (chorro de agua estéril con presión
alta)para bajar el nivel de espumado que hace que disminuya el oxigeno en el
cuello de la botella, pasando luego a la sección de coronado o tapado.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 24
El pasteurizador es un túnel que obedece a una curva de temperatura programada
en función al tiempo, consta de nueve baños, los cuales se dividen en
precalentado, pasteurizado y enfriado. Un factor importante es que las botellas no
deben tener un salto de temperatura mayor a 20°C ya que este choque térmico
puede ocasionar su rompimiento. El tiempo que permanece las botellas en el
pasteurizador es aproximadamente de una hora.
Después de ser pasteurizadas la botellas con cerveza pasan a la etiquetadora y
codificadora que tiene una capacidad de 30000 botellas/ hora.
Una vez etiquetadas y codificadas pasan por un inspector de bajo llenado
dirigiéndose luego a la encajonadora.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 25
CAPITULO V
ASPECTOS DE LA SEGURIDAD INDUSTRIAL EN EL PROCESO DE
ELABORACIÓN DE CERVEZA
5.1.-INTRODUCCIÓN
En el proceso de elaboración de cualquier producto se observa que los aspectos
más importantes para una empresa son garantizar una excelente calidad del
producto por medio de un riguroso control, la utilización de una buena materia
prima y la realización de un óptimo proceso de fabricación. Existe un factor que
podría considerarse como primordial para definir la calidad de la empresa que es
asegurarle el bienestar físico a todos y cada uno de los integrantes de su equipo
humano, es decir la seguridad industrial.
A medida que se avanza dentro del proceso de elaboración de la cerveza se
puede ver que dentro de cada una de sus facetas existen una numerosa cantidad
de riesgos que pueden causar desde pequeños incidentes hasta los accidentes
más trágicos y lamentables, es por ello que no se escatima esfuerzo para tratar de
hacer el proceso lo más seguro posible desde su inicio hasta el final. Para ello es
lógico que la empresa posea dentro de sus departamentos alguno con el personal
profesional encargado de establecer y administrar un programa de seguridad de
manera que sea un sistema integrado y global para toda la empresa.
En la primera etapa de la elaboración se observan las hojuelas de Cebada (luego
de haber sido sus granos sometidos al proceso de malteo, secado y tostado) y
arroz; desde este momento en el cual lo que se realiza es la movilización de la
mezcla para posteriormente someterla al proceso de cocción, están presentes
mecanismos de seguridad, en este espacio vemos sistemas para prevenir y
extinguir incendios. Luego al desplazarnos hacia la zona de cocción donde se
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 26
mezclan la cebada malteada y el arroz con el agua en las pailas de maceración
para formar una suspensión espesa llamada mosto, el cual luego es sometido
nuevamente a altas temperaturas y luego llevado a temperaturas más bajas por
medio de enfriadores especiales; a lo largo del recorrido vemos equipos de
protección tales como mascarillas, lentes de seguridad y extintores colocados en
lugares estratégicos para que sean fácilmente alcanzables; además el piso es
antideslizante para evitar riesgos de caídas, las escaleras que son de un material
metálico tienen un diseño de escalones anchos en los cuales hay surcos que
amplían el roce del zapato con el suelo también para evitar caídas. El espacio
donde se encuentran las pailas tiene una temperatura superior a los 25 grados C
por lo cual se presenta riesgos de incendios y el lugar está provisto de varios
extintores de incendios. Las pailas están hechas de metal y poseen pequeñas
compuertas que sellan el acceso al líquido que se encuentra dentro de ellas a
altas temperaturas, el piso tiene baldosas con un alto coeficiente de roce para que
no hayan caídas y el lugar está dotado de grandes mangueras que proveen el
lugar de agua ya sea para el lavado de la zona o proveniente de un
abastecimiento de una estación contra incendios.
Una vez que el mosto ha sido preparado se le agrega el Lúpulo y es llevado a otra
paila de cocción donde es hervido por determinado tiempo después del cual es
enfriado nuevamente; aquí comienza el proceso de fermentación en tanques
cilindro-cónicos de acero inoxidable, en este proceso la levadura a partir de los
azúcares produce alcohol y gas carbónico. Así como esta es la reacción más
importante del proceso, también ocurren una diversidad de transformaciones
químicas las cuales se deben tener muy en cuenta a la hora de hablar de
seguridad ya que muchas de estas reacciones pueden dar productos que debido a
su toxicidad y dependiendo de las concentraciones en las que se hallen, podrían
causar daños al personal que trabaja en esta zona; es por ello que se deben haber
diseñado sistemas especiales de recolección de los gases que se forman así
como mecanismos para una rápida evacuación de cualquier sustancia que se
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 27
pueda derramar. En esta zona la temperatura es un poco baja, la cual se mantiene
por medio de aire acondicionado, por ello la puerta de acceso al lugar esta
diseñada como si fuese un refrigerador es decir que casi es hermética. También
hay extintores y sistemas de detección de incendios y además todo es controlado
desde un centro computación donde se hace posible observar toda la instalación,
el piso es antideslizante lo cual puede evitar caídas.
Cuando la maduración ha terminado se puede decir que en ese momento el mosto
pasa a ser la cerveza joven a la cual le falta es ser madurada; este paso se realiza
en la misma zona que la fermentación pero en las cavas de maduración en las
cuales la cerveza se lleva hasta una temperatura de un grado y medio bajo cero
en la escala de Celsius, con lo cual se favorece la clarificación del líquido y
ocurren reacciones bioquímicas naturales que le dan a la cerveza su aroma y
sabor haciéndola apta para el consumo; las personas que trabajan en este
espacio deben portar trajes especiales resistentes al frío. Para realizar el bajado
de la temperatura por lo general se utiliza vapor de amoníaco el cual es tratado
con sumo cuidado ya que es altamente tóxico.
Para que en el ambiente no haya la presencia del dióxido de carbono que es el
producto de la fermentación alcohólica y el cual sería un gran contaminante, éste
es recuperado por medio de una licuefacción y reutilizado en la sección de
envasado para la gasificación bajo la tapa durante el llenado, contrapresión en la
llenadora y en los tanques de almacenamiento y de embotellamiento, y además en
la neutralización de residuos cáusticos.
Luego de la maduración la cerveza es bombeada de los tanques de maduración
para que pase por unos filtros con tierra infusorio donde se termina de realizar el
proceso de clarificación de ella para así tener una mayor calidad en este momento
mediante controles se le es reinyectado el gas carbónico a la salida de la filtración
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 28
dándose por terminado el proceso de elaboración; en este ambiente el personal
debe estar vigilante de que el proceso de bombeo de un lugar a otro no se
detenga, es decir que no haya ninguna falla mecánica ni eléctrica es por ello que
siempre están preparados para enfrentar alguna de ellas sin portar ningún traje
especial pero sí con botas y lentes de seguridad.
En el área de llenado y envasado se debe usar lentes de seguridad ya que el
riesgo de explosión de alguna botella es muy alto, así mismo las personas que
trabajan constantemente en esta área deben usar en todo momento aislantes del
ruido, es decir tapa orejas, porque el choque de las botellas produce mucho ruido
el cual con el tiempo podría generar lesiones auditivas. Este proceso es altamente
tecnificado y el personal que trabaja aquí garantiza una alta calidad; las botellas
son lavadas con soda cáustica a altas temperaturas y enjuagadas con agua
caliente y fría. Luego a través de sistemas automáticos son llenadas e
inspeccionadas con lo cual se detecta cualquier imperfección fuera y dentro de la
botella, luego son tapadas herméticamente y pasadas por un túnel donde son
calentadas por agua lentamente hasta unos sesenta grados y luego enfriadas
completándose el proceso de pasteurización. Similar proceso se realiza para las
latas, antes de proceder al llenado de latas estas son cuidadosamente
seleccionadas y sometidas a pruebas microbiológicas que garanticen que no
exista contaminación. Además de todos los mecanismos de seguridad
mencionados le empresa ha diseñado sistemas automáticos para detectar y
detener accidentes como por ejemplo incendios en ciertos lugares donde se está
propenso ha que ocurra; así como ha diseñado una estructura con los parámetros
de ambiente, luz y ventilación adecuados para los trabajos que se realizan y a la
vez se encarga de instruir a su personal con respecto al uso de los equipos y de
que hacer en el momento de presentarse algún accidente.
5.2.-TOXICIDAD DE ALGUNAS SUSTANCIAS UTILIZADAS EN LA
ELABORACIÓN DE CERVEZAS
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 29
Amoníaco: es inflamable y explosivo en concentraciones de 15 a 28 % en el aire,
en los cuales se hace imposible respirarlo. Mezclado con agua es altamente
corrosivo. Irrita los ojos y las membranas mucosas.
Dióxido de carbono: afecta el cuerpo ya que se puede encontrar diluido en aire
bajando la concentración de oxígeno. Las concentraciones de CO 2 por encima del
5% son muy peligrosas para el cuerpo por lo cual aumenta la profundidad de la
respiración y acelera bruscamente el pulso.
Hidróxido de sodio: produce lesiones en los ojos y serias quemaduras en la piel.
Debe evitarse respirar sus vapores.
Cloro: extremadamente irritante de los ojos y vías respiratorias, forma ácido
hipoclórico al combinarse con la humedad.
Monóxido de carbono: reduce la capacidad de captación de oxígeno por la sangre
y la señal más común de alta exposición es dolores de cabeza.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 30
CAPITULO VI
PLANTA DE TRATAMIENTO DE RESIDUOS LIQUIDOS
6.1.-Tratamientos Existentes
El sistema de tratamiento de aguas residuales consta de una serie de tratamientos
que a continuación se describen.
6.2.-Pre - tratamiento
Existen rejas en algunos sectores de la planta, sirviendo estas para separar los
sólidos de gran tamaño y evitar posibles problemas y sobrecargas al posterior
proceso de tratamiento de los residuos líquidos, estas rejas son limpiadas
regularmente evacuando los sólidos retenidos al recipiente de basura.
No existe un desarenado que separe posible presencia de lodo, arena y arcilla
debido a la escasa presencia de estos materiales. Con respecto a un
homogeneizador (donde se uniformizan todos los residuos de la planta para que
de esta manera el proceso siempre cuente con una misma composición de carga,
pH, temperatura estable y sobre todo aprovisionar al sistema con un caudal
constante) la planta no cuenta con este proceso, que es de vital importancia para
la efectividad del tratamiento y el funcionamiento óptimo del resto del tratamiento.
Antes de ingresar el conjunto del agua residual al sistema de tratamiento, pasa
primero por un par de rejillas que evita el ingreso de sólidos (heces de malta,
sólidos granulares, etc. ), inmediatamente después está el canal tipo parshall.
Posteriormente el agua se dirige a una estación de bombeo donde se encuentran
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 31
dos bombas sumergibles de bajo y alto nivel que trabajan alternativamente
(accionados automáticamente por un sistema de flotadores) para alimentar al
proceso de tratamiento
6.3.-Tratamiento Primario
El tratamiento físico-químico con el que cuenta la fábrica es mediante la adición de
hidróxido de calcio (cal la calera), para sedimentar los sólidos en suspensión en
estado coloidal. Cuenta con un recipiente donde se prepara la lechada de cal
(utilizándose aprox. 250 mg/lt de residuo líquido) agregándose directamente a la
línea de alimentación del tanque, donde se realiza primero la coagulación y
posteriormente la floculación de los sólidos en suspensión.
El tanque donde ocurre todo esto, tiene forma de cono invertido con capacidad
de 197 m3, separándose por la parte inferior el lodo acumulado, por la parte
superior y por rebalse el sobrenadante que alimenta al proceso biológico. El lodo
eliminado es extraído por gravedad y cargado a un camión cisterna y es
evacuado lejos del centro de la ciudad para su respectivo secado.
6.4.-Tratamiento Secundario
Al tratamiento secundario, llega el conjunto de los efluentes donde son sometidos
a un tratamiento biológico del tipo fangos activados, como es característica de
este tipo de proceso, este cuenta con el reactor biológico y un sedimentador que
separa los fangos producidos del agua tratada, lamentablemente este proceso no
funciona como tal por la ausencia de un tanque de homogeneización.
El líquido sobrenadante del tanque separador alimenta a dos lagunas con las que
cuenta la fábrica, ambas son lagunas anaerobias.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 32
6.5.-Tratamiento Terciario
El tratamiento terciario o de lagunas es de suma importancia en el sistema, puesto
que en ellas se lleva a cabo la mayor reducción de carga orgánica y sólidos en las
aguas residuales, ambas lagunas son anaerobias, tienen en su superficie tarope
que coadyuva al tratamiento.
Finalmente el efluente final es utilizado para riego de los jardines de la cervecería,
también cuentan con una salida al alcantarillado de SAGUAPAC, que actualmente
se encuentra sellado. En el ANEXO se muestra el diagrama de la planta de
tratamiento de residuos líquidos.
Análisis que se realizan para el QUALASS:
Análisis Frecuencia Sector
DBO 1* semana Entrada 1º laguna – Entrada 2º laguna – Puntos de
riego
PH diario Entrada 1º laguna – Entrada 2º laguna – Puntos de
riego
Temperatura diario Entrada 1º laguna – Entrada 2º laguna – Puntos de
riego
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 33
CAPITULO VII
INCONVENIENTES POR MAL TRATAMIENTO DE AGUAS PARA EL USO EN
LA GENERACIÓN DE VAPOR
Los problemas más frecuentes presentados en calderas pueden dividirse en dos
grandes grupos:
Problemas de corrosión
Problemas de incrustación
Aunque menos frecuente, suelen presentarse ocasionalmente:
Problemas de ensuciamiento y/o contaminación.
A continuación se describe brevemente las principales características de los items
arriba mencionados.
7.1.-CORROSIÓN
Para que esta aparezca, es necesario que exista presencia de agua en forma
líquida, el vapor seco con presencia de oxígeno, no es corrosivo, pero los
condensados formados en un sistema de esta naturaleza son muy corrosivos.
En las líneas de vapor y condensado, se produce el ataque corrosivo más intenso
en las zonas donde se acumula agua condensada. La corrosión que produce el
oxígeno, suele ser severa, debido a la entrada de aire al sistema, a bajo valor de
pH, el dióxido de carbono abarca por si mismo los metales del sistema y acelera la
velocidad de la corrosión cuando se encuentra presente en el oxígeno.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 34
El oxígeno disuelto ataca las tuberías de acero al carbono formando montículos o
tubérculos, bajo los cuales se encuentra una cavidad o celda de corrosión activa:
esto suele tener una coloración negra, formada por un óxido ferroso- férrico
hidratado.
Una forma de corrosión que suele presentarse con cierta frecuencia en calderas,
corresponde a una reacción de este tipo:
3 Fe + 4 H2O ----------> Fe3O4 + 4 H2
Esta reacción se debe a la acción del metal sobre calentado con el vapor.
Otra forma frecuente de corrosión, suele ser por una reacción electroquímica, en
la que una corriente circula debido a una diferencia de potencial existente en la
superficie metálica.
Los metales se disuelven en el área de mas bajo potencial, para dar iones y liberar
electrones de acuerdo a la siguiente ecuación:
En el ánodo Feº - 2 e- ---------------> Fe++
En el cátodo O2 + 2 H2O + 4 e- ----------> 4 HO-
Los iones HO- (oxidrilos) formados en el cátodo migran hacia el ánodo donde
completan la reacción con la formación de hidróxido ferroso que precipita de la
siguiente forma:
Fe ++ + 2 OH- ----------> (HO)2 Fe
Si la concentración de hidróxido ferroso es elevada, precipitará como flóculos
blancos.
El hidróxido ferroso reacciona con el oxígeno adicional contenido en el agua según
las siguientes reacciones:
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 35
4 (HO)2 Fe + O2 ---------- 2 H2O + 4 (HO)2 Fe
2 (HO)2 Fe + HO- ----------> (HO)3 Fe + e
(HO)3 Fe ----------> HOOFe + H2O
2 (HO)3 Fe ----------> O3Fe2 . 3 H2O
7.2.-INCRUSTACIÓN
La formación de incrustaciones en el interior de las calderas suelen verse con
mayor frecuencia que lo estimado conveniente.
El origen de las mismas está dado por las sales presentes en las aguas de aporte
a los generadores de vapor, las incrustaciones formadas son inconvenientes
debido a que poseen una conductividad térmica muy baja y se forman con mucha
rapidez en los puntos de mayor transferencia de temperatura.
Por esto, las calderas incrustadas requieren un mayor gradiente térmico entre el
agua y la pared metálica que las calderas con las paredes limpias.
Otro tema importante que debe ser considerado, es la falla de los tubos
ocasionadas por sobrecalentamientos debido a la presencia de depósitos, lo que
dada su naturaleza, aíslan el metal del agua que los rodea pudiendo así
sobrevenir desgarros o roturas en los tubos de la unidad con los perjuicios que ello
ocasiona.
Las sustancias formadoras de incrustaciones son principalmente el carbonato de
calcio, hidróxido de magnesio, sulfato de calcio y sílice, esto se debe a la baja
solubilidad que presentan estas sales y algunas de ellas como es el caso del
sulfato de calcio, decrece con el aumento de la temperatura. Estas incrustaciones
forman depósitos duros muy adherentes, difíciles de remover, algunas de las
causas más frecuentes de este fenómeno son las siguientes:
Excesiva concentración de sales en el interior de la unidad.
El vapor o condensado tienen algún tipo de contaminación.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 36
Transporte de productos de corrosión a zonas favorables para su
precipitación.
Aplicación inapropiada de productos químicos.
Las reacciones químicas principales que se producen en el agua de calderas con
las sales presentes por el agua de aporte son las siguientes:
Ca ++ + 2 HCO3 - ------------> CO3 Ca + CO2 + H2O
Ca ++ + SO4= ------------> SO4Ca Ca++ + SiO3= --------> SiO3Ca
Mg++ + 2 CO3 H- -------------> CO3 Mg + CO2 + H2O
CO3 Mg + 2 H2O ---------> (HO)2 Mg + CO2Mg++ + SiO3 -----> SiO3 Mg
7.3.-ENSUCIAMIENTO POR CONTAMINACIÓN
Se consideran en este rubro como contaminantes, distintas grasas, aceites y
algunos hidrocarburos, ya que este tipo de contaminación son las más frecuentes
vistas en la industria.
Dependiendo de la cantidad y característica de los contaminantes existentes en el
agua de aporte a caldera, la misma generará en su interior depósitos, formación
de espuma con su consecuente arrastre de agua concentrada de caldera a la línea
de vapor y condensado, siendo la misma causante de la formación de
incrustaciones y depósitos en la sección post-caldera.
La formación de espuma, suele ocurrir por dos mecanismos, uno de ellos es el
aumento del tenor de sólidos disueltos en el interior de la unidad, los que
sobrepasan los límites aceptados de trabajo, la presencia de algunos tipos de
grasas y/o aceites (como ácidos orgánicos) producen una saponificación de las
mismas dada la alcalinidad, temperatura y presión existentes en el interior de la
caldera.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 37
La contaminación por hidrocarburos agrega a lo visto la formación de un film
aislante dificultando la transferencia térmica entre los tubos y el agua del interior
de la unidad, agravándose esto con las características adherentes de este film que
facilita y promueve la formación de incrustaciones y la formación de corrosión bajo
depósito, proceso que generalmente sigue al de formación de depósitos sobre las
partes metálicas de una caldera.
Luego de un tiempo, las características físicas del film formado cambian debido a
la acción de la temperatura que reciben a través de las paredes metálicas del
sistema, lo que hace que el mismo sufra un endurecimiento y "coquificación",
siendo este difícil de remover por procedimientos químicos simples.
Por todas estas consideraciones, se ve como método más económico y lógico de
mantenimiento de calderas, efectuar sobre el agua de aporte a las mismas los
procedimientos preventivos que la misma requiera, evitando así costos de
mantenimiento innecesarios y paradas imprevistas en plena etapa de producción
con los costos de lucro cesantes que agravan la misma,
Sin pretender que el presente trabajo sea una enumeración exhaustiva y completa
de todos los posibles inconvenientes que puedan ocasionar el agua de
alimentación a caldera, consideramos que el mismo facilita el entendimiento de las
principales causas de los más importantes inconvenientes que puedan ocurrir en
las salas de calderas en la industria.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 38
TRATAMIENTO QUÍMICO PARA EL PROCESO DE
GENERADORA DE VAPOR
TM
STEAMATE NA0520
Controla la corrosión de equipo y tubería.
Minimiza depositación de productos de corrosión en sistema de calderas.
Este producto es una mezcla de aminas neutralizantes con características de
estabilidad y volatilidad especiales. El producto se volatiliza con el vapor y
neutraliza rápidamente los componentes ácidos del vapor. Las características de
las aminas proporcionan protección controlada en los puntos de condensación
inicial y áreas extensas de un sistema de vapor condensado complejo. Eso hace
que disminuyan los productos de corrosión del hierro y el cobre.
La corrosión en sistemas de vapor condensado es un problema frecuente. El
dióxido de carbono es la causa más común de corrosión y, en segundo lugar el
oxígeno. La influencia del oxígeno puede incidir, ya que trazas de oxígeno
catalizan la corrosividad del dióxido de carbono y no reflejan las características
comúnmente asociadas a ataques por oxígeno.
La alcalinidad del agua de alimentación es la fuente principal de dióxido de
carbono, porque el bicarbonato y el carbonato se descomponen a temperaturas
elevadas. Las reacciones que describen estas reacciones son las siguientes:
(1) 2 NaHCO3 + calor ---- 2 Na2CO3 + CO2 + H2O
(2) Na2CO3 + H2O --- 2 NaOH + CO2
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 39
La primera reacción es 100 % completa, pero la segunda reacción solo se lleva a
cabo en un 80 %.
En los puntos de condensación, el dióxido de carbono se disuelve en agua
formando ácido carbónico. Eso reduce el pH y causa daños en el metal. La
corrosión ácida se presenta como un adelgazamiento y fisuras del metal, bajo y al
nivel del agua. El pH en los condensados debe estar entre 8.0 – 8.5.
OPTISPERSE TM CL6053
- Excelentes resultados en la prevención de formación de depósitos.
- Mezcla de polímeros disperso-solubilizantes, no formadora de lodos.
La mínima cantidad de este producto a mantenerse en la caldera es de 50 ppm y
un máximo de 1000 ppm.
CONTROL TM IS1075
Secuestrante de Oxígeno
- Controla la corrosión por oxígeno de la pre-caldera y la caldera.
- Reacciona rápidamente con oxígeno disuelto.
- Mejora la confiabilidad del sistema de calderas.
Este producto es un polvo blanco y seco de sulfito de sodio, para ejecutar la
remoción de oxígeno en sistema de aguas de alimentación de calderas. La tasa de
alimentación es de 2 ppm por cada parte por millón de cloro.
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 40
PARAMETROS DEL AGUA
PH
Indica el grado de acidez o basicidad del medio
Rango pH
Alimentación 8.0 – 10.0
Sugerido de 7.5 – 8.5
operación
Caldera 10.5 – 12.0
Condensados 8.0 – 9.0
El pH puede ser mayor al máximo por:
Contaminación
Exceso de concentración
Exceso de alcalinizante
El pH puede ser menor al mínimo por:
Contaminación
Déficit de concentración
Falta de alcalinizante
Las acciones a realizarse son: revisar contaminaciones y subir o bajar purgas.
ALCALINIDAD TOTAL
La alcalinidad es directamente proporcional al pH.
Rango de alcalinidad
[ppm CaCO3]
Alimentación Dependiente del retorno condensado
Sugerido de Operación 70 – 120
Caldera Máximo 1000
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 41
Las acciones a tomar en caso de problemas con este parámetro se hace lo mismo
que para el caso de pH.
CLORUROS
Los cloruros son usados como herramienta para conocer el grado de
concentración de la caldera. La relación que rige este cálculo es:
Ciclos = Cl en caldera/Cl en alim.
Si la relación entre la concentración de cloruros en la caldera respecto a la
alimentación es muy grande y mayor al recomendado, puede ser a causa de un
exceso de concentración o paso de sal. Caso contrario, si esta relación es menor
a la recomendada, existe un déficit de concentración.
SULFITOS
El sulfito (SO3) es utilizado como secuestrante de oxígeno, por esto, es
importantísimo mantener un residual dentro de caldero que nos asegure una
prevención ante la posible fuga de oxígeno desde el desaireador.
La cantidad recomendada para calderas debe estar entre 30 y 50 ppm. Si no esta
en ese rano puede ser por las siguientes causas:
Mayor o menor cantidad de oxígeno en la alimentación.
Exceso o déficit de dosis de Cortrol IS1075.
Mayor o menor temperatura en alimentación.
Por lo tanto las acciones a seguir en caso de presentarse problemas con las
concentraciones de sulfito son:
Reevaluar dosis de IS1075
Revisar desaireador
Adecuara oxígeno disuelto
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 42
Medir oxígeno disuelto
Aumentar frecuencia de análisis
Purgar
DUREZA
Lugar Dureza Máxima [ppm como Dureza Mínima [ppm como
CaCO3] CaCO3]
Ablandadore 5 -
s
Alimentación 3 -
Condensado 0 -
s
Caldero Sin límite, depende del Ciclos * dureza en
programa alimentación
Si la dureza total es menor que e mínimo recomendado, se tiene una tendencia
incrustante. En cambio si la dureza total es mayor que el máximo recomendado
hay contaminación en los ablandadores.
Las acciones a seguir en caso de que la dureza sobrepase el límite o sea inferior
al mínimo son:
Reevaluar dosis de Optisperse CL6053
Determinar niveles de dispersión
Aumentar frecuencia de análisis
Purgar
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 43
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 44
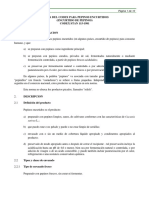
DIAGRAMA DE FLUJO DEL PROCESO DE C.B.N. PLANTA DUCAL
Agua Para Agua Agua Lupulo
Proceso Caliente Caliente
Pre- Pesado de
Molienda
limpieza de
Malta de Malta
Malta
Silos Ebullicion de
Maceración Filtracion
Para Malta y Mosto
Caldera de Mosto
Arrocillo (Caldera de
Cuba Filtro
Ebullición)
Pesado de Lavado de Cocción de Bagazo
arrocil o Arrocil o Arrocillo
Agua Fria
Agua CO 2
Caliente
Fermentacion Enfriamiento
Lavado Tanques de Filtracion y Sedimentación
Envasado Maduración de Mosto
Botel as Desempacado de Cerveza Estabilización de Mosto
de Botel as (Fermentación en (Enfriador de
Botel as Bril ante de Cerveza
Silos Conicos) Placas)
Lavado de
Agua
Cajas Desecho CIP
Agua CAL
Agua
Recuperada
Envasado en
Almacenado Empacado Etiquetado Pasteurización
latas Camara
Envasado en
Socega
Barriles Fria Levadura
de
desechada
Levadura
Almacenado Empacado Pasteurizado Lavado de
barriles
Barriles
Agua
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 45
FLUJOGARMA Y BALANCE DE AGUAS (Para una producción diaria Tipo 3 Cocimientos)
Sala de Maquinas: 90 m 3
Agua de proceso y lavado : 301 m 3
3 Lavado: 15 m 3
36 m 60 m 3
Lavado: 24 m 3
3
Pre-Limpieza Remojo Molienda
3 Vapor: 20 m
Malta Malta Malta 100 m
Silos de Ebullicion Sedimentacion
Almacenamiento 48 m 3 18 m 3 Maceración Filtracion
Mosto Mosto
Consumo 3 15 m 3 24 m 3
Pre-Limpieza Lavado Cocimiento 18 m
de Agua Arrocillo Arrocillo Arrocillo
C-I C-I
660 m 3 3
18 m C.I.P.
Lavado
Agua de lavado y C.I.P. : 98 m 3 C-I
3 3
5m 3 60 m 13 m 20 m 3
Enfriamiento Fermentacion Filtracion Cerveza
Mosto Maduracion Estabilizacion Brillante
C-II C-II C-III C-III
Agua de Lavado y Pasteurizado : 171 m 3
3 3
120 m 3 20 m 15 m 3 16 m
Lavado Cajas Pasteurizado Labado Lavado
Botellas Botellas Barriles Pisos
C-III C-III C-III C-II
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 47
BALANCE DE AGUAS PROMEDIO DIA
ENTRA SALE Flujo (m3/dia)
Sala de maquina 90
Agua de Proceso 188 298 m3/dia
Tanques
Vapor de agua 20
Cisternas
Lavado Seccion Cocimiento 93
660 m3/dia
Lavado Tanques y filtros 98 362 m3/dia
Embotellado y pasteurizacion 171
Descarga total de aguas residuales 660 m3/dia
Referencia:
C-I : Camara I
C-II : Camara II
C-III : Camara III
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 48
Balance # 1
Balance General de Materia
Proceso Cocimiento
3 Lupulo (1.4 %): 0.45 m 3
Agua caliente Filtracion: 17 m
Vapor de agua: 3.5 m 3
Malt a: 3.8 m 3 Mosto Caliente: 31.5 m 3
3 Cascarilla caliente (1 %): 0.038 m 3
Arrocil o: 1.0 m
Cocimiento
Cascarilla de arroz (0.7 %): 0.007 m 3
Agua de Proceso: 18 m 3
Bagaso: 4 m 3
3
Agua residual: 1.5 m
Residuos de Pre-Lim pieza: 0.05 m 3
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 49
Balance # 2
Balance General de Materia Proceso Fermentación
Para un Hectolitro
CO 2 : 3.5 Kg/Hl
Mosto caliente: 1Hl
Levadura recuperada: 2.3*0.8=1.85 Kg
Fermentacion
Levadura: 0.8 Litros
Cerveza Filtrada =0.985 Hl
1.5 % de perdida
Residuos levadura y cerveza
(Variable)
Nota: En esta fase la levadura se propaga y aumenta de masa
Balance # 3
Balance general de materia Proceso Filtración
Para un Hectolitro
Cerveza filtrada: 1 Hl
Cerveza Brillante: 0.992 Hl
CO 2 : 420 gr/Hl Filtracion
0.8 % perdida
Tierra filtrante: 160 gr
Tierra filtrante + residuos solidos:
160+40 = 200 gr
Residuos liquidos: 0.0076 Hl
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 50
Balance # 4
Balance general de materia proceso envasado
Para 100 Hl
Envases: 16.130 Botellas de 620 cc.
CO 2 de proceso
Cerveza Brillante: 100 Hl
Envasado
CO de proceso Cerveza envasada: 99.5 Hl
2
0.5 % perdida
Perdida 0.5 %: 0.5 Hl
Restos de envases 0.5 %
Univ. Eva Juárez V. Ingenieria Quimica
Practica Industrial 51
Univ. Eva Juárez V. Ingenieria Quimica
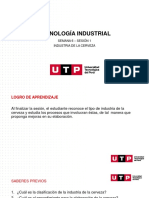
Practica Industrial 52
Molino
Paila
Tanque de
Agua
Cuba de clarific acion del
Tratada
de coccion mosto Recuperacion
Filtr acion del CO2
Enfriador
Recepsion Paila de mezcla
Silo s de cebada malteada
Proceso de
Elaboracion de la Tanques para
Ducal cerveza
filtr ada
Filtr o de
cerveza
Despacho
Recepció n
Lavadora
Despeletiz adora Desencajonadora Llenadora
de Pasteuriz adora Encajonadora Peletiz adora
bote l as y
tapadora Despeletiz adora
Univ. Eva Juárez V. Ingenieria Quimica
Potrebbero piacerti anche
- Grupo 6 - Singani TerradulceDocumento21 pagineGrupo 6 - Singani TerradulceAlvaro AngolaNessuna valutazione finora
- Resumen EjecutivoDocumento13 pagineResumen EjecutivoMercado LG AbrilNessuna valutazione finora
- Documento (1) TajibosDocumento7 pagineDocumento (1) TajibosSebastian ItusacaNessuna valutazione finora
- Bolivia Informe Monitoreo Coca 2020Documento95 pagineBolivia Informe Monitoreo Coca 2020Césarbd Sánchez Carranza100% (1)
- Estudio TecnicoDocumento9 pagineEstudio TecnicoFRANCISCO JAVIER RAMIREZ GARCIANessuna valutazione finora
- Planeación y ProyectoDocumento12 paginePlaneación y ProyectoEduvigues SerrudoNessuna valutazione finora
- Normas Bolivianas-IbnorcaDocumento5 pagineNormas Bolivianas-IbnorcaCristina Tapia Huanca100% (1)
- Proyecto Malta de Quinua 2Documento50 pagineProyecto Malta de Quinua 2Carlos Arturo García BonillaNessuna valutazione finora
- Pepinos Encurtidos (Encurtido de Pepinos)Documento10 paginePepinos Encurtidos (Encurtido de Pepinos)Mauricio Cruz CastilloNessuna valutazione finora
- PROYECTO DE GradoDocumento61 paginePROYECTO DE GradoDaniel HurtadoNessuna valutazione finora
- Practica 1Documento13 paginePractica 1Eddy RolanNessuna valutazione finora
- Ntc2946 Envases Metalicos CarnicosDocumento6 pagineNtc2946 Envases Metalicos Carnicosangela milenaNessuna valutazione finora
- Proyecto VitivinícolaDocumento55 pagineProyecto VitivinícolaLuz ApazaNessuna valutazione finora
- Laboratorio Nº7Documento5 pagineLaboratorio Nº7Melby Gabriela ZarateNessuna valutazione finora
- EcoGuia Cochabamba PDFDocumento156 pagineEcoGuia Cochabamba PDFAniblis ChoqueNessuna valutazione finora
- Trabajo Agropecuaria UmssDocumento66 pagineTrabajo Agropecuaria UmssHarima KenjiNessuna valutazione finora
- Proyecto Actual Aceite de ManiDocumento70 pagineProyecto Actual Aceite de Manidorc198124Nessuna valutazione finora
- Montaje de Una Industria Product or A de SakeDocumento6 pagineMontaje de Una Industria Product or A de SakeRuben Dario GonzálezNessuna valutazione finora
- Vino Miel de Abejas Pasas PDFDocumento22 pagineVino Miel de Abejas Pasas PDFasuarez03Nessuna valutazione finora
- Planteamiento Del ProblemaDocumento5 paginePlanteamiento Del Problemajulian martinezNessuna valutazione finora
- BGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaDocumento41 pagineBGEmpresa Dedicada Al Proceso de Elaboracion de Mermelada y Nectar de PiñaJuan Gonzalo Rose100% (1)
- Industrializacion Del RosqueteDocumento6 pagineIndustrializacion Del RosqueteJessica FarfanNessuna valutazione finora
- PilDocumento27 paginePilMaria VargasNessuna valutazione finora
- Ficha - Polvo para HornearDocumento5 pagineFicha - Polvo para HornearYuliana Benavides LargoNessuna valutazione finora
- 2021 Proyecto Elaboracion de Platos A Base de Cascara de PlatanoDocumento87 pagine2021 Proyecto Elaboracion de Platos A Base de Cascara de PlatanoBrian Nohel Butron Fuentes100% (1)
- Cat A LogoDocumento21 pagineCat A LogoEsoj ZaidNessuna valutazione finora
- Elaboración de CervezasDocumento93 pagineElaboración de CervezasManuelNessuna valutazione finora
- Diseño de Planta Bebida EnergizanteDocumento24 pagineDiseño de Planta Bebida EnergizanteLadyy Belén MoraNessuna valutazione finora
- Elaboración de Vino TintoDocumento25 pagineElaboración de Vino TintostibalyNessuna valutazione finora
- Propuesta Técnica para La Elaboración de Pancakes Saludables A Partir de Harina de Avena y ZanahoriaDocumento16 paginePropuesta Técnica para La Elaboración de Pancakes Saludables A Partir de Harina de Avena y ZanahoriaPaulaC.Hernández100% (1)
- Práctica No 4 Elaboración de VinoDocumento21 paginePráctica No 4 Elaboración de VinoFabio HerreraNessuna valutazione finora
- SGP PlusDocumento17 pagineSGP PlusEliizabeth Lissette CNessuna valutazione finora
- Taller #1Documento12 pagineTaller #1Kevin Ramírez100% (1)
- Monografia Propuesta Colonia PiraiDocumento15 pagineMonografia Propuesta Colonia PiraiAriel Pérez MéndezNessuna valutazione finora
- Tamaño Óptimo de La Planta Con Demanda CrecienteDocumento6 pagineTamaño Óptimo de La Planta Con Demanda CrecientegabrielNessuna valutazione finora
- Objetivo GeneralDocumento10 pagineObjetivo GeneralDaniela MorenoNessuna valutazione finora
- Costos Por Procesos Abp.Documento14 pagineCostos Por Procesos Abp.Mente Millonaria lifeNessuna valutazione finora
- Proyecto Investigación Operativa 1Documento12 pagineProyecto Investigación Operativa 1Carlo Alberto Jimenez AriesNessuna valutazione finora
- Practica 5 AceitesDocumento9 paginePractica 5 AceitesTavo PcNessuna valutazione finora
- Presentacion PDP Ruta Competitiva Pan de ArrozDocumento16 paginePresentacion PDP Ruta Competitiva Pan de ArrozJuan Camilo Gomez GarciaNessuna valutazione finora
- Implementacion de La Norma GLOBALGAP en Fabrica de Alimentos Balanceados para CamaronesDocumento208 pagineImplementacion de La Norma GLOBALGAP en Fabrica de Alimentos Balanceados para CamaronesServ Shir100% (1)
- Azucar Organica Usaid 2010Documento90 pagineAzucar Organica Usaid 2010Repositorio de la Biblioteca de la DEA-MAG-PYNessuna valutazione finora
- Técnicas de Proyección 3Documento66 pagineTécnicas de Proyección 3Bernabio Pacasa AguirreNessuna valutazione finora
- Comercializacion de Almidon de Yuca PDFDocumento207 pagineComercializacion de Almidon de Yuca PDFJuan Tapia NievesNessuna valutazione finora
- Estandar Tecnico de Productor Empresario de Calzados en CueroDocumento31 pagineEstandar Tecnico de Productor Empresario de Calzados en CueroFrida FrancoNessuna valutazione finora
- Pan Harina SojaDocumento12 paginePan Harina SojaMelisSa JAneNessuna valutazione finora
- Marketing IndiferenciadoDocumento1 paginaMarketing IndiferenciadoSinaíR'RoblesNessuna valutazione finora
- D. Guía Maap Gestion de La CalidadDocumento17 pagineD. Guía Maap Gestion de La CalidadRicardo Chura SucojayoNessuna valutazione finora
- Planta Procesadora de HeladosDocumento5 paginePlanta Procesadora de HeladosIchiNaru YhuSelNessuna valutazione finora
- Perfil Producción y Comercialización de Cubertería BiodegradableDocumento10 paginePerfil Producción y Comercialización de Cubertería BiodegradableCamila CarvalloNessuna valutazione finora
- Cromatografia de GasesDocumento48 pagineCromatografia de Gasesimprocyl100% (1)
- Cap 1 Caso Modelo Empresarial Delta SRLDocumento2 pagineCap 1 Caso Modelo Empresarial Delta SRLKary O.Nessuna valutazione finora
- Contaminacion en La Industria LacteaDocumento15 pagineContaminacion en La Industria LacteaSussan Julca RondanNessuna valutazione finora
- Proyecto ComunicacionDocumento268 pagineProyecto ComunicacionLenin Mendez100% (1)
- Investigación Lacteos Mi VaquitaDocumento36 pagineInvestigación Lacteos Mi VaquitaJean TiceranNessuna valutazione finora
- Planta Industrial de Producción de RonDocumento20 paginePlanta Industrial de Producción de RonLaura Torres BarbaNessuna valutazione finora
- DucalDocumento51 pagineDucalAndres R. AñezNessuna valutazione finora
- DucalDocumento51 pagineDucalJuan Pablo Zambrana PradaNessuna valutazione finora
- Informe de Pi YanelithDocumento59 pagineInforme de Pi YanelithSosa Limpias AnahiNessuna valutazione finora
- Cristina Rojo TareaDocumento8 pagineCristina Rojo Tareanatytkditf50% (4)
- Equipo Basico para La Elaboracion de Cerveza ArtesanalDocumento1 paginaEquipo Basico para La Elaboracion de Cerveza ArtesanalCar BonNessuna valutazione finora
- Taller 1. FermentacionDocumento5 pagineTaller 1. FermentacionLeydi Vanessa GBNessuna valutazione finora
- Cervezas Belgas Clase 1Documento41 pagineCervezas Belgas Clase 1Guido GalafassiNessuna valutazione finora
- Industrias Alimenticias en CholulaDocumento23 pagineIndustrias Alimenticias en CholulaGera De JesúsNessuna valutazione finora
- PLAN - DE - NEGOCIOS FudelaDocumento20 paginePLAN - DE - NEGOCIOS FudelaPaulina YépezNessuna valutazione finora
- EMIS Company Profile 1183958Documento3 pagineEMIS Company Profile 1183958DANIELANessuna valutazione finora
- CLASE 16 Guia de Elaboracion de Licor de Tuna, Piña, Manzan, LimaDocumento12 pagineCLASE 16 Guia de Elaboracion de Licor de Tuna, Piña, Manzan, LimaFrox Rok100% (1)
- Informe de Cerveza de Arroz ImprimirDocumento11 pagineInforme de Cerveza de Arroz ImprimirYoel Altamirano Mejia100% (1)
- CervezasDocumento3 pagineCervezasAnonymous UFgpREMqP2Nessuna valutazione finora
- S06.s1 - Industria de La CervezaDocumento30 pagineS06.s1 - Industria de La CervezaTJ ALTAMIRANONessuna valutazione finora
- Costos de ProduccionDocumento4 pagineCostos de ProduccionJulio MuñozNessuna valutazione finora
- Alcoholes y FenolesDocumento8 pagineAlcoholes y FenolesJHONIER ANDRES TORRES URREANessuna valutazione finora
- Elaboracion de CervezaDocumento7 pagineElaboracion de CervezaCarlos JimaNessuna valutazione finora
- Cervecería Backus y Johnston SDocumento9 pagineCervecería Backus y Johnston SLuly Barrueta ValladaresNessuna valutazione finora
- Pilsen CallaoDocumento5 paginePilsen CallaoDiana Alexandra Cruz LastarriaNessuna valutazione finora
- Trabajo 2 Industria CerveceraDocumento7 pagineTrabajo 2 Industria CerveceraCarla PaucarNessuna valutazione finora
- Lista de Precios Cerveza Marzo 2018Documento18 pagineLista de Precios Cerveza Marzo 2018El Negro CastañonNessuna valutazione finora
- E-10635 - Salinas Quito Daniel FernandoDocumento35 pagineE-10635 - Salinas Quito Daniel FernandomxnxcxlNessuna valutazione finora
- Diseño de Una Planta Industrial de Elaboración de Cerveza en La Provincia de SevillaDocumento354 pagineDiseño de Una Planta Industrial de Elaboración de Cerveza en La Provincia de SevillaJuan Pablo Cardoso Salazar100% (1)
- Grupo ModeloDocumento21 pagineGrupo ModeloMAURICIO GUEVARA ORTIZNessuna valutazione finora
- Ambar-Web (Modificaciones Ecommerce 2022) - ModDocumento3 pagineAmbar-Web (Modificaciones Ecommerce 2022) - ModJavier MarinNessuna valutazione finora
- Presentación SIDRADocumento21 paginePresentación SIDRAEdgar Miguel Niño SimeNessuna valutazione finora
- Procesos Biotecnologicos de La CervezaDocumento28 pagineProcesos Biotecnologicos de La CervezaJerson David Rubín TorresNessuna valutazione finora
- Rauchbier - 20LDocumento2 pagineRauchbier - 20LClaudio Antonio Flores Vargas100% (1)
- Cyta Ii 2Documento14 pagineCyta Ii 2Jesus ArandaNessuna valutazione finora
- Evaluacion de Factibilidad Estrategica Tecnica y Economica de Emprendimiento E Commerce 1 20Documento20 pagineEvaluacion de Factibilidad Estrategica Tecnica y Economica de Emprendimiento E Commerce 1 20Asador ParrilleroNessuna valutazione finora
- Proyecto de Cerveza Experimental FinalDocumento22 pagineProyecto de Cerveza Experimental FinalJoao JachoNessuna valutazione finora
- El Arroz en La Cerveza - HomeBrewer - EsDocumento12 pagineEl Arroz en La Cerveza - HomeBrewer - EsSIXTO NORIEGANessuna valutazione finora
- MAN904 - Actividades 1 y 2 - CARLOS BENAVIDES V6224435 - 19082021 - 992Documento91 pagineMAN904 - Actividades 1 y 2 - CARLOS BENAVIDES V6224435 - 19082021 - 992Anthony BenavidesNessuna valutazione finora
- Temario Cerveza - Concurso Estrella Galicia 1Documento13 pagineTemario Cerveza - Concurso Estrella Galicia 1Carlos Daniel SQNessuna valutazione finora