Potrebbero piacerti anche
- Trabajo de FundiciónDocumento6 pagineTrabajo de Fundicióncamilo HernandezNessuna valutazione finora
- Trabajo de Fundición.Documento9 pagineTrabajo de Fundición.José A. Ortega ChavezNessuna valutazione finora
- Taller Procesos de Manufactura - Fundición - Herramientas de ResumenDocumento18 pagineTaller Procesos de Manufactura - Fundición - Herramientas de ResumenJuan Camilo YepesNessuna valutazione finora
- Taller de Prefundicion - Procesos de ManufacturaDocumento16 pagineTaller de Prefundicion - Procesos de ManufacturaLaura Cortes CastañoNessuna valutazione finora
- Fundicion Informe COMPLETODocumento29 pagineFundicion Informe COMPLETOROMEL VALQUI RAMIREZNessuna valutazione finora
- Fundicion ExpoDocumento13 pagineFundicion ExpoErika GomezNessuna valutazione finora
- Herramientas moldeo fundiciónDocumento3 pagineHerramientas moldeo fundiciónMarcelo Lizarraga De Gyves50% (2)
- Tecma FUNDICIÓNDocumento2 pagineTecma FUNDICIÓNHernanOviedoNessuna valutazione finora
- Calidad de FundicionDocumento7 pagineCalidad de Fundicioncalhoundoom100% (1)
- Trabajo de FundiciónDocumento10 pagineTrabajo de Fundiciónyenifer guerraNessuna valutazione finora
- DOCUMENTODocumento19 pagineDOCUMENTOCESAR LUCAS GARCIANessuna valutazione finora
- TRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezDocumento3 pagineTRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezEric SuarezNessuna valutazione finora
- Moldeo y ColadaDocumento14 pagineMoldeo y ColadaPaul CarcasiNessuna valutazione finora
- Practica N 4 FundicionDocumento12 paginePractica N 4 FundicionAlvaro Ccapatinta100% (1)
- FUNDICIONDocumento63 pagineFUNDICIONArleth SilesNessuna valutazione finora
- Proceso de MoldeoDocumento12 pagineProceso de MoldeoGabriel FuentesNessuna valutazione finora
- Grupo 10 Informe-1Documento37 pagineGrupo 10 Informe-1Raul VargasNessuna valutazione finora
- Trabajo de FundicionDocumento6 pagineTrabajo de Fundicionjeferson andres caicedo sierraNessuna valutazione finora
- Proceso de fundición en arena: etapas y componentes del moldeDocumento7 pagineProceso de fundición en arena: etapas y componentes del moldeYorle Giraldo CiroNessuna valutazione finora
- Defectos Piezas Fundidas A Las Piezas de MoldeoexposicionDocumento5 pagineDefectos Piezas Fundidas A Las Piezas de MoldeoexposicionAndres Felipe Sanabria GamboaNessuna valutazione finora
- Practica de FundicionDocumento19 paginePractica de FundicionjosueNessuna valutazione finora
- Cuestionario Nº2Documento5 pagineCuestionario Nº2alicia zaraNessuna valutazione finora
- Trabajo de AluminioDocumento22 pagineTrabajo de Aluminiokleyjarh100% (1)
- Procesos de FabricaciónDocumento20 pagineProcesos de FabricaciónDiego SantanaNessuna valutazione finora
- Metalurgia Fundicion 1Documento21 pagineMetalurgia Fundicion 1Amazing palce in HaitiNessuna valutazione finora
- Herramientas Utilizadas en La FundiciónDocumento3 pagineHerramientas Utilizadas en La FundiciónMarcelo Lizarraga De GyvesNessuna valutazione finora
- Que Es La FundicionDocumento11 pagineQue Es La FundicionCarlos FerrufinoNessuna valutazione finora
- Fundicion EstudiarDocumento12 pagineFundicion EstudiarHarold La Fuente PalominoNessuna valutazione finora
- Metales Fundidos y MoldeadosDocumento6 pagineMetales Fundidos y MoldeadosMoises Guia100% (1)
- Procesos de moldeado y fundiciónDocumento63 pagineProcesos de moldeado y fundiciónGUILLERMO HDZNessuna valutazione finora
- Proceso fabricación múltiples escape fundición aceroDocumento4 pagineProceso fabricación múltiples escape fundición acerojuanNessuna valutazione finora
- Molde único - Fundición centrífugaDocumento4 pagineMolde único - Fundición centrífugaAlex R Huillca DominguezNessuna valutazione finora
- Clase 10 31 Fundicion y MoldesDocumento9 pagineClase 10 31 Fundicion y MoldesEric SuarezNessuna valutazione finora
- Ahi Ta Che ImprimeloDocumento10 pagineAhi Ta Che ImprimeloJano EstradaNessuna valutazione finora
- Mildred Chaves. Quiz de FundiciónDocumento5 pagineMildred Chaves. Quiz de FundiciónMildred ChavesNessuna valutazione finora
- FundiciónDocumento7 pagineFundiciónAlexis VargasNessuna valutazione finora
- Informe de FundicionDocumento11 pagineInforme de FundicionPaolita BrunoNessuna valutazione finora
- Fundición en arenaDocumento40 pagineFundición en arenaEve PeciNessuna valutazione finora
- Fundicion XDDocumento29 pagineFundicion XDJorge PardoNessuna valutazione finora
- UNIDAD 2 FundicionDocumento28 pagineUNIDAD 2 FundicionMauricio Espinosa de los MonterosNessuna valutazione finora
- Informe FundicionDocumento7 pagineInforme FundicionDayana LizethNessuna valutazione finora
- TEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Documento8 pagineTEMA 3.1. Fundición, Colada Al Alto Vacío, Centrífuga y Precisión.Oscar Rodolfo Mosqueda RedondoNessuna valutazione finora
- Capitulo 11Documento12 pagineCapitulo 11Deyvi AguilarNessuna valutazione finora
- Taller de FundiciónDocumento9 pagineTaller de Fundiciónsentimiento azulNessuna valutazione finora
- Ensayo Moldeo y FundicionDocumento15 pagineEnsayo Moldeo y FundicionEduardo ferraezNessuna valutazione finora
- Fundiciones PdfdocxDocumento8 pagineFundiciones PdfdocxPABLO VILAÑEZNessuna valutazione finora
- Texto Fuf - 400Documento68 pagineTexto Fuf - 400Julio VidalNessuna valutazione finora
- Clasificación Del Proceso de FundiciónDocumento5 pagineClasificación Del Proceso de FundiciónJose MartinNessuna valutazione finora
- Métodos de Moldeo - WordDocumento25 pagineMétodos de Moldeo - Worddaert14100% (1)
- Cuestionario de Procesos IndustrialesDocumento9 pagineCuestionario de Procesos IndustrialesDanniel Bloom100% (1)
- Procesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosDocumento12 pagineProcesos Sin Arranque de Viruta en Materiales Metalicos y No MetalicosAlex Rodriguez Atienzo100% (2)
- Tecnologia MecanicaDocumento16 pagineTecnologia MecanicaMaría Soledad De La Rosa Estrada0% (1)
- Informe de FundicionDocumento7 pagineInforme de FundicionChristian CastroNessuna valutazione finora
- Tipos de Moldes y Sus CaracteristicasDocumento11 pagineTipos de Moldes y Sus CaracteristicasDanny Skynler77% (13)
- Defectos fundiciónDocumento5 pagineDefectos fundiciónLuis Gerardo Rendon Ramirez100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDa EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoValutazione: 5 su 5 stelle5/5 (1)
- Acabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Da EverandAcabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Valutazione: 2 su 5 stelle2/5 (1)
- Catálogo Instructivo de las Colecciones MineralógicasDa EverandCatálogo Instructivo de las Colecciones MineralógicasNessuna valutazione finora
- El Motor de La Ingeniería Industrial - Etica Ing. IndustrialDocumento5 pagineEl Motor de La Ingeniería Industrial - Etica Ing. IndustrialEymis Yaslith Correa JimenezNessuna valutazione finora
- Expo Seguridad RIESGO MÉCANICODocumento24 pagineExpo Seguridad RIESGO MÉCANICOEymis Yaslith Correa JimenezNessuna valutazione finora
- Copia de INDICADORES - FINANCIEROS - PELDAR - S.ADocumento17 pagineCopia de INDICADORES - FINANCIEROS - PELDAR - S.AEymis Yaslith Correa JimenezNessuna valutazione finora
- Riesgo MecánicoDocumento15 pagineRiesgo MecánicoEymis Yaslith Correa JimenezNessuna valutazione finora
- Guía Mercado de Valores ColombianoDocumento250 pagineGuía Mercado de Valores ColombianoTätä YepesNessuna valutazione finora
- Peligro ErgonomicoDocumento57 paginePeligro ErgonomicoEymis Yaslith Correa JimenezNessuna valutazione finora
- Resumen Proyect PDFDocumento1 paginaResumen Proyect PDFEymis Yaslith Correa JimenezNessuna valutazione finora
- Riesgomecanico AlimentosDocumento63 pagineRiesgomecanico Alimentosgatorojo30Nessuna valutazione finora
- Riesgo EléctricoDocumento23 pagineRiesgo EléctricoEymis Yaslith Correa JimenezNessuna valutazione finora
- Demandas de Accidentes de Trabajo y Enfermedades LaboralesDocumento23 pagineDemandas de Accidentes de Trabajo y Enfermedades LaboralesEymis Yaslith Correa JimenezNessuna valutazione finora
- Du_Soleil_estrategia_operacionesDocumento1 paginaDu_Soleil_estrategia_operacionesEymis Yaslith Correa JimenezNessuna valutazione finora
- 02 Productividad CompetitividadDocumento18 pagine02 Productividad CompetitividadEdwinJoseTejadaNessuna valutazione finora
- TIMEX I - (Infographic)Documento1 paginaTIMEX I - (Infographic)Eymis Yaslith Correa JimenezNessuna valutazione finora
- El Filósofo y El CientíficoDocumento10 pagineEl Filósofo y El Científicojuan smithNessuna valutazione finora
- Exposición Ciclo de CarnotDocumento4 pagineExposición Ciclo de CarnotEymis Yaslith Correa JimenezNessuna valutazione finora
- 928 1 2846 1 10 20120615 PDFDocumento9 pagine928 1 2846 1 10 20120615 PDFJohanAlexisAgudeloNessuna valutazione finora
- Admon y Produccion Chase AquilanoDocumento22 pagineAdmon y Produccion Chase AquilanoyefferonNessuna valutazione finora
- Actividad 1 Análisis de Lectura Ciencia e Ingeniería de Los Materiales 1Documento8 pagineActividad 1 Análisis de Lectura Ciencia e Ingeniería de Los Materiales 1Natalia OspitiaNessuna valutazione finora
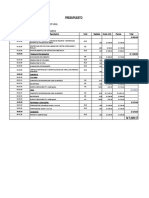
- Presupuesto reparación estructural S/7,029Documento6 paginePresupuesto reparación estructural S/7,029Mari DayNessuna valutazione finora
- Exp 3 Act 6 Tema 3 CuartoDocumento9 pagineExp 3 Act 6 Tema 3 CuartoFredy Edgardo Pacco MontañezNessuna valutazione finora
- Yacimientos minerales y tipos de minasDocumento7 pagineYacimientos minerales y tipos de minasBervis ortegaNessuna valutazione finora
- COTIZACIONDocumento2 pagineCOTIZACIONJhon HulkNessuna valutazione finora
- Hierro en los alimentosDocumento8 pagineHierro en los alimentosflavia contrerasNessuna valutazione finora
- Acero LaminadoDocumento4 pagineAcero LaminadoreneNessuna valutazione finora
- Calculo de La Resistencia de AceroDocumento1 paginaCalculo de La Resistencia de AceroPablo Simbaña CollaguazoNessuna valutazione finora
- Práctica 7 - Química AnalíticaDocumento7 paginePráctica 7 - Química AnalíticaJuan José González MenéndezNessuna valutazione finora
- HORNOS 2. Curvas y Conos Pirométricos.Documento35 pagineHORNOS 2. Curvas y Conos Pirométricos.Ana Raskovsky100% (9)
- Materiales para Carrocerías de AutomóvilesDocumento11 pagineMateriales para Carrocerías de AutomóvilesKevin AlexisNessuna valutazione finora
- Dolomita Características y PropiedadesDocumento8 pagineDolomita Características y PropiedadesRuiz ManuelNessuna valutazione finora
- MONOGRAFIA de HierroDocumento16 pagineMONOGRAFIA de HierroMaryLuzLimaFloresNessuna valutazione finora
- Investigación sobre aleaciones y fundición de aceroDocumento24 pagineInvestigación sobre aleaciones y fundición de acerohector barreraNessuna valutazione finora
- Descripcion Tecnica - Altonorte 2014 1 PDFDocumento48 pagineDescripcion Tecnica - Altonorte 2014 1 PDFtjuang garces martinez100% (5)
- Gero MucovittDocumento15 pagineGero MucovittPaull Callata Enriquez0% (1)
- Swing EspecificacionesDocumento2 pagineSwing EspecificacionesDaniel FloresNessuna valutazione finora
- Deck Steel Ficha Tecnica Tubos ColmenaDocumento1 paginaDeck Steel Ficha Tecnica Tubos ColmenatecnidibujosNessuna valutazione finora
- CROMITADocumento22 pagineCROMITALulú BbalandránNessuna valutazione finora
- Norma Astm A36Documento2 pagineNorma Astm A36Moises Perez100% (1)
- Así Se Fabrica El AceroDocumento3 pagineAsí Se Fabrica El AceroGabriela ToapantaNessuna valutazione finora
- Químico II - CuadernilloDocumento38 pagineQuímico II - CuadernillocursoflashcbtisNessuna valutazione finora
- pROCESO DE PRODUCCIONDocumento7 paginepROCESO DE PRODUCCIONURIEL HERNANDEZNessuna valutazione finora
- Bombas periféricas y centrífugas de bajo caudal y alturaDocumento72 pagineBombas periféricas y centrífugas de bajo caudal y alturaJaime Nuñez BlancoNessuna valutazione finora
- Lamina de Acero Inoxidable - Metales de MexicoDocumento2 pagineLamina de Acero Inoxidable - Metales de MexicoAlfa J.A.Nessuna valutazione finora
- Laboratorio 2 - Deterioro de Los MaterialesDocumento13 pagineLaboratorio 2 - Deterioro de Los MaterialesELOY HUAMAN QUISPENessuna valutazione finora
- Actividad #4 Hierro y AceroDocumento8 pagineActividad #4 Hierro y AceroAndres VergaraNessuna valutazione finora
- Guia G04 280603002 Alistar Materiales de ConstrucciónDocumento4 pagineGuia G04 280603002 Alistar Materiales de ConstrucciónPABRIELANessuna valutazione finora
- Tecnología de Materiales Ferrosos y No FerrososDocumento5 pagineTecnología de Materiales Ferrosos y No Ferrososalain villavicencioNessuna valutazione finora
- El Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasDocumento16 pagineEl Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasCristian Camilo QuirogaNessuna valutazione finora