Potrebbero piacerti anche
- Hydrogen BakeoutDocumento1 paginaHydrogen BakeoutVijay kumarNessuna valutazione finora
- Failure Analysis of Waterwall TubesDocumento15 pagineFailure Analysis of Waterwall TubesVijay kumarNessuna valutazione finora
- Oxide Scale Characterization of Ferritic Stainless Steel and ItsDocumento43 pagineOxide Scale Characterization of Ferritic Stainless Steel and ItsVijay kumarNessuna valutazione finora
- Engineering Example CalculationDocumento78 pagineEngineering Example Calculationkae kaeNessuna valutazione finora
- Determination of Corrosion Rate and Remaining Life of Pressure Vessel Using Ultrasonic Thickness Testing TechniqueDocumento8 pagineDetermination of Corrosion Rate and Remaining Life of Pressure Vessel Using Ultrasonic Thickness Testing TechniqueEdwinMauricioMacabeoNessuna valutazione finora
- Engineering Example CalculationDocumento78 pagineEngineering Example Calculationkae kaeNessuna valutazione finora
- 1329273475&&BBS FILEmaterial PDFDocumento2 pagine1329273475&&BBS FILEmaterial PDFVijay kumarNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5782)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Course: Metal Casting: Lecture No-1 Scope, Challenges, Focus and History of Casting ProcessDocumento4 pagineCourse: Metal Casting: Lecture No-1 Scope, Challenges, Focus and History of Casting ProcesszombieNessuna valutazione finora
- Kirsch® Architrac® Series 9600 Spec SheetDocumento2 pagineKirsch® Architrac® Series 9600 Spec SheetznvwvsixNessuna valutazione finora
- Data Rates Gate Works 13Documento15 pagineData Rates Gate Works 13vpmohammedNessuna valutazione finora
- (D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFDocumento8 pagine(D-121) Pressure Vessels of Low Alloy Steel - Rev.1 PDFmihir_jha2Nessuna valutazione finora
- Cyclopentane SynthesisDocumento19 pagineCyclopentane SynthesisCyrene MBolañosNessuna valutazione finora
- Nanostructural State of AlloysDocumento6 pagineNanostructural State of AlloysCristina PostolacheNessuna valutazione finora
- Brochure de Cablofil CompactoDocumento4 pagineBrochure de Cablofil CompactoJuan Manuel GonzalezNessuna valutazione finora
- gb713-2008-ケッコヘムケチヲネンニテクヨー・steel plates for boilers and pressure vessels-en-ネォホトDocumento13 paginegb713-2008-ケッコヘムケチヲネンニテクヨー・steel plates for boilers and pressure vessels-en-ネォホトNguyễn Thanh TùngNessuna valutazione finora
- 77-104 - 2012 Check ValvesDocumento11 pagine77-104 - 2012 Check ValvespradeepNessuna valutazione finora
- PDF of Astm A53 Standard SpecificationDocumento4 paginePDF of Astm A53 Standard Specificationmarcelo10003Nessuna valutazione finora
- MQ45596 PDFDocumento92 pagineMQ45596 PDFRicky JayaNessuna valutazione finora
- Unit 4 Technical MaterialsDocumento4 pagineUnit 4 Technical MaterialsPedro Nieto SanchezNessuna valutazione finora
- Springs - 02Documento130 pagineSprings - 02kindbagusNessuna valutazione finora
- KCCCerak WoolDocumento68 pagineKCCCerak WoolSamar Rashid0% (1)
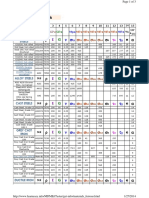
- Materials FerrousDocumento3 pagineMaterials Ferrousjohnson_regoNessuna valutazione finora
- B31.3 Process Piping Course - 03 Materials-LibreDocumento45 pagineB31.3 Process Piping Course - 03 Materials-LibrejacquesmayolNessuna valutazione finora
- Welding GuideDocumento48 pagineWelding Guideedu_canete100% (2)
- AP 015 900.zincDocumento4 pagineAP 015 900.zincjcortezcNessuna valutazione finora
- CNS-GEAS 3 ChemistryDocumento6 pagineCNS-GEAS 3 Chemistrymamarky01Nessuna valutazione finora
- 东欧和独联体国家的合金厂Documento1 pagina东欧和独联体国家的合金厂Nick SiNessuna valutazione finora
- Reverberatory Furnace: By: Walid Khalid AbdulkaderDocumento9 pagineReverberatory Furnace: By: Walid Khalid Abdulkaderanon_665535262Nessuna valutazione finora
- 3600 Marine Engine Application and Installation Guide: PipingDocumento10 pagine3600 Marine Engine Application and Installation Guide: PipingmikelinchpNessuna valutazione finora
- RDSO/B-10423/10 R0: Walls & Bridges (India) Pvt. LTDDocumento1 paginaRDSO/B-10423/10 R0: Walls & Bridges (India) Pvt. LTDSrikanth Patel DspNessuna valutazione finora
- Velan Forged Steel Gate, Globe & ChecksDocumento25 pagineVelan Forged Steel Gate, Globe & Checksmhorst1Nessuna valutazione finora
- 01-SAMSS-047 18 - Dec-2016Documento13 pagine01-SAMSS-047 18 - Dec-2016Majid Dawood KhanNessuna valutazione finora
- Laser Cutting TechnologyDocumento264 pagineLaser Cutting Technologykkangari100% (4)
- Jj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationDocumento10 pagineJj508 Engineering Laboratory 3 Lab Report: Title: Metallographic Specimen PreparationOnsen Ong Min XuanNessuna valutazione finora
- Phosphate Bonded Refractory CoatingsDocumento4 paginePhosphate Bonded Refractory CoatingsNguyen Van DzungNessuna valutazione finora
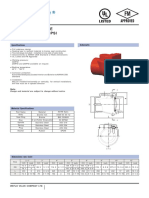
- Valvula CHECK WEFLO 300 PSIDocumento1 paginaValvula CHECK WEFLO 300 PSIcmarinvzlaNessuna valutazione finora
- ACSR Rail - 954MCM - RAIL954-ACSR - Nassau National CableDocumento2 pagineACSR Rail - 954MCM - RAIL954-ACSR - Nassau National Cableimcoolmailme2Nessuna valutazione finora