Potrebbero piacerti anche
- AS/NZS 3678 - 300 XLERPLATE Steel: General Description Australian StandardsDocumento2 pagineAS/NZS 3678 - 300 XLERPLATE Steel: General Description Australian StandardsAdamNessuna valutazione finora
- New A5Documento7 pagineNew A5Yas kiNessuna valutazione finora
- AUTROD 316LSiDocumento2 pagineAUTROD 316LSijoao guilhermeNessuna valutazione finora
- Alloy 276 Spec SheetDocumento3 pagineAlloy 276 Spec SheetJAYA BHARATHA REDDYNessuna valutazione finora
- LFBCW510L TN enDocumento4 pagineLFBCW510L TN endrgilleNessuna valutazione finora
- Specification For Precipitation-Hardening Nickel Alloy Bars, Forgings, and Forging Stock For High-Temperature ServiceDocumento9 pagineSpecification For Precipitation-Hardening Nickel Alloy Bars, Forgings, and Forging Stock For High-Temperature ServicerbagriNessuna valutazione finora
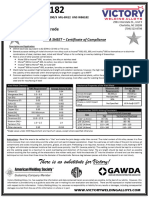
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocumento1 paginaNI-182 Victory ENICRFE-3 Electrode Data SheetgianNessuna valutazione finora
- Kapitel 01 DINO Techn TeilDocumento12 pagineKapitel 01 DINO Techn TeilAkshay /TEAM-DNessuna valutazione finora
- Bureau of Indian Standards: Cold-Rolled Steel Strips For SpringsDocumento10 pagineBureau of Indian Standards: Cold-Rolled Steel Strips For SpringsPaviter SinghNessuna valutazione finora
- Vulcan Industrial Engineering Co. Pvt. LTDDocumento3 pagineVulcan Industrial Engineering Co. Pvt. LTDk koradiaNessuna valutazione finora
- Ispat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsDocumento4 pagineIspat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsAbhi Sheoran100% (2)
- Ok 347 AutrodDocumento2 pagineOk 347 Autrodjoao guilhermeNessuna valutazione finora
- Mat 07000-07149 200411Documento5 pagineMat 07000-07149 200411Ronaldo Bandeira RodriguesNessuna valutazione finora
- 304Documento2 pagine304julianmorantesNessuna valutazione finora
- Astm B163Documento13 pagineAstm B163Ramón GarcíaNessuna valutazione finora
- As 3678 Steel Grade 350Documento3 pagineAs 3678 Steel Grade 350gsoaresrj80Nessuna valutazione finora
- GB700-88 Carbon Structural SteelsDocumento7 pagineGB700-88 Carbon Structural SteelsyuNessuna valutazione finora
- Electrode Booklet F Web 97Documento1 paginaElectrode Booklet F Web 97satnamNessuna valutazione finora
- Alloy 6082 - Rev2012Documento2 pagineAlloy 6082 - Rev2012Ysraels Santisteban DurandNessuna valutazione finora
- B 32 - 00 - QjmylvjfraDocumento11 pagineB 32 - 00 - QjmylvjfraAndresNessuna valutazione finora
- Certificate of Conformity Number # 241413C: ContaminantDocumento2 pagineCertificate of Conformity Number # 241413C: ContaminantAdrian HolotteNessuna valutazione finora
- SS316LNDocumento4 pagineSS316LNsamruddhiNessuna valutazione finora
- DATA SHEET - WD-Alloy718Documento2 pagineDATA SHEET - WD-Alloy718MTB ENGNessuna valutazione finora
- pp043-049 ms18Documento6 paginepp043-049 ms18Srikanth SrikantiNessuna valutazione finora
- Duplex Stainless Steel WeldingDocumento25 pagineDuplex Stainless Steel WeldingcfcshakerNessuna valutazione finora
- SilcoTek Coatings For High Purity ApplicationsDocumento30 pagineSilcoTek Coatings For High Purity ApplicationsKommu RohithNessuna valutazione finora
- S-8018 B2Documento5 pagineS-8018 B2Abhishek AnandNessuna valutazione finora
- 3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMDocumento1 pagina3.28 & 3.29 Kawat Las Nikko Steel 312 2,6 X 350 MM & 3,2 X 350 MMumarNessuna valutazione finora
- Lecture-1, Maraging SteelsDocumento30 pagineLecture-1, Maraging Steelssatish chinthamNessuna valutazione finora
- Aps Bluescope Asnzs3678 G250 PlateDocumento2 pagineAps Bluescope Asnzs3678 G250 PlateMuhammad Adam PratamaNessuna valutazione finora
- Duplex Stainless Steel WeldingDocumento25 pagineDuplex Stainless Steel Weldingkdsenipah6667Nessuna valutazione finora
- Wire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingDocumento9 pagineWire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingNicolas ValleNessuna valutazione finora
- Soft Magnetic Iron-Cobalt Alloy Hiperco 27: Xi'An Gangyan Special Alloy Co.,LtdDocumento10 pagineSoft Magnetic Iron-Cobalt Alloy Hiperco 27: Xi'An Gangyan Special Alloy Co.,LtdMohammadehsan SalarpourNessuna valutazione finora
- Cu ZN 20Documento2 pagineCu ZN 20wjjt6chgtmNessuna valutazione finora
- F 3 - 02 - Rjmtukve PDFDocumento4 pagineF 3 - 02 - Rjmtukve PDFAnilNessuna valutazione finora
- Certificate of Conformity Number # 252207A: ContaminantDocumento2 pagineCertificate of Conformity Number # 252207A: ContaminantAdrian HolotteNessuna valutazione finora
- Metrode Supercore 2205P: Welding Consumables Stainless SteelDocumento2 pagineMetrode Supercore 2205P: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Aerospace Material Specification: Nickel, Sheet and Strip Low (0.02 Max) Carbon AnnealedDocumento5 pagineAerospace Material Specification: Nickel, Sheet and Strip Low (0.02 Max) Carbon AnnealedMehdi MokhtariNessuna valutazione finora
- Rules For Materials and Welding 2021 AmendmentsDocumento29 pagineRules For Materials and Welding 2021 AmendmentsSUEZSHIPYARD QCNessuna valutazione finora
- Carbon Steel Wire of Cold-Heading Quality: 1.0 ScopeDocumento3 pagineCarbon Steel Wire of Cold-Heading Quality: 1.0 ScopeWIRE & WIRE productsNessuna valutazione finora
- Rath Sanitary Tube Uid182010340122 PDFDocumento2 pagineRath Sanitary Tube Uid182010340122 PDFthanhquang1001Nessuna valutazione finora
- Ams 5510 RDocumento6 pagineAms 5510 RikkuhNessuna valutazione finora
- AISI 1045 Carbon Steel G10450 Din CK45 W-Nr. 1.1191 JIS S45C Sheet PlateDocumento3 pagineAISI 1045 Carbon Steel G10450 Din CK45 W-Nr. 1.1191 JIS S45C Sheet Platenhirpara1Nessuna valutazione finora
- Oteluri Cai FerateDocumento2 pagineOteluri Cai FerateValentin RadulescuNessuna valutazione finora
- Aisi 321 Stainless Steel Uns s32100 Din 1.4541Documento3 pagineAisi 321 Stainless Steel Uns s32100 Din 1.4541Shariq KhanNessuna valutazione finora
- Electrode Booklet F Web 100Documento1 paginaElectrode Booklet F Web 100satnamNessuna valutazione finora
- 02.CARBO - RC 3 Blau eDocumento1 pagina02.CARBO - RC 3 Blau eMario CastilloNessuna valutazione finora
- Alambron CHQDocumento4 pagineAlambron CHQJavier GranadosNessuna valutazione finora
- Sae Ams 4353-2014Documento5 pagineSae Ams 4353-2014Hani YilmazNessuna valutazione finora
- Core 321/4541: EN 1.4541, ASTM TYPE 321 / UNS S32100Documento8 pagineCore 321/4541: EN 1.4541, ASTM TYPE 321 / UNS S32100Nguyen03Nessuna valutazione finora
- Duplex Stainless Steel 2205 PDFDocumento1 paginaDuplex Stainless Steel 2205 PDFSalmanNessuna valutazione finora
- Basics On Fatigue and Fracture MechanicsDocumento1 paginaBasics On Fatigue and Fracture Mechanicsdavood abbasiNessuna valutazione finora
- CF10MC (1.4571)Documento3 pagineCF10MC (1.4571)Gilcimar Cavalcante GilcimarNessuna valutazione finora
- Material Steel StandardsDocumento25 pagineMaterial Steel StandardssamadhankadamNessuna valutazione finora
- Chromecore-430-G Er430Documento1 paginaChromecore-430-G Er430peymanNessuna valutazione finora
- En 10305 1 Sunny SteelDocumento6 pagineEn 10305 1 Sunny Steelmohamed belkadiNessuna valutazione finora
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocumento5 pagineAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNessuna valutazione finora
- Ceramics and Ceramic Composites: Materialographic PreparationDa EverandCeramics and Ceramic Composites: Materialographic PreparationNessuna valutazione finora
- 7503-2 - Checklist For Precast StructureDocumento8 pagine7503-2 - Checklist For Precast StructureKannan KamalNessuna valutazione finora
- Logbook CEBDocumento36 pagineLogbook CEBAnonymous ICo9rpfVt0Nessuna valutazione finora
- Ground Floor Level and Foundation StructureDocumento1 paginaGround Floor Level and Foundation StructureRicky KhannaNessuna valutazione finora
- Strip Weld OverlayDocumento24 pagineStrip Weld OverlaymayataNessuna valutazione finora
- IBS Score CalculationDocumento21 pagineIBS Score CalculationKhairul Izham100% (1)
- Manufactureof Ordinary Portland CementDocumento3 pagineManufactureof Ordinary Portland CementReshma RatheeshNessuna valutazione finora
- Accredited SBRs As of January 2019Documento5 pagineAccredited SBRs As of January 2019RioNessuna valutazione finora
- Construction Cost Estimate: By: Engr. Erniel Dave A. GuyoDocumento29 pagineConstruction Cost Estimate: By: Engr. Erniel Dave A. GuyoMica Joice FernandezNessuna valutazione finora
- Meta SubjectDocumento33 pagineMeta SubjectSwanandNessuna valutazione finora
- A Complete Guide To Pipe SizesDocumento25 pagineA Complete Guide To Pipe SizesahmedNessuna valutazione finora
- PVA Fibre Reinforced High-Strength Cementitious Composite For 3D Printing Mechanical Properties and DurabilityDocumento12 paginePVA Fibre Reinforced High-Strength Cementitious Composite For 3D Printing Mechanical Properties and Durabilityhamed sadaghianNessuna valutazione finora
- Section 23 11 25 Facility Gas PipingDocumento10 pagineSection 23 11 25 Facility Gas PipingNiong DavidNessuna valutazione finora
- TVS Jupiter RMC - 19.3.19Documento60 pagineTVS Jupiter RMC - 19.3.19vinodNessuna valutazione finora
- SSCI WC Catalogue IS 9857 1990Documento1 paginaSSCI WC Catalogue IS 9857 1990Firmansyah HermantoNessuna valutazione finora
- Böhler Fox CM 2 KB: Classifi CationsDocumento1 paginaBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNessuna valutazione finora
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Documento4 pagineWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Angel ChangNessuna valutazione finora
- 6063 VS 63400Documento1 pagina6063 VS 63400siju1974Nessuna valutazione finora
- 07 91 26 SealantDocumento10 pagine07 91 26 SealantshajbabyNessuna valutazione finora
- General Architectural DraftingDocumento584 pagineGeneral Architectural Draftingayogunwusi2014100% (3)
- Lista Preturi Pardoseli 1iulie2020Documento42 pagineLista Preturi Pardoseli 1iulie2020elyeliza2000Nessuna valutazione finora
- Indian Standard: Specification FOR 62 Percent Alumina Bricks and Blocks For Blast FurnaceDocumento7 pagineIndian Standard: Specification FOR 62 Percent Alumina Bricks and Blocks For Blast Furnacear TaNessuna valutazione finora
- Referat Case StudyDocumento4 pagineReferat Case StudyRazvan BuzilaNessuna valutazione finora
- Cabletrunking - MultipleDocumento13 pagineCabletrunking - MultipleHassan FarazNessuna valutazione finora
- RebarDocumento24 pagineRebarSim Khoon AunNessuna valutazione finora
- FSWDocumento24 pagineFSWpariNessuna valutazione finora
- HILTI Direct Fastening Technical Guide - Ed 18Documento212 pagineHILTI Direct Fastening Technical Guide - Ed 18rodriguez.gaytanNessuna valutazione finora
- Column-C1 SIZE: - (9"X15") Column - C2 SIZE: - (9"X15") : Schedule of FootingsDocumento1 paginaColumn-C1 SIZE: - (9"X15") Column - C2 SIZE: - (9"X15") : Schedule of FootingsPrabal Sethi100% (1)
- Set 8-3 PDFDocumento56 pagineSet 8-3 PDFAek JayNessuna valutazione finora
- Pages From Ontario Building Code 2012Documento1 paginaPages From Ontario Building Code 2012some_guy89Nessuna valutazione finora
- The Problem and Its BackgroundDocumento4 pagineThe Problem and Its BackgroundSuzaku KururugiNessuna valutazione finora