Potrebbero piacerti anche
- Industrial radiography A Complete Guide - 2019 EditionDa EverandIndustrial radiography A Complete Guide - 2019 EditionNessuna valutazione finora
- Welding Terms & Definitions GuideDocumento108 pagineWelding Terms & Definitions Guidearland_limNessuna valutazione finora
- Welding Inspection TechnologyDocumento13 pagineWelding Inspection TechnologyParthasarathy VadapalliNessuna valutazione finora
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDa EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNessuna valutazione finora
- Soldering & Brazing: Unit-IvDocumento15 pagineSoldering & Brazing: Unit-IvRamu AmaraNessuna valutazione finora
- Various Welding ProcessDocumento50 pagineVarious Welding Processsachin G.Nessuna valutazione finora
- WIS5 Imperfections 2006 PDFDocumento81 pagineWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- 03 06 16 WIS5 Imperfections 2006Documento81 pagine03 06 16 WIS5 Imperfections 2006Daniel StuparekNessuna valutazione finora
- Cwi-Module1 - Welding Inspection & CertificationDocumento30 pagineCwi-Module1 - Welding Inspection & CertificationPurvesh NanavatiNessuna valutazione finora
- EW 512 6 Nondestructive TestingDocumento37 pagineEW 512 6 Nondestructive TestingHarun HodžićNessuna valutazione finora
- Introduction To Penetrant TestingDocumento61 pagineIntroduction To Penetrant TestingjerryceppyNessuna valutazione finora
- Penetrant Testing. Ultrasonic TestingDocumento74 paginePenetrant Testing. Ultrasonic TestingHskumarReddy Karri100% (1)
- (EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Documento9 pagine(EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Juan Diego AlvarezNessuna valutazione finora
- Visual Weld Inspection EssentialsDocumento21 pagineVisual Weld Inspection Essentialstoby100% (3)
- CWBDocumento2 pagineCWBShyam ParsanaNessuna valutazione finora
- Aws QC-12Documento32 pagineAws QC-12Faisal NaeemNessuna valutazione finora
- Welding SymbolDocumento11 pagineWelding SymbolmomoitachiNessuna valutazione finora
- Module 4 Weld Geometry and Welding Symbols-1Documento87 pagineModule 4 Weld Geometry and Welding Symbols-1Miki JaksicNessuna valutazione finora
- Weldability and Joinability of Common MaterialsDocumento1 paginaWeldability and Joinability of Common MaterialsStefanArtemonMocanuNessuna valutazione finora
- Catalog 2017 Winter Spring PDFDocumento52 pagineCatalog 2017 Winter Spring PDFLhagva DalaibatNessuna valutazione finora
- Fundamentals of Welding Inspection GuideDocumento53 pagineFundamentals of Welding Inspection GuideIlyes kNessuna valutazione finora
- WI 01 - Introduction To WI ModuleDocumento14 pagineWI 01 - Introduction To WI ModuledayalramNessuna valutazione finora
- Competitive Solutions For Joining TechnologyDocumento19 pagineCompetitive Solutions For Joining Technologyjy12bhuNessuna valutazione finora
- GMAW Practical Slide Show - FINALDocumento36 pagineGMAW Practical Slide Show - FINALDanem HalasNessuna valutazione finora
- Twi - Welding Inspection - SteelsDocumento209 pagineTwi - Welding Inspection - Steelsenels77Nessuna valutazione finora
- Welding SymbolsDocumento49 pagineWelding SymbolsManiNessuna valutazione finora
- Visual Weld Inspection and Defect Identification GuideDocumento46 pagineVisual Weld Inspection and Defect Identification GuideDương PhúcNessuna valutazione finora
- Clna15786enc 001Documento68 pagineClna15786enc 001sajux100% (1)
- Custos de SoldagemDocumento9 pagineCustos de SoldagemJoel CezarNessuna valutazione finora
- Aws Cwi BrochureDocumento16 pagineAws Cwi BrochureMS SIVAKUMARNessuna valutazione finora
- Aws D15.2Documento38 pagineAws D15.2Kamalakannan1234100% (2)
- Welding HB PDFDocumento40 pagineWelding HB PDFAnas PratamaNessuna valutazione finora
- Day 1answersDocumento31 pagineDay 1answersMahmoud Elsayed MohamedNessuna valutazione finora
- Practical Visual Inspection of WeldsDocumento40 paginePractical Visual Inspection of WeldsAmit Sharma100% (1)
- Workbook Module 01Documento3 pagineWorkbook Module 01kyeong cheol leeNessuna valutazione finora
- AWS Welding Journal March 2013Documento138 pagineAWS Welding Journal March 2013ferrero68Nessuna valutazione finora
- BS 499 Part 2 Welding Symbols GuideDocumento11 pagineBS 499 Part 2 Welding Symbols GuideManv2211Nessuna valutazione finora
- 24 Practical Visual InspectionDocumento5 pagine24 Practical Visual InspectionMai Anh TaiNessuna valutazione finora
- Aws Qc13 2006 Specification For The Certification of Welding SupervisorsDocumento18 pagineAws Qc13 2006 Specification For The Certification of Welding SupervisorsWaldo AtNessuna valutazione finora
- Welding Processes Used in Saudi AramcoDocumento62 pagineWelding Processes Used in Saudi AramcoAnand RaoNessuna valutazione finora
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocumento80 pagineRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNessuna valutazione finora
- Content Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsDocumento27 pagineContent Free Downloads Aws b5.5 Specification For The Qualification of Welding EducatorsCharlesWilliamRichardNessuna valutazione finora
- Ensuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.EDocumento16 pagineEnsuring Weld Quality in Structural Applications: by Duane K. Miller, SC.D., P.Ecentaury2013Nessuna valutazione finora
- Twi Impact TestingDocumento17 pagineTwi Impact TestingchungndtNessuna valutazione finora
- Cswip - Section 02-Terms and Definition PDFDocumento19 pagineCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNessuna valutazione finora
- Module 4 Welding Joints and SymbolsDocumento68 pagineModule 4 Welding Joints and SymbolsAhmed Shaban KotbNessuna valutazione finora
- NDT WeldingDocumento41 pagineNDT Weldingdndudc100% (1)
- 01 - WELDING DEFECTS (Surface) - May 2021Documento28 pagine01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNessuna valutazione finora
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDocumento7 pagineMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNessuna valutazione finora
- Non Destructive Testing and ASNT Weld Inspection and AwsDocumento100 pagineNon Destructive Testing and ASNT Weld Inspection and Awsferick23Nessuna valutazione finora
- 23 CSWIP 3.1 Practical Visual Inspection 30-03-07 PDFDocumento13 pagine23 CSWIP 3.1 Practical Visual Inspection 30-03-07 PDFEm-em Marquez100% (1)
- 9 Practical Cswip 3 0 Practical Visual Inspection PDFDocumento13 pagine9 Practical Cswip 3 0 Practical Visual Inspection PDFdev-nullNessuna valutazione finora
- 9 Practical Cswip 3.0 Practical Visual Inspection PDFDocumento13 pagine9 Practical Cswip 3.0 Practical Visual Inspection PDFAzim Samiin77% (13)
- Cwi Twi 2006Documento333 pagineCwi Twi 2006Lajit SubramanianNessuna valutazione finora
- Section 1 Duties & ResponsiblitiesDocumento8 pagineSection 1 Duties & ResponsiblitiesS GoudaNessuna valutazione finora
- CSWIP 3.1 - Welding Inspection-WIS5-2006 PDFDocumento358 pagineCSWIP 3.1 - Welding Inspection-WIS5-2006 PDFTuan DangNessuna valutazione finora
- Cswip 3 1 Wis5 Handout 2009 PDFDocumento196 pagineCswip 3 1 Wis5 Handout 2009 PDFravi00098Nessuna valutazione finora
- 1 Typical Duties of Welding InspectorsDocumento7 pagine1 Typical Duties of Welding InspectorsSamerNessuna valutazione finora
- CSWIP 3.1 Welding InspectionDocumento12 pagineCSWIP 3.1 Welding InspectionSuara PasirNessuna valutazione finora
- Section 1 Typical Duties of Welding InspectorsDocumento13 pagineSection 1 Typical Duties of Welding InspectorsMohd Farid OsmanNessuna valutazione finora
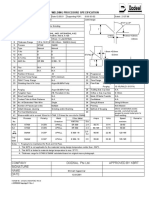
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
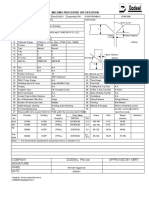
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
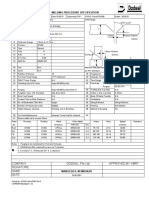
- Q-Chem Ethylene Project welding procedure specificationDocumento1 paginaQ-Chem Ethylene Project welding procedure specificationS GoudaNessuna valutazione finora
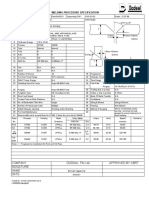
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Q-Chem Ethylene Project Welding Procedure SpecificationDocumento1 paginaQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNessuna valutazione finora
- Q-Chem Ethylene Project welding procedure specificationDocumento1 paginaQ-Chem Ethylene Project welding procedure specificationS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Q-Chem Ethylene Project Welding Procedure SpecificationDocumento1 paginaQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNessuna valutazione finora
- Ethylene Project Welding Procedure SpecificationDocumento1 paginaEthylene Project Welding Procedure SpecificationS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento2 pagineWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento2 pagineWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento1 paginaWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Q-Chem Ethylene Welding Procedure SpecificationDocumento1 paginaQ-Chem Ethylene Welding Procedure SpecificationS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Indian Oil Corporation Limited: Bhubaneswar Divisional OfficeDocumento3 pagineIndian Oil Corporation Limited: Bhubaneswar Divisional OfficeBinay SahooNessuna valutazione finora
- Lectura Isaac NewtonDocumento2 pagineLectura Isaac NewtonCESAR MAURICIO RODRIGUEZNessuna valutazione finora
- LIST Real Estate Contacts ListDocumento4 pagineLIST Real Estate Contacts ListChauhan Harshit100% (1)
- Measuring and calculating dimensions for pipes, plates, cylinders and moreDocumento100 pagineMeasuring and calculating dimensions for pipes, plates, cylinders and moreGarcia MaybelleNessuna valutazione finora
- Finals-Insurance Week 5Documento19 pagineFinals-Insurance Week 5Ryan ChristianNessuna valutazione finora
- 3 Variable Cramers Rule PDFDocumento4 pagine3 Variable Cramers Rule PDFElton DiocsonNessuna valutazione finora
- Hedging Techniques in Academic WritingDocumento11 pagineHedging Techniques in Academic WritingÛbř ÖňNessuna valutazione finora
- Edexcel A-Level Biology Experimental Design Marks Scheme (1) (Full Permission)Documento16 pagineEdexcel A-Level Biology Experimental Design Marks Scheme (1) (Full Permission)FardeenKhanNessuna valutazione finora
- QUESTION A2 and A3 Examples PDFDocumento24 pagineQUESTION A2 and A3 Examples PDFDemian VeNessuna valutazione finora
- TP5 W9 S9 R0Documento2 pagineTP5 W9 S9 R0DickiEffendy0% (1)
- EM-CABLE Product CatalogDocumento96 pagineEM-CABLE Product Catalogm00h00Nessuna valutazione finora
- r05320202 Microprocessors and Micro ControllersDocumento7 paginer05320202 Microprocessors and Micro ControllersSri LalithaNessuna valutazione finora
- MUCLecture 2021 10311889Documento11 pagineMUCLecture 2021 10311889Ramon Angelo MendezNessuna valutazione finora
- Orientation Report PDFDocumento13 pagineOrientation Report PDFRiaz RasoolNessuna valutazione finora
- L C R Circuit Series and Parallel1Documento6 pagineL C R Circuit Series and Parallel1krishcvrNessuna valutazione finora
- Typhoon Ulysses Philippines Deadly StormDocumento2 pagineTyphoon Ulysses Philippines Deadly Stormjai mansosNessuna valutazione finora
- Appendix C: Time Value of MoneyDocumento15 pagineAppendix C: Time Value of MoneyrockerNessuna valutazione finora
- Very Low Altitude Drag-Free Satellites: R D UpdatesDocumento5 pagineVery Low Altitude Drag-Free Satellites: R D Updatesraa2010Nessuna valutazione finora
- Chapter 4 Cost MinimizationDocumento6 pagineChapter 4 Cost MinimizationXavier Hetsel Ortega BarraganNessuna valutazione finora
- Goat Milk Marketing Feasibility Study Report - Only For ReferenceDocumento40 pagineGoat Milk Marketing Feasibility Study Report - Only For ReferenceSurajSinghalNessuna valutazione finora
- Ninoy Aquino Parks and Wildlife CenterDocumento7 pagineNinoy Aquino Parks and Wildlife CenterNinia Richelle Angela AgaNessuna valutazione finora
- Maya Keyboard ShortcutsDocumento0 pagineMaya Keyboard ShortcutsDaryl Gomez TimatimNessuna valutazione finora
- Knowing Annelida: Earthworms, Leeches and Marine WormsDocumento4 pagineKnowing Annelida: Earthworms, Leeches and Marine WormsCherry Mae AdlawonNessuna valutazione finora
- 60 GHZDocumento9 pagine60 GHZjackofmanytradesNessuna valutazione finora
- 1999 - Seismic Soil Structure Interaction in Buildings - I Analytical Aspects PDFDocumento13 pagine1999 - Seismic Soil Structure Interaction in Buildings - I Analytical Aspects PDFCesar PugsioNessuna valutazione finora
- Causes and Effects of PollutionDocumento6 pagineCauses and Effects of PollutionNhư NgọcNessuna valutazione finora
- Cricothyroidotomy and Needle CricothyrotomyDocumento10 pagineCricothyroidotomy and Needle CricothyrotomykityamuwesiNessuna valutazione finora
- Stavanger Tourist SpotDocumento96 pagineStavanger Tourist Spotregupathi6413Nessuna valutazione finora
- Uji Deteksi Biofilm Dari Isolat Klinik Kateter Urin Bakteri Entercoccus Dibandingkan Dengan Tube MethodDocumento27 pagineUji Deteksi Biofilm Dari Isolat Klinik Kateter Urin Bakteri Entercoccus Dibandingkan Dengan Tube MethodIyannyanNessuna valutazione finora
- Sony HCD-GTX999 PDFDocumento86 pagineSony HCD-GTX999 PDFMarcosAlves100% (1)