Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- M2 NDT Liquid Penetrant TestingDocumento41 pagineM2 NDT Liquid Penetrant TestingAravind SANessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
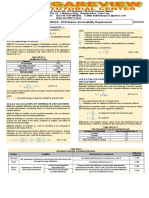
- Review MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteDocumento2 pagineReview MODULE - RCD Beams: Serviceability Requirements: 419.2.3 Modulus of Rupture of ConcreteJoseph Lanto100% (1)
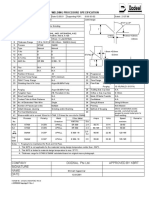
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Pressure Vessel Calculation Report PDFDocumento12 paginePressure Vessel Calculation Report PDFVictor Fakoya50% (2)
- Almasah Alamin Project - Post-Tensioned Method StatmentDocumento16 pagineAlmasah Alamin Project - Post-Tensioned Method StatmentMohamed AdelNessuna valutazione finora
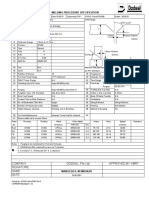
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Drilled Shaft in Rock Analysis and Design - Part3Documento109 pagineDrilled Shaft in Rock Analysis and Design - Part3rshaghayan100% (2)
- Bill of Materials Quantity and Cost Estimate Sample 2017Documento4 pagineBill of Materials Quantity and Cost Estimate Sample 2017Frances Irish MarasiganNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- PP34. Rev.1xlsDocumento1 paginaPP34. Rev.1xlsS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento2 pagineWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento1 paginaWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1Documento1 paginaWelding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Properties of Metals and AlloysDocumento19 pagineProperties of Metals and AlloysIlhamsidiqNessuna valutazione finora
- Metal O-Ring PDFDocumento8 pagineMetal O-Ring PDFanon_481226617Nessuna valutazione finora
- Catalogo Evt - UlDocumento40 pagineCatalogo Evt - UlEdwin Alexis Contreras MontenegroNessuna valutazione finora
- Hs diagramHDstaaendeDocumento5 pagineHs diagramHDstaaendeDiegohl13Nessuna valutazione finora
- Kestrel Static MixersDocumento3 pagineKestrel Static MixersGozuengineer GozuNessuna valutazione finora
- History of Architecture-V: Lecture - X Chicago Style ArchitectureDocumento46 pagineHistory of Architecture-V: Lecture - X Chicago Style ArchitectureItika AtriNessuna valutazione finora
- Structural Report of Proposed Fencing and ExtensionDocumento21 pagineStructural Report of Proposed Fencing and ExtensionLester LazoNessuna valutazione finora
- Iso 9974-2 - Metric - Stud Ends With Elastomeric Sealing (Type E)Documento14 pagineIso 9974-2 - Metric - Stud Ends With Elastomeric Sealing (Type E)Gowtham KbNessuna valutazione finora
- Ministerial Building Standard MBS 002: Maintaining The Performance of Essential Safety ProvisionsDocumento32 pagineMinisterial Building Standard MBS 002: Maintaining The Performance of Essential Safety ProvisionsJohn WilsonNessuna valutazione finora
- PHD Thesis AbstractDocumento2 paginePHD Thesis AbstractDrEmadEl-SaidNessuna valutazione finora
- Selectarc ElektrodyDocumento149 pagineSelectarc ElektrodymalyczopekNessuna valutazione finora
- Analysis of Truss-Method of Sections and Joints PDFDocumento6 pagineAnalysis of Truss-Method of Sections and Joints PDFStruktur ArkoninNessuna valutazione finora
- FP200 FR Expanding Foam: AbescoDocumento2 pagineFP200 FR Expanding Foam: AbescoIrfan AliNessuna valutazione finora
- TaraNath - Reinforced - Concrete - Design - of - Tall - Build 8Documento1 paginaTaraNath - Reinforced - Concrete - Design - of - Tall - Build 8jcvalenciaNessuna valutazione finora
- Hasan Fathy-Barefoot ArchitectDocumento18 pagineHasan Fathy-Barefoot ArchitectARADHANA DHIMANNessuna valutazione finora
- 13-04-2021 Load Combination ListDocumento1 pagina13-04-2021 Load Combination ListomkarNessuna valutazione finora
- Data Sheet: Amadeus ProjectDocumento7 pagineData Sheet: Amadeus ProjectErikikoNessuna valutazione finora
- BD - K - EXPANSION JOINTSDocumento18 pagineBD - K - EXPANSION JOINTSMuthusamy ArumugamNessuna valutazione finora
- Tack Coat Guidelines: State of California Department of Transportation Division of Construction April 2009Documento38 pagineTack Coat Guidelines: State of California Department of Transportation Division of Construction April 2009Nuno AntonioNessuna valutazione finora
- Ts-Po16392-2cx10mm, 3CX6MM, 3CX10MM, 4CX6MM, 4CX16MMDocumento2 pagineTs-Po16392-2cx10mm, 3CX6MM, 3CX10MM, 4CX6MM, 4CX16MMmohd darusNessuna valutazione finora
- March 7 Homework Solutions: Mechanical Engineering 375 Heat TransferDocumento5 pagineMarch 7 Homework Solutions: Mechanical Engineering 375 Heat TransferFadelPrawiraErwinNessuna valutazione finora
- Spec Series One SP-FloCoDocumento2 pagineSpec Series One SP-FloCosina_84Nessuna valutazione finora
- Specification For Lighting Columns: NotesDocumento9 pagineSpecification For Lighting Columns: Notessattar12345Nessuna valutazione finora
- 01 List Approvals DoP MSDS 2013-09-18Documento9 pagine01 List Approvals DoP MSDS 2013-09-18JoseNessuna valutazione finora