Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Air Cooler-Example 8-2Documento3 pagineAir Cooler-Example 8-2citramuaraNessuna valutazione finora
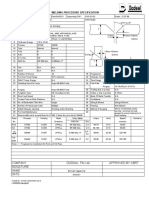
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Iec 60287-1-1Documento44 pagineIec 60287-1-1Jose Giraldo100% (1)
- Astm A350 LF2Documento1 paginaAstm A350 LF2anjangandak2932100% (1)
- Sub Grade PropertiesDocumento76 pagineSub Grade PropertiesSivakumar M100% (4)
- API 570 Course Notes - JoshiDocumento173 pagineAPI 570 Course Notes - JoshiPrabhakar Kattula100% (3)
- Weldability of Materials - Aluminium Alloys - Job Knowledge 21Documento3 pagineWeldability of Materials - Aluminium Alloys - Job Knowledge 21brijesh kinkhabNessuna valutazione finora
- CCH 70-3 InglésDocumento81 pagineCCH 70-3 InglésDavid Andres Cañas SuarezNessuna valutazione finora
- PP34. Rev.1xlsDocumento1 paginaPP34. Rev.1xlsS GoudaNessuna valutazione finora
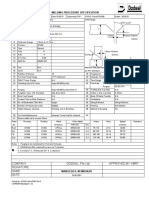
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- PP34. Rev.1xlsDocumento1 paginaPP34. Rev.1xlsS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 pagineWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento2 pagineWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Documento2 pagineWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Welding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1Documento1 paginaWelding Procedure Specification: Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp20-1S GoudaNessuna valutazione finora
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 paginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNessuna valutazione finora
- Nanofibers and Their Applications in Tissue Engineering: Rajesh Vasita Dhirendra S KattiDocumento16 pagineNanofibers and Their Applications in Tissue Engineering: Rajesh Vasita Dhirendra S KattiAlex John Denoga AbandoNessuna valutazione finora
- 3.failures Resulting From Static LoadingDocumento32 pagine3.failures Resulting From Static LoadingRainaMohanSaiNessuna valutazione finora
- Quantum DevicesDocumento132 pagineQuantum DevicesAritra LahiriNessuna valutazione finora
- Wireless Transmission of Electrical PowerDocumento25 pagineWireless Transmission of Electrical PowerMk Enterprise JamuriaNessuna valutazione finora
- Construction and Building Materials: Laila Aouba, Cécile Bories, Marie Coutand, Bernard Perrin, Hervé LemercierDocumento7 pagineConstruction and Building Materials: Laila Aouba, Cécile Bories, Marie Coutand, Bernard Perrin, Hervé LemercierDaniela Sierra UpeguiNessuna valutazione finora
- Lab Report Alternating CurrentDocumento4 pagineLab Report Alternating Currentalinaathirah04Nessuna valutazione finora
- 02112015000000B - Boehler FOX EV 70 - CeDocumento1 pagina02112015000000B - Boehler FOX EV 70 - CeOPAZOSCNessuna valutazione finora
- Rotation Reciprocation or CombinationDocumento30 pagineRotation Reciprocation or CombinationvanillalavenderNessuna valutazione finora
- Piper AlphaDocumento18 paginePiper AlphaSKataNessuna valutazione finora
- Experiment 1 - Sem2Documento7 pagineExperiment 1 - Sem2MUHAMMAD SYUKRI FITRI BIN MOHAMAD RAZALINessuna valutazione finora
- XE SampleDocumento31 pagineXE SampleJerome HarinaNessuna valutazione finora
- X-Ray DiffractionDocumento30 pagineX-Ray DiffractionMerve Ayvaz KöroğluNessuna valutazione finora
- Heat Transfer in Bioreactor: Manam Walait Lecturer FLS, UCP LahoreDocumento8 pagineHeat Transfer in Bioreactor: Manam Walait Lecturer FLS, UCP LahoreJawadNessuna valutazione finora
- Fracture Mechanics of Concrete PDFDocumento159 pagineFracture Mechanics of Concrete PDFChetan PatilNessuna valutazione finora
- 1 s2.0 S1566119923001659 MainDocumento8 pagine1 s2.0 S1566119923001659 MainMatias AlonsoNessuna valutazione finora
- Anisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaDocumento11 pagineAnisotropy of Additively Manufactured 18ni 300 Maraging Steel - 2020 - ProcediaajayvgNessuna valutazione finora
- Soil Mechanics PP 2013Documento4 pagineSoil Mechanics PP 2013Zack FengNessuna valutazione finora
- Aislamiento Termico-Broch Cryogel ZDocumento2 pagineAislamiento Termico-Broch Cryogel ZJavier Caamaño VillafañeNessuna valutazione finora
- Exercícios Resolvidos - Cap. 08 (Pares) - Equilíbrio Físico (Propriedades de Soluções) - Princípios de Química - AtkinsDocumento39 pagineExercícios Resolvidos - Cap. 08 (Pares) - Equilíbrio Físico (Propriedades de Soluções) - Princípios de Química - AtkinsCristiane MauadNessuna valutazione finora
- A Review Paper On Photovoltaic TextilesDocumento13 pagineA Review Paper On Photovoltaic TextilesShradha Shinde DongreNessuna valutazione finora
- Class Xii Physics Study Material 2023-24Documento323 pagineClass Xii Physics Study Material 2023-24IRONRISHINessuna valutazione finora
- PLAXIS 2D CE V20.00 Tutorial Lesson 08Documento19 paginePLAXIS 2D CE V20.00 Tutorial Lesson 08Safwat El RoubyNessuna valutazione finora
- 5M MTC - Aj420Documento7 pagine5M MTC - Aj420Paing Soe LinNessuna valutazione finora