
Potrebbero piacerti anche
- RIA Collaborative Robots White Paper October 2014Documento13 pagineRIA Collaborative Robots White Paper October 2014solomonlazioNessuna valutazione finora
- Chapter3-Introduction To RoboticDocumento73 pagineChapter3-Introduction To RoboticAbdul RazziNessuna valutazione finora
- Robotic Design To Detect and Avoid CollisionsDocumento11 pagineRobotic Design To Detect and Avoid CollisionsInternational Journal of Innovative Science and Research Technology100% (1)
- Industrial RoboticsDocumento24 pagineIndustrial RoboticsJ Alberto GarciaNessuna valutazione finora
- Unit 2 Industrial Robotics: Learning ObjectivesDocumento42 pagineUnit 2 Industrial Robotics: Learning ObjectivesKontham VivekNessuna valutazione finora
- Industrial RobotsDocumento88 pagineIndustrial Robotsdtuc100% (2)
- Review of Collaborative Robot Kuka Baxter Universal Robot Abb FDocumento25 pagineReview of Collaborative Robot Kuka Baxter Universal Robot Abb Fశ్రీకాంత్ మడకNessuna valutazione finora
- Design of A 6-DOF Robot Manipulator For 3D Printed ConstructionDocumento7 pagineDesign of A 6-DOF Robot Manipulator For 3D Printed ConstructionCH.SRINIVASA REDDY ChirlaNessuna valutazione finora
- CCCCCCCCCCC C C C C CCCCCCC CCCCCCCCCCCCCCCCCCCP P PDocumento21 pagineCCCCCCCCCCC C C C C CCCCCCC CCCCCCCCCCCCCCCCCCCP P PPreethish GuhaNessuna valutazione finora
- Industrial RoboticsDocumento51 pagineIndustrial RoboticsArturs_LVNessuna valutazione finora
- Cobot Ebook FinalDocumento53 pagineCobot Ebook FinalOszi1967100% (1)
- Pick and Place Robotic Arm Controlled by Computer - TJ211.42.M52 2007 - Mohamed Naufal B. OmarDocumento26 paginePick and Place Robotic Arm Controlled by Computer - TJ211.42.M52 2007 - Mohamed Naufal B. OmarSAMNessuna valutazione finora
- Inverse Kinematic Analysis of Robot Manipulators PDFDocumento336 pagineInverse Kinematic Analysis of Robot Manipulators PDFManuel Caeiro0% (1)
- Design and Analysis of Robot Manipulators by Integrated Cae Procedures 1 Brat Rotatie 12 PaginiDocumento30 pagineDesign and Analysis of Robot Manipulators by Integrated Cae Procedures 1 Brat Rotatie 12 PaginiCristi AlexNessuna valutazione finora
- Lecture Week2 2021 Cobot Basic ConceptsDocumento33 pagineLecture Week2 2021 Cobot Basic ConceptsPaulo SantosNessuna valutazione finora
- Industrial Robot Kuka PDFDocumento17 pagineIndustrial Robot Kuka PDFLemnaru DannyNessuna valutazione finora
- Building A Two Wheeled Balancing RobotDocumento120 pagineBuilding A Two Wheeled Balancing RobotCp Em PheeradorNessuna valutazione finora
- Material Handling RobotsDocumento42 pagineMaterial Handling RobotsMURTHY RAJNessuna valutazione finora
- Industrial Robotics: History and Definition Classification of Robot Robot Anatomy and Robot Motion Work VolumeDocumento73 pagineIndustrial Robotics: History and Definition Classification of Robot Robot Anatomy and Robot Motion Work VolumeSiddharth Gupta0% (1)
- What Is A SCARA RobotDocumento6 pagineWhat Is A SCARA RobotDeependra TalandiNessuna valutazione finora
- Wireless Automation - ABBDocumento16 pagineWireless Automation - ABBajit_ahuja1737Nessuna valutazione finora
- Robots in Industrial AutomationDocumento10 pagineRobots in Industrial Automationkprion100% (1)
- Kinematic Modelling of RobotsDocumento36 pagineKinematic Modelling of Robotsusmanali17Nessuna valutazione finora
- Cobot Ebook Final6Documento68 pagineCobot Ebook Final6Gerrit GraaflandNessuna valutazione finora
- STS121 M3L3 - Automation and RoboticsDocumento8 pagineSTS121 M3L3 - Automation and RoboticsJusteene SaysonNessuna valutazione finora
- MECHATRONICSDocumento43 pagineMECHATRONICSjvsreejith67% (3)
- Robot ArchitecturesDocumento72 pagineRobot ArchitecturesRyder Jhymsen50% (2)
- Robotics and Automations Material - M - Vinoth KumarDocumento63 pagineRobotics and Automations Material - M - Vinoth Kumartumati venkata vinayNessuna valutazione finora
- Robotics Unit-5 Question BankDocumento6 pagineRobotics Unit-5 Question BankveerapandianNessuna valutazione finora
- Industrial RobotsDocumento15 pagineIndustrial RobotsLW LuWee ChongNessuna valutazione finora
- Mechatronic PDFDocumento245 pagineMechatronic PDFBurak ÖzcanNessuna valutazione finora
- 1 - 2 - Advances in Vehicle Design - John FentonDocumento187 pagine1 - 2 - Advances in Vehicle Design - John Fentonenecatalin90Nessuna valutazione finora
- Literature ReviewDocumento8 pagineLiterature ReviewPrashant Mathur0% (1)
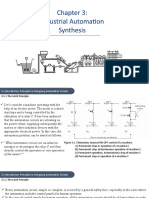
- Chapter3-Industrial Automation SynthesisDocumento36 pagineChapter3-Industrial Automation SynthesisThuan HuynhNessuna valutazione finora
- Industrial Robotics - Programming Simulation and ApplicationsDocumento700 pagineIndustrial Robotics - Programming Simulation and ApplicationsTO HaioceankNessuna valutazione finora
- Robotics 2markDocumento14 pagineRobotics 2markisirajudeen17Nessuna valutazione finora
- What Are Some Industrial Robot Basics?Documento4 pagineWhat Are Some Industrial Robot Basics?maheswaran muthuNessuna valutazione finora
- Review of Collaborative Robot Kuka Baxter Universal Robot Abb F PDFDocumento27 pagineReview of Collaborative Robot Kuka Baxter Universal Robot Abb F PDFYahia Mustafa Alfazazi100% (1)
- Computer Integrated Manufacturing Digital NotesDocumento59 pagineComputer Integrated Manufacturing Digital Notesparsha nayakNessuna valutazione finora
- NXT SCARA Model-Based DesignDocumento65 pagineNXT SCARA Model-Based DesignEdgar BanuelosNessuna valutazione finora
- Robotics, Industrial Robotics, Question BankDocumento13 pagineRobotics, Industrial Robotics, Question Banksiraj100% (6)
- Trajectory Tracking For SCARA Robots With Compliant Transmissions: A Technique To Improve The Positioning PrecisionDocumento3 pagineTrajectory Tracking For SCARA Robots With Compliant Transmissions: A Technique To Improve The Positioning PrecisionChandan KanuNessuna valutazione finora
- Robotics Lab Manuals Final PDFDocumento38 pagineRobotics Lab Manuals Final PDFravihbti100% (1)
- Mechatronic Futures - Challenges and Solutions For Mechatronic Systems and Their Designers PDFDocumento273 pagineMechatronic Futures - Challenges and Solutions For Mechatronic Systems and Their Designers PDFAndrija100% (1)
- Robotics Question BankDocumento9 pagineRobotics Question BankZhyayauNessuna valutazione finora
- Delmia Robotics at Volvo PDFDocumento53 pagineDelmia Robotics at Volvo PDFVinodh VijayakumarNessuna valutazione finora
- Automation Studio ProDocumento24 pagineAutomation Studio PronelsonNessuna valutazione finora
- Industrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringDocumento52 pagineIndustrial Robotics: Prashanth BN Assistant Professor Department of Mechanical Engineering Amrita School of EngineeringPrashanth BnNessuna valutazione finora
- Design and Devolopment of Semi Automatic Glass Cleaning MachineDocumento14 pagineDesign and Devolopment of Semi Automatic Glass Cleaning MachineNandkumar BabarNessuna valutazione finora
- Fundamental of Robotic ManipulatorDocumento101 pagineFundamental of Robotic ManipulatorswapnakaleNessuna valutazione finora
- Scara Robot Report PDFDocumento52 pagineScara Robot Report PDFMustafaMir100% (2)
- Industrial RoboticsDocumento77 pagineIndustrial RoboticsIslam Fouad100% (4)
- Industrial Sensors and Control PDFDocumento62 pagineIndustrial Sensors and Control PDFSurendra SainiNessuna valutazione finora
- Parallel Manipulators - Edited by Jee Hwan Ryu PDFDocumento508 pagineParallel Manipulators - Edited by Jee Hwan Ryu PDFWillmans Nolberto Ticlla MostaceroNessuna valutazione finora
- Chapter 2 SolutionDocumento4 pagineChapter 2 SolutionEngr ShabirNessuna valutazione finora
- Chapter 2Documento100 pagineChapter 2richard tiam100% (1)
- Industrial Robotics AssignmentDocumento3 pagineIndustrial Robotics Assignmentpikaboo1Nessuna valutazione finora
- Practical, Made Easy Guide To Robotics & Automation [Revised Edition]Da EverandPractical, Made Easy Guide To Robotics & Automation [Revised Edition]Valutazione: 1 su 5 stelle1/5 (1)
- Mobile Industrial Robots-WikipediaDocumento4 pagineMobile Industrial Robots-WikipediastanimirNessuna valutazione finora
- Different Levels of Complexity in Tasks For Robots: Technology Industrial Automation Industrial Robots ManufacturingDocumento11 pagineDifferent Levels of Complexity in Tasks For Robots: Technology Industrial Automation Industrial Robots ManufacturingarunimajoyNessuna valutazione finora
- Farheen Begum Mobile: +91 9849952279 E-Mail: Career ObjectiveDocumento2 pagineFarheen Begum Mobile: +91 9849952279 E-Mail: Career ObjectiveMohammed AsifNessuna valutazione finora
- Microsoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODDocumento75 pagineMicrosoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODRay Ramilo67% (9)
- Pipe and Tube Operations - DaytonaDocumento123 paginePipe and Tube Operations - Daytonaramon nava0% (1)
- Electrical Resume Boyet PascuaDocumento2 pagineElectrical Resume Boyet PascuaAucsap BoyetNessuna valutazione finora
- IEEE Recommended Practice For Exc. Sys Models 2Documento4 pagineIEEE Recommended Practice For Exc. Sys Models 2Emmanuel ZamoranoNessuna valutazione finora
- Project On RaymondDocumento36 pagineProject On Raymonddinesh beharaNessuna valutazione finora
- CMM 23-70-04 CVR Fa2100 L3Documento334 pagineCMM 23-70-04 CVR Fa2100 L3Romain ANGUELU100% (1)
- Jce 70 2018 10 3 2437 enDocumento7 pagineJce 70 2018 10 3 2437 enaaNessuna valutazione finora
- High Voltage Engineering MCQsDocumento6 pagineHigh Voltage Engineering MCQsSubrahmanyam Adda50% (2)
- Difference Between Dictionary Managed Tablespace (DMT) and Locally Managed Tablespace (LMT)Documento2 pagineDifference Between Dictionary Managed Tablespace (DMT) and Locally Managed Tablespace (LMT)Rose MaNessuna valutazione finora
- EXCEL To Tally LeggerImport-ok - 2Documento7 pagineEXCEL To Tally LeggerImport-ok - 2Mukesh MakadiaNessuna valutazione finora
- 0108E - Report of Welders-OperatorsDocumento6 pagine0108E - Report of Welders-OperatorsErick AlvarezNessuna valutazione finora
- Ampeg BA115HPTDocumento3 pagineAmpeg BA115HPTFederico BrunoNessuna valutazione finora
- Hycox 20171116-A Yangzhou Hycox Industrial Co.,Ltd - BoliviaDocumento3 pagineHycox 20171116-A Yangzhou Hycox Industrial Co.,Ltd - BoliviaCristian Sahonero MuñozNessuna valutazione finora
- 825P A Rele E3000Documento4 pagine825P A Rele E3000asssasas100% (1)
- ASTM 6365 - 99 - Spark TestDocumento4 pagineASTM 6365 - 99 - Spark Testjudith_ayala_10Nessuna valutazione finora
- IT Dashboard Dec2013Documento870 pagineIT Dashboard Dec2013Dolly SinghNessuna valutazione finora
- 1 5 1Documento5 pagine1 5 1daemsalNessuna valutazione finora
- Xerox Workcentre 6400: System Administrator Guide Guide de L'Administrateur SystèmeDocumento184 pagineXerox Workcentre 6400: System Administrator Guide Guide de L'Administrateur SystèmeЃорѓи Поп-ЃорѓиевNessuna valutazione finora
- ArChine-Food-Grade-Lubricants - eDocumento53 pagineArChine-Food-Grade-Lubricants - enghiaNessuna valutazione finora
- DPM Engineering WorksDocumento34 pagineDPM Engineering WorksAkash SinghNessuna valutazione finora
- PolyIT AdjustmentDocumento10 paginePolyIT AdjustmentSwami MeeraNessuna valutazione finora
- Assessment of Rotational Capacity Test Procedure FINALDocumento21 pagineAssessment of Rotational Capacity Test Procedure FINALzaheerahmed77Nessuna valutazione finora
- Astm D 3241 - 02 - RdmyndetmdjbDocumento13 pagineAstm D 3241 - 02 - RdmyndetmdjbSamuel EduardoNessuna valutazione finora
- Organic Chemistry 4th Edition Gorzynski Test BankDocumento17 pagineOrganic Chemistry 4th Edition Gorzynski Test Bankdigonousconcrewh2zxi100% (31)
- UL FM Vertical Indicator Post Maintenance and Operation Manual - Fire Protection - Models 5400 & 5450Documento7 pagineUL FM Vertical Indicator Post Maintenance and Operation Manual - Fire Protection - Models 5400 & 5450Juan Jose Teodoro AguilarNessuna valutazione finora
- CAT320B Service Repair Fault Code ZPWDocumento32 pagineCAT320B Service Repair Fault Code ZPWZaw Phyo100% (1)
- C-Zone SDN BHD: Price List Effective 10 AUG 2019Documento2 pagineC-Zone SDN BHD: Price List Effective 10 AUG 2019Cikgu AlNessuna valutazione finora
- ODAA Support LetterDocumento2 pagineODAA Support LetterStatesman JournalNessuna valutazione finora
- Flow Meters Butt WeldDocumento3 pagineFlow Meters Butt WeldPan GulfNessuna valutazione finora























































![Practical, Made Easy Guide To Robotics & Automation [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/253466853/149x198/4281882d40/1709916831?v=1)































