Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- TDS S330Documento2 pagineTDS S330Iridian Cano CeronNessuna valutazione finora
- AISI 1045 Medium Carbon SteelDocumento4 pagineAISI 1045 Medium Carbon Steelsingaravelan narayanasamyNessuna valutazione finora
- Modern Electroplating Fourth Edition Book Review PDFDocumento2 pagineModern Electroplating Fourth Edition Book Review PDFGambar BlogNessuna valutazione finora
- Astm F 104 2002Documento12 pagineAstm F 104 2002Jamil SalmanNessuna valutazione finora
- NOTES ON Changes in Non-Living Things 2022Documento2 pagineNOTES ON Changes in Non-Living Things 2022Samuel AjanaNessuna valutazione finora
- My TestDocumento38 pagineMy TestkrisnuNessuna valutazione finora
- Truss SteelDocumento10 pagineTruss SteelIntrinsic CmcNessuna valutazione finora
- Detailed Lesson Plan in ScienceDocumento9 pagineDetailed Lesson Plan in ScienceRedMoonLightNessuna valutazione finora
- Testing As Per En-13121Documento2 pagineTesting As Per En-13121Sabir Nasim100% (1)
- Basic Wilderness Survival (By Jim Buller) - WorksheetsDocumento6 pagineBasic Wilderness Survival (By Jim Buller) - WorksheetsJo OhNessuna valutazione finora
- MapacheDocumento9 pagineMapacheamaliaberi100% (6)
- Supply, Spread and Compact: C:roadpDocumento5 pagineSupply, Spread and Compact: C:roadpntah84Nessuna valutazione finora
- Laboratory Test Report: Faculty of Engineering & TechnologyDocumento6 pagineLaboratory Test Report: Faculty of Engineering & TechnologySourav SahaNessuna valutazione finora
- Batik DocumentDocumento28 pagineBatik DocumentAnkita SinhaNessuna valutazione finora
- PFERD Tool Manual Catalogue 6 Int en PDFDocumento64 paginePFERD Tool Manual Catalogue 6 Int en PDFMoch AsiefNessuna valutazione finora
- TPK-2 Minggu 4Documento38 pagineTPK-2 Minggu 4Em RizkyNessuna valutazione finora
- Dispersed System 1Documento9 pagineDispersed System 1Chantelle MeaNessuna valutazione finora
- Etea 2019Documento7 pagineEtea 2019Izhar RahmanNessuna valutazione finora
- Rotary Drum SpecsDocumento16 pagineRotary Drum SpecsArrianne Jaye MataNessuna valutazione finora
- ExamDocumento18 pagineExamMark MamaradloNessuna valutazione finora
- Rene Industries Limited General Test ProcedureDocumento2 pagineRene Industries Limited General Test ProcedureMubarak PatelNessuna valutazione finora
- Viva Voce QuestionsDocumento2 pagineViva Voce QuestionsBhavesh Desai100% (1)
- CBSE Class 11 Chemistry NCERT Solutions Organic Chemistry - Some Basic Principles and TechniquesDocumento32 pagineCBSE Class 11 Chemistry NCERT Solutions Organic Chemistry - Some Basic Principles and TechniquesLoin DurgaNessuna valutazione finora
- High Quality Dispersing Agents For MasterbatchDocumento28 pagineHigh Quality Dispersing Agents For MasterbatchEsthikar khanNessuna valutazione finora
- Impact and Soundness TestDocumento11 pagineImpact and Soundness Testhimura kenshinNessuna valutazione finora
- Lab 7 PipingDocumento6 pagineLab 7 PipingAtif AbbasNessuna valutazione finora
- CHM 1061 Chemistry Lab ManualDocumento74 pagineCHM 1061 Chemistry Lab ManualTushar PatelNessuna valutazione finora
- Astm A771Documento5 pagineAstm A771Cristian OtivoNessuna valutazione finora
- Aluminium AlloyDocumento17 pagineAluminium AlloyPrasanth PNessuna valutazione finora
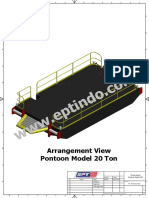
- Ilustrasi Drawing Pontoon Model P20T & Specification Data SheetDocumento5 pagineIlustrasi Drawing Pontoon Model P20T & Specification Data SheetAwal NursantoNessuna valutazione finora