Potrebbero piacerti anche
- Gerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeDa EverandGerenciando a manutenção produtiva: Melhores práticas para eliminar falhas nos equipamentos e maximizar a produtividadeValutazione: 4.5 su 5 stelle4.5/5 (5)
- Redução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoDa EverandRedução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoNessuna valutazione finora
- 7º Relatorio de FiscalizacaoDocumento29 pagine7º Relatorio de FiscalizacaoManuel Da Silva Ngunga50% (2)
- Proposta de Implementação TPM - RevDocumento41 pagineProposta de Implementação TPM - RevDiego AzevedoNessuna valutazione finora
- Introdução Ao AutoCAD 2DDocumento14 pagineIntrodução Ao AutoCAD 2DYuri X Kenny67% (15)
- PD3395 - 5 - PD-3395 - Diretriz Estratégia Manutenção VCDocumento11 paginePD3395 - 5 - PD-3395 - Diretriz Estratégia Manutenção VCMARCIO lEITENessuna valutazione finora
- Engenharia Da ManutençãoDocumento22 pagineEngenharia Da ManutençãoFrancisco RamalhoNessuna valutazione finora
- Nitretação A GásDocumento12 pagineNitretação A GásjulioNessuna valutazione finora
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasDa EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNessuna valutazione finora
- Apostila EngrenagensDocumento33 pagineApostila Engrenagens257882Nessuna valutazione finora
- NBR 13532 - Elaboração de Projetos de Edificações-ArquiteturaDocumento8 pagineNBR 13532 - Elaboração de Projetos de Edificações-ArquiteturaAnna Cristina100% (1)
- Análise de FalhasDocumento59 pagineAnálise de Falhasfernando Andrade100% (1)
- Projeto Galpão 1Documento60 pagineProjeto Galpão 1Leonardo BorgesNessuna valutazione finora
- Apostila Projetos IndustriaisDocumento533 pagineApostila Projetos IndustriaisDanglarNessuna valutazione finora
- Cromatografia Líquida de Alta EficiênciaDocumento29 pagineCromatografia Líquida de Alta EficiênciaWiliam OliveiraNessuna valutazione finora
- O Que É OEE: MaintenanceDocumento31 pagineO Que É OEE: MaintenanceRafael MartinezNessuna valutazione finora
- Estudo de Confiabilidade Aplicado À Manutençao de Perfuratrizes de Pequeno Porte o Caso de Uma Empresa de MineraçaoDocumento104 pagineEstudo de Confiabilidade Aplicado À Manutençao de Perfuratrizes de Pequeno Porte o Caso de Uma Empresa de Mineraçaobstbarbara100% (1)
- Artigo Sobre Manutencao PreditivaDocumento16 pagineArtigo Sobre Manutencao PreditivaMayala ChuNessuna valutazione finora
- FornosDocumento92 pagineFornosaj_barbosaNessuna valutazione finora
- 2015 Documento Nacional AbramanDocumento7 pagine2015 Documento Nacional AbramanLais Melo MatiasNessuna valutazione finora
- ENGENHARIA de PRODUÇÃO PROCESSOS de FABRICAÇÃO IV Alexandre Alvarenga Palmeira, MSC (Faltando Cap 6 de Forjamento)Documento287 pagineENGENHARIA de PRODUÇÃO PROCESSOS de FABRICAÇÃO IV Alexandre Alvarenga Palmeira, MSC (Faltando Cap 6 de Forjamento)Renato Azevedo Cossich FurtadoNessuna valutazione finora
- Engenharia Econômica Capítulos 1 A 4Documento110 pagineEngenharia Econômica Capítulos 1 A 4Marcelo Eduardo Benencase67% (3)
- Manufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoDocumento12 pagineManufatura de Classe Mundial (WCM) - Um Estudo de Caso Aplicado À Manutenção Industrial em Uma Empresa Do Ramo MetalúrgicoVicLimaNessuna valutazione finora
- Práticas Básicas Da Manutenção Moderna PDFDocumento45 paginePráticas Básicas Da Manutenção Moderna PDFGustavo OliveiraNessuna valutazione finora
- Como Elaborar Um Plano de Lubrificação1 PDFDocumento21 pagineComo Elaborar Um Plano de Lubrificação1 PDFValfredo PedroNessuna valutazione finora
- PR-017-Medição de Resitencia de Aterramento em Malhas de TerraDocumento8 paginePR-017-Medição de Resitencia de Aterramento em Malhas de TerraJose RibeiroNessuna valutazione finora
- Trabalho Fabricacao Botijao de Gas PDFDocumento9 pagineTrabalho Fabricacao Botijao de Gas PDFleandromcsNessuna valutazione finora
- Resistência Dos MateriaisDocumento6 pagineResistência Dos Materiaispateta50Nessuna valutazione finora
- USF EAD U1 Gestão Da Manutenção e AutomaçãoDocumento33 pagineUSF EAD U1 Gestão Da Manutenção e AutomaçãoAlex AntonioNessuna valutazione finora
- Apostila Hidrologia Aplicada UergsDocumento138 pagineApostila Hidrologia Aplicada UergsFelipe Coutinho50% (2)
- Fluidos HidráulicosDocumento32 pagineFluidos HidráulicosMarcos José de Freitas100% (1)
- Usinagem - Rebolos e Ferramentas de BrunirDocumento81 pagineUsinagem - Rebolos e Ferramentas de BrunirvitorNessuna valutazione finora
- Ferramnetas de Corte-17-03 - 20140408144453Documento94 pagineFerramnetas de Corte-17-03 - 20140408144453michel vandresenNessuna valutazione finora
- A Metodologia Lean ManufacturingDocumento6 pagineA Metodologia Lean ManufacturingMauro Cesar Monroe Pereira MonroeNessuna valutazione finora
- Lubrificação CentralizadaDocumento80 pagineLubrificação CentralizadaTiagbisiNessuna valutazione finora
- Atividade Fordismo X ToyotismoDocumento5 pagineAtividade Fordismo X ToyotismoReginaldo LemosNessuna valutazione finora
- Aula 5 - Tipos de ManutençãoDocumento92 pagineAula 5 - Tipos de ManutençãoRoberto Souza67% (3)
- Apostila Hidraulica PneumaticaDocumento172 pagineApostila Hidraulica PneumaticaHedgar TobiasNessuna valutazione finora
- 9 Ensaio de EmbutimentoDocumento5 pagine9 Ensaio de EmbutimentoPriscila Pereira0% (1)
- 2011 Fabricacao Celulose Papel PDFDocumento222 pagine2011 Fabricacao Celulose Papel PDFAdelmoKarig100% (1)
- Aula 22 Projeto ConceitualDocumento49 pagineAula 22 Projeto ConceitualjanineNessuna valutazione finora
- Formulação Estratégica Da Manutenção Industrial Com Base Na Confiabilidade Dos EquipamentosDocumento16 pagineFormulação Estratégica Da Manutenção Industrial Com Base Na Confiabilidade Dos EquipamentosJaziel CabralNessuna valutazione finora
- Plano de Manutencao TransportadorDocumento18 paginePlano de Manutencao Transportadorsport2008Nessuna valutazione finora
- Usinagem Com Ferr Geometria Não DefinidaDocumento63 pagineUsinagem Com Ferr Geometria Não DefinidaJonas Matheus Sardena PeresNessuna valutazione finora
- Norma de LubrificaçãoDocumento13 pagineNorma de LubrificaçãoMarcelo LeloNessuna valutazione finora
- Curva de Saturação Da AmôniaDocumento1 paginaCurva de Saturação Da AmôniaPauloNessuna valutazione finora
- Lean Manufacturing Nova VisãoDocumento57 pagineLean Manufacturing Nova VisãoJose Donizetti MoraesNessuna valutazione finora
- Bombas de Parafuso Simples e Um Só Rotor1Documento11 pagineBombas de Parafuso Simples e Um Só Rotor1GeisonNessuna valutazione finora
- Manutencao Centrada No NegocioDocumento13 pagineManutencao Centrada No NegocioclaudiogbgNessuna valutazione finora
- Aula UsinagemDocumento276 pagineAula UsinagemEng Fabio S. P. SilvaNessuna valutazione finora
- Criticidade de Equipamentos Gestao Da ManutencaoDocumento8 pagineCriticidade de Equipamentos Gestao Da ManutencaoLucas ÁtilaNessuna valutazione finora
- Melhoria No Layout PDFDocumento15 pagineMelhoria No Layout PDFJuniorNessuna valutazione finora
- Treinamento - Caneta de VibraçãoDocumento36 pagineTreinamento - Caneta de VibraçãoLuiz AssisNessuna valutazione finora
- Modelo Dmaic Na Operação de Uma Empresa Do SetoDocumento81 pagineModelo Dmaic Na Operação de Uma Empresa Do SetotaninhapNessuna valutazione finora
- Trabalho de Tecnologia MecanicaDocumento13 pagineTrabalho de Tecnologia MecanicaJuninho AnaniasNessuna valutazione finora
- A Evolução Da ManutençãoDocumento30 pagineA Evolução Da Manutençãonick599Nessuna valutazione finora
- Aula 4 e 5 - Ensaio de TraçãoDocumento63 pagineAula 4 e 5 - Ensaio de TraçãoPaulo SantosNessuna valutazione finora
- FMEA Morsa de BancadaDocumento36 pagineFMEA Morsa de BancadaMatheus Alves100% (1)
- Caldeiras - Apostila 4-4Documento11 pagineCaldeiras - Apostila 4-4DanRurtNessuna valutazione finora
- KaizenDocumento7 pagineKaizenVitor XavierNessuna valutazione finora
- PCM - Planejamento Programacao e ControleDocumento5 paginePCM - Planejamento Programacao e ControleIsalino OnovoSaberNessuna valutazione finora
- Apresentação BiomateriaisDocumento17 pagineApresentação BiomateriaisAnna FernandesNessuna valutazione finora
- 00 - Fundamentos Da Lubrificação Aula 05 e 06a PDFDocumento54 pagine00 - Fundamentos Da Lubrificação Aula 05 e 06a PDFFabiano GreinNessuna valutazione finora
- T14 0007 4Documento12 pagineT14 0007 4Luísa Helena LNessuna valutazione finora
- 2011 Curso Fabricacao Celulose Papel PDFDocumento233 pagine2011 Curso Fabricacao Celulose Papel PDFMauricioNessuna valutazione finora
- 1215 4339 3 PBDocumento18 pagine1215 4339 3 PBDarthWilNessuna valutazione finora
- PDFDocumento16 paginePDFAlexandre SilvaNessuna valutazione finora
- 2011 Curso Fabricacao Celulose Papel PDFDocumento233 pagine2011 Curso Fabricacao Celulose Papel PDFMauricioNessuna valutazione finora
- Aula 08 PDFDocumento19 pagineAula 08 PDFLuísa Helena LNessuna valutazione finora
- Aula 09Documento21 pagineAula 09Luísa Helena LNessuna valutazione finora
- Aula 01Documento15 pagineAula 01CaduNessuna valutazione finora
- Aula 08 PDFDocumento19 pagineAula 08 PDFLuísa Helena LNessuna valutazione finora
- Apostila - CEFETEQ - GraficosDocumento13 pagineApostila - CEFETEQ - GraficosIani BatistaNessuna valutazione finora
- Aula 08 PDFDocumento19 pagineAula 08 PDFLuísa Helena LNessuna valutazione finora
- Casacbcef PDFDocumento161 pagineCasacbcef PDFPtx BsbNessuna valutazione finora
- PC - 2015-1 - Ep02 - Polinômios - Análise de Sinal PDFDocumento11 paginePC - 2015-1 - Ep02 - Polinômios - Análise de Sinal PDFLuísa Helena LNessuna valutazione finora
- PC - 2015-1 - EP04 - Transformações em Gráficos - GABARITO PDFDocumento23 paginePC - 2015-1 - EP04 - Transformações em Gráficos - GABARITO PDFLuísa Helena LNessuna valutazione finora
- Aula 13 PDFDocumento12 pagineAula 13 PDFLuísa Helena LNessuna valutazione finora
- PC 2014-2 EP01 Polinomios PDFDocumento8 paginePC 2014-2 EP01 Polinomios PDFCharlles RouçasNessuna valutazione finora
- PC 2014-2 EP01 Polinomios PDFDocumento8 paginePC 2014-2 EP01 Polinomios PDFCharlles RouçasNessuna valutazione finora
- 8891 APOSTILA Conhecimentos Bancarios - CAIXA - Professor Edson MartinsDocumento0 pagine8891 APOSTILA Conhecimentos Bancarios - CAIXA - Professor Edson MartinsAnderson Arraes SilvaNessuna valutazione finora
- Apostila PotenciometriaDocumento49 pagineApostila PotenciometriaRicardoFrança100% (1)
- Conhecimentos Bancarios 2012 - Parte I PDFDocumento64 pagineConhecimentos Bancarios 2012 - Parte I PDFLuísa Helena LNessuna valutazione finora
- Aula 13 PDFDocumento12 pagineAula 13 PDFLuísa Helena LNessuna valutazione finora
- EspectofotometriaDocumento36 pagineEspectofotometriaGraciela CentenaroNessuna valutazione finora
- Absorção AtômicaDocumento17 pagineAbsorção AtômicaAramís PereiraNessuna valutazione finora
- Cadernos Do Professor LIXO RECILAVELDocumento112 pagineCadernos Do Professor LIXO RECILAVELAnderson Luiz Teixeira FerreiraNessuna valutazione finora
- Atividade Prática - Circuitos Elétricos IIDocumento12 pagineAtividade Prática - Circuitos Elétricos IIadmcavaliniassessoriaNessuna valutazione finora
- S 8000 GealanDocumento16 pagineS 8000 GealanLuís GuerreiroNessuna valutazione finora
- Gne316 - Processos de Fabricacao II - 32b - 2020 1Documento2 pagineGne316 - Processos de Fabricacao II - 32b - 2020 1Gustavo PereiraNessuna valutazione finora
- Candidatos Com Inscrição HomologadaDocumento246 pagineCandidatos Com Inscrição HomologadaregistroNessuna valutazione finora
- Guia de Cal AdasDocumento24 pagineGuia de Cal AdasMurilo GabrielNessuna valutazione finora
- Petrobras 21 Ns Demanda Candidatos Por Vaga Sem Cadastro de ReservaDocumento2 paginePetrobras 21 Ns Demanda Candidatos Por Vaga Sem Cadastro de ReservaAlexandre ArnoldNessuna valutazione finora
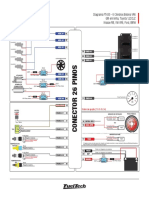
- FT450 - 6 Cil 6 Inj Bob VR6 01Documento1 paginaFT450 - 6 Cil 6 Inj Bob VR6 01William FernandesNessuna valutazione finora
- 6 - Tarefa - Transformadores de Potência r1 PDFDocumento11 pagine6 - Tarefa - Transformadores de Potência r1 PDFVeruska AndréaNessuna valutazione finora
- Catálogo Fechaduras Digitais YaleDocumento6 pagineCatálogo Fechaduras Digitais YaleJoão NicoliniNessuna valutazione finora
- Manual XTZ PDFDocumento172 pagineManual XTZ PDFBruno CesarNessuna valutazione finora
- Solda Na Manutenção IIDocumento3 pagineSolda Na Manutenção IIMarx AraujoNessuna valutazione finora
- FORM-PO-OM-COSE-001-03 - TP FASE A Rev0Documento4 pagineFORM-PO-OM-COSE-001-03 - TP FASE A Rev0fabioNessuna valutazione finora
- Manual T1500 - Rev.01.1470082490Documento4 pagineManual T1500 - Rev.01.1470082490LucasMaximinoNessuna valutazione finora
- Laudo de Avaliação As 2173-2022-1Documento6 pagineLaudo de Avaliação As 2173-2022-1Jordan Pereira PereiraNessuna valutazione finora
- Máquina Arrancar MandiocaDocumento6 pagineMáquina Arrancar MandiocaCarlos Adalberto BehlingNessuna valutazione finora
- Thales Steven Cerqueira Macario 2018Documento2 pagineThales Steven Cerqueira Macario 2018Zilma MarquesNessuna valutazione finora
- MFG-4205B e MFG-4210BDocumento69 pagineMFG-4205B e MFG-4210BEverton Klinger Sousa SilvaNessuna valutazione finora
- Cinetica ExerciciosDocumento2 pagineCinetica ExercicioscarlostucupiNessuna valutazione finora
- 3.tabelas e DetalhesDocumento40 pagine3.tabelas e Detalhesfnahas_bh100% (2)
- 01 Leitura e Interpretação DesenhoDocumento50 pagine01 Leitura e Interpretação DesenhoMoacir SilvaNessuna valutazione finora
- Apostila HIBERNATE PDFDocumento78 pagineApostila HIBERNATE PDFrodrigomichel100% (1)
- Potência em Regime Senoidal PermanenteDocumento39 paginePotência em Regime Senoidal PermanentePedro HenriqueNessuna valutazione finora
- Resolucao Conama 490 de 2018 Fase P8 Feiculos PesadosDocumento1 paginaResolucao Conama 490 de 2018 Fase P8 Feiculos PesadosLeonardo SanchesNessuna valutazione finora