Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- 12 LatheDocumento63 pagine12 LatheS.m. Chandrashekar100% (1)
- Manufactura Asistida Por Computadora: Examen 1: Simulacion en SwansoftDocumento8 pagineManufactura Asistida Por Computadora: Examen 1: Simulacion en SwansoftLuis Gerardo Chavez CovarrubiasNessuna valutazione finora
- Lathe Machine Ex. No. 4Documento3 pagineLathe Machine Ex. No. 4Rodgie Christian CruzNessuna valutazione finora
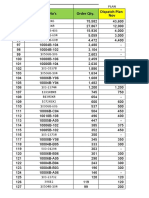
- Order Qty Vs Dispatch Plan - 04 11 20Documento13 pagineOrder Qty Vs Dispatch Plan - 04 11 20NPD1 JAKAPNessuna valutazione finora
- Fanuc CNC Programming PDFDocumento2 pagineFanuc CNC Programming PDFSebastian50% (2)
- Common G-Codes For CNC MachinesDocumento7 pagineCommon G-Codes For CNC Machinesvijay nayakNessuna valutazione finora
- Aditya Engineering College (A) : Lesson PlanDocumento5 pagineAditya Engineering College (A) : Lesson PlanRajesh ShahNessuna valutazione finora
- Tool HoldersDocumento47 pagineTool HolderslucamovNessuna valutazione finora
- VMC1100B 12K RPM ProductSheetDocumento11 pagineVMC1100B 12K RPM ProductSheetPatoCOBRANessuna valutazione finora
- Drill Chuck Removal GuideDocumento2 pagineDrill Chuck Removal GuideTony WellsNessuna valutazione finora
- Materi Short Course CNCDocumento220 pagineMateri Short Course CNCDhimasaryo SoedibyoNessuna valutazione finora
- Ch23 Machining Processes Turning and Hole Making2Documento71 pagineCh23 Machining Processes Turning and Hole Making2GAJANAN M NAIK100% (1)
- Layout KilangDocumento1 paginaLayout Kilangpajelin100% (1)
- Machine ToolsDocumento48 pagineMachine ToolsPrabhu VNessuna valutazione finora
- CNC Part Program & DrawingDocumento21 pagineCNC Part Program & DrawingHairedinNessuna valutazione finora
- FME CNC Unit 5Documento78 pagineFME CNC Unit 5B30parvej arif shahNessuna valutazione finora
- Setup SheetDocumento9 pagineSetup SheetJeevaRamanNessuna valutazione finora
- CNC Milling and Horizontal Milling MachineDocumento7 pagineCNC Milling and Horizontal Milling MachineAsma PrinceNessuna valutazione finora
- Lathe Machine and It'S Mechanism 1.1. Introdunction: Mechanics and Mechanical Engineering June 2020Documento13 pagineLathe Machine and It'S Mechanism 1.1. Introdunction: Mechanics and Mechanical Engineering June 2020hoan thanhNessuna valutazione finora
- Syllabus of C.N.C: Fanuc (Fundamentals + Advanced)Documento2 pagineSyllabus of C.N.C: Fanuc (Fundamentals + Advanced)Cadcam CentreNessuna valutazione finora
- 5、Tooling systemsDocumento39 pagine5、Tooling systemsmarcos jose fernandesNessuna valutazione finora
- Mini Metal Lathe 05haesllathe - 116Documento40 pagineMini Metal Lathe 05haesllathe - 116Vicente Banda ZuñigaNessuna valutazione finora
- BISON CatalogDocumento251 pagineBISON Catalogjserna_22Nessuna valutazione finora
- CNC Section:-: High End Prosthesis Shop MachinesDocumento12 pagineCNC Section:-: High End Prosthesis Shop MachinesRishabh PandeyNessuna valutazione finora
- Machine Tools 2012Documento28 pagineMachine Tools 2012Mihai-Alin StamateNessuna valutazione finora
- b12 b16 Citizen PCM Catalogue 11.2023Documento7 pagineb12 b16 Citizen PCM Catalogue 11.2023Diego Martinez CNessuna valutazione finora
- Capstan and Turret LathesDocumento2 pagineCapstan and Turret LathesrsdeshmukhNessuna valutazione finora
- Bison Manual Chucks 2022Documento128 pagineBison Manual Chucks 2022perfectmachineserviceNessuna valutazione finora
- Luxman C-02 Owners ManualDocumento8 pagineLuxman C-02 Owners ManualnocturnusNessuna valutazione finora