Potrebbero piacerti anche
- Atec Manual ElectronicDocumento73 pagineAtec Manual ElectronicMinaSaeed67% (3)
- Finite-Difference Model for Out-of-Container Pasteurization of Pickled CucumbersDocumento7 pagineFinite-Difference Model for Out-of-Container Pasteurization of Pickled CucumbersRoberto Tello UrreloNessuna valutazione finora
- When Glass meets Pharma: Insights about glass as primary packaging materialDa EverandWhen Glass meets Pharma: Insights about glass as primary packaging materialNessuna valutazione finora
- Food Analysis: S. Suzanne NielsenDocumento644 pagineFood Analysis: S. Suzanne Nielsenathanasios_syrakis100% (3)
- BiomagnetismDocumento30 pagineBiomagnetismapi-19937584100% (4)
- Crystallization Equipment TypesDocumento9 pagineCrystallization Equipment TypesJonnah Faye MojaresNessuna valutazione finora
- Crystallization Equipment (Crystallizers) : Swenson-Walker CrystallizerDocumento5 pagineCrystallization Equipment (Crystallizers) : Swenson-Walker CrystallizerJustin Paul CongeNessuna valutazione finora
- CrystallizersDocumento7 pagineCrystallizersMiguel Ackah-YensuNessuna valutazione finora
- Crystallize RDocumento11 pagineCrystallize RIan De La CruzNessuna valutazione finora
- Crystallizer SelectionDocumento8 pagineCrystallizer SelectionKTINE08Nessuna valutazione finora
- Alat KristalisasiDocumento13 pagineAlat KristalisasiseriolaNessuna valutazione finora
- Industrial CrystallizationDocumento54 pagineIndustrial Crystallizationma junallie pomperadaNessuna valutazione finora
- A Clearer View of CrystallizersDocumento5 pagineA Clearer View of Crystallizersfawmer61Nessuna valutazione finora
- Rystallization: Instructor: Zafar ShakoorDocumento41 pagineRystallization: Instructor: Zafar ShakoorMALIK ZARYABBABARNessuna valutazione finora
- Clearer View of CrystilizerDocumento5 pagineClearer View of CrystilizerChem.EnggNessuna valutazione finora
- Selection of Anti-Caking Agents Through Crystallization InhibitionDocumento6 pagineSelection of Anti-Caking Agents Through Crystallization InhibitionAsmita AtreNessuna valutazione finora
- جورنال عراقى (جامعة تكريت) PDFDocumento10 pagineجورنال عراقى (جامعة تكريت) PDFchecolonoskiNessuna valutazione finora
- MSMPR Crystallization Equipment OverviewDocumento1 paginaMSMPR Crystallization Equipment OverviewChem.EnggNessuna valutazione finora
- CrystallizersDocumento5 pagineCrystallizersSharissePapasNessuna valutazione finora
- Swenson CrystallizationDocumento12 pagineSwenson Crystallization陳盈佃Nessuna valutazione finora
- Seeding EffectDocumento6 pagineSeeding EffectjokonudiNessuna valutazione finora
- Effect of Temperature On The Wide Angle XDocumento5 pagineEffect of Temperature On The Wide Angle XJia TianNessuna valutazione finora
- Cristalizacion EnfriamientoDocumento9 pagineCristalizacion EnfriamientoHector Joel Chaname RodriguezNessuna valutazione finora
- Zeng Ve ArkDocumento8 pagineZeng Ve ArkMert GüngörNessuna valutazione finora
- Tran 2007Documento10 pagineTran 2007Ngọc LànhNessuna valutazione finora
- PSD Glutamato MonosodicoDocumento7 paginePSD Glutamato MonosodicoJulian LizcanoNessuna valutazione finora
- Batch Tank CrystallizationDocumento12 pagineBatch Tank CrystallizationShoaib PathanNessuna valutazione finora
- 5 PBDocumento8 pagine5 PBNurfaidah Ayu ApriliantiNessuna valutazione finora
- Experiment 4Documento13 pagineExperiment 4Renu SekaranNessuna valutazione finora
- 3 - Cristallisation of Cuso4Documento3 pagine3 - Cristallisation of Cuso4Chintan ModiNessuna valutazione finora
- Determination of Copper and ZincDocumento9 pagineDetermination of Copper and Zincraheema tahirNessuna valutazione finora
- Continuous Fluidized Bed Drying With and Without Internals: Kinetic ModelDocumento8 pagineContinuous Fluidized Bed Drying With and Without Internals: Kinetic ModelavgpaulNessuna valutazione finora
- GRP (E) HRM AssignDocumento10 pagineGRP (E) HRM AssignHuzefa JouharNessuna valutazione finora
- Study of Corrosion Rate in Water Treatment Plant in OilfieldDocumento12 pagineStudy of Corrosion Rate in Water Treatment Plant in OilfieldJose Barret0Nessuna valutazione finora
- Batch Vacuum: Crystallization ApparatusDocumento3 pagineBatch Vacuum: Crystallization ApparatusHarris IjazNessuna valutazione finora
- A Convection Chamber For Measuring Ice Crystal Growth DynamicsDocumento12 pagineA Convection Chamber For Measuring Ice Crystal Growth DynamicsAhmed ElmasryNessuna valutazione finora
- ATR-FTIR For Determining Optimal Cooling Curves For Batch Crystallisation of Succinic AcidDocumento4 pagineATR-FTIR For Determining Optimal Cooling Curves For Batch Crystallisation of Succinic AcidEilise IrelandNessuna valutazione finora
- Efecto Del K-CarrageninaDocumento6 pagineEfecto Del K-CarrageninaWiny Yucra ChaqquereNessuna valutazione finora
- Material Preparation and Crystal Growth TechniquesDocumento4 pagineMaterial Preparation and Crystal Growth TechniquesPoovithaNessuna valutazione finora
- 2018 IRI - 1 s2.0 S0011224017305655 MainDocumento7 pagine2018 IRI - 1 s2.0 S0011224017305655 MainRobert DowneyNessuna valutazione finora
- CLC Ram SemenDocumento8 pagineCLC Ram Semensaifulmangopo123Nessuna valutazione finora
- CVC Manual Rev.0Documento38 pagineCVC Manual Rev.0Kaith GallegoNessuna valutazione finora
- Zhang2017 PDFDocumento7 pagineZhang2017 PDFEsther N. NinaNessuna valutazione finora
- An Investigation of The Effects On Agglomeration of Changing The Speed of A Mechanical MixerDocumento6 pagineAn Investigation of The Effects On Agglomeration of Changing The Speed of A Mechanical MixerSalman AshfaqNessuna valutazione finora
- 20ff PDFDocumento8 pagine20ff PDFCaio Fazzioli Tavares100% (1)
- Cryogenic GrindingDocumento5 pagineCryogenic GrindingBenimon NesNessuna valutazione finora
- Partial Drying of Cut Pears To Improve Freeze-Thaw Texture-Bolin1993Documento4 paginePartial Drying of Cut Pears To Improve Freeze-Thaw Texture-Bolin1993NEFTALI VAZQUEZ ESPINOSANessuna valutazione finora
- Crystallization MaterialDocumento31 pagineCrystallization Materialjaladi gunaNessuna valutazione finora
- Equipment For CrystallizationDocumento6 pagineEquipment For CrystallizationOmkar MudkannaNessuna valutazione finora
- CrystallizationDocumento29 pagineCrystallizationYawar QureshiNessuna valutazione finora
- Effects of Dry Heat and Saturated Steam On The Physical Properties of ChitosanDocumento6 pagineEffects of Dry Heat and Saturated Steam On The Physical Properties of ChitosanJan ChadaratNessuna valutazione finora
- Ultra Purification of Ionic Liquids by Melt CrystallizationDocumento9 pagineUltra Purification of Ionic Liquids by Melt CrystallizationrenifajNessuna valutazione finora
- Crystallizers and Their ControlDocumento34 pagineCrystallizers and Their ControlVinitaVartakNessuna valutazione finora
- A Case Study of A Successful Matrix Acid Stimulation Treatment in Horizontal Wells Using A New Diversion Surfactant in Saudi ArabiaDocumento9 pagineA Case Study of A Successful Matrix Acid Stimulation Treatment in Horizontal Wells Using A New Diversion Surfactant in Saudi Arabiamsmsoft90Nessuna valutazione finora
- Melt CrystallizationDocumento10 pagineMelt CrystallizationBryan DallaraNessuna valutazione finora
- CrystallizationDocumento6 pagineCrystallizationPulok HasanNessuna valutazione finora
- Modulus: Effect On The Elastic of High-Density Polyethylene Differing Thermal TreatmentsDocumento4 pagineModulus: Effect On The Elastic of High-Density Polyethylene Differing Thermal Treatmentsapi-3733260Nessuna valutazione finora
- Solution Crystallization052012 GEA-METSODocumento20 pagineSolution Crystallization052012 GEA-METSOelon_cardosoNessuna valutazione finora
- Recrystallisation of Paracetamol Vol 1.1Documento4 pagineRecrystallisation of Paracetamol Vol 1.1h9g886qdnpNessuna valutazione finora
- A Model For Predicting The Size Distribution of Product From A Granulating DrumDocumento9 pagineA Model For Predicting The Size Distribution of Product From A Granulating DrumJaenni KimNessuna valutazione finora
- Crystallization PDFDocumento7 pagineCrystallization PDFMallick Zeyshan Tariq100% (1)
- Standard methods for the examination of water and sewageDa EverandStandard methods for the examination of water and sewageNessuna valutazione finora
- Calculated Values of DEQ Variables: POLYMATH ReportDocumento1 paginaCalculated Values of DEQ Variables: POLYMATH Reportbala saiNessuna valutazione finora
- Table5 11Documento1 paginaTable5 11bala saiNessuna valutazione finora
- Shear Thickening of Cornstarch Suspensions: Articles You May Be Interested inDocumento18 pagineShear Thickening of Cornstarch Suspensions: Articles You May Be Interested inbala saiNessuna valutazione finora
- Engineering Economics1Documento64 pagineEngineering Economics1bala saiNessuna valutazione finora
- Lecture 3Documento42 pagineLecture 3bala saiNessuna valutazione finora
- Ped Unit 4Documento45 paginePed Unit 4bala saiNessuna valutazione finora
- 2.1 Estimation of Diffusion CoefficientsDocumento21 pagine2.1 Estimation of Diffusion Coefficientsbala saiNessuna valutazione finora
- Table2 2&2 3Documento2 pagineTable2 2&2 3bala saiNessuna valutazione finora
- Lecture 1Documento11 pagineLecture 1bala saiNessuna valutazione finora
- Gate Mathematics: MAI) 4SDocumento258 pagineGate Mathematics: MAI) 4SManivannan VadiveluNessuna valutazione finora
- CN5040 Advanced Transport Homework 1Documento1 paginaCN5040 Advanced Transport Homework 1bala saiNessuna valutazione finora
- Ped Unit 4Documento45 paginePed Unit 4bala saiNessuna valutazione finora
- CrystallizationDocumento6 pagineCrystallizationbala saiNessuna valutazione finora
- STHE BtechDocumento48 pagineSTHE Btechbala saiNessuna valutazione finora
- Ped Unit 4Documento45 paginePed Unit 4bala saiNessuna valutazione finora
- Canada UnivDocumento1 paginaCanada Univbala saiNessuna valutazione finora
- STHE BtechDocumento48 pagineSTHE Btechbala saiNessuna valutazione finora
- New Doc 2019-10-24 21.43.02 PDFDocumento5 pagineNew Doc 2019-10-24 21.43.02 PDFbala saiNessuna valutazione finora
- New Doc 2019-10-24 21.43.02 PDFDocumento5 pagineNew Doc 2019-10-24 21.43.02 PDFbala saiNessuna valutazione finora
- Question PapersDocumento32 pagineQuestion Papersbala saiNessuna valutazione finora
- MtoDocumento45 pagineMtobala saiNessuna valutazione finora
- 09 Jarvinen FuelCycleSep CrystPrec12-08fin 3-2-09Documento14 pagine09 Jarvinen FuelCycleSep CrystPrec12-08fin 3-2-09HoHo WindyantoNessuna valutazione finora
- New Doc 2019-10-24 21.43.02 PDFDocumento5 pagineNew Doc 2019-10-24 21.43.02 PDFbala saiNessuna valutazione finora
- MTO Assignment AdsorptionDocumento4 pagineMTO Assignment Adsorptionbala saiNessuna valutazione finora
- Transport phenomena document titleDocumento1 paginaTransport phenomena document titlebala saiNessuna valutazione finora
- PmsDocumento49 paginePmsbala saiNessuna valutazione finora
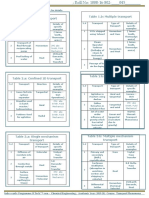
- Table 1.a: Single Transport Table 1.b: Multiple Transport: (MC Abe Smith, Fulid Mechanics)Documento1 paginaTable 1.a: Single Transport Table 1.b: Multiple Transport: (MC Abe Smith, Fulid Mechanics)bala saiNessuna valutazione finora
- Handbook On Energy Conscious Buildings PDFDocumento397 pagineHandbook On Energy Conscious Buildings PDFbala saiNessuna valutazione finora
- Wellbore Stability AnalysisDocumento148 pagineWellbore Stability Analysishagh1234Nessuna valutazione finora
- Energy Transfer in Turbomachines ExplainedDocumento4 pagineEnergy Transfer in Turbomachines Explainedsachintyagi1Nessuna valutazione finora
- Chapter 12: Vibrations and Waves: 12.1 Simple Harmonic MotionDocumento5 pagineChapter 12: Vibrations and Waves: 12.1 Simple Harmonic MotionSteven SuNessuna valutazione finora
- Physics II Problems PDFDocumento1 paginaPhysics II Problems PDFBOSS BOSSNessuna valutazione finora
- The Preparation of Magnetic Nanoparticles For Applications in BiomedicineDocumento17 pagineThe Preparation of Magnetic Nanoparticles For Applications in BiomedicineMadavat Prem Pai LópezNessuna valutazione finora
- Chemistry 2013 June - P2 PDFDocumento20 pagineChemistry 2013 June - P2 PDFBinu PereraNessuna valutazione finora
- Concepts of Modern Physics Beiser 6th EditionDocumento246 pagineConcepts of Modern Physics Beiser 6th EditionAlex Martínez100% (2)
- The Mechanics of The Atom - by Max BornDocumento346 pagineThe Mechanics of The Atom - by Max Bornahsbon100% (2)
- Nobel Lecture The Double HeterostructureDocumento16 pagineNobel Lecture The Double Heterostructuremglez2012Nessuna valutazione finora
- Selected Topics in Structronic and Mechatronic Systems (Stability, Vibration and Control of Systems, Series B, 3)Documento457 pagineSelected Topics in Structronic and Mechatronic Systems (Stability, Vibration and Control of Systems, Series B, 3)Devang SNessuna valutazione finora
- Fundamentals of Metallurgy by Seshadri SeetharamanDocumento1 paginaFundamentals of Metallurgy by Seshadri SeetharamanAmanda Ariesta ApriliaNessuna valutazione finora
- Aqa 84031 W MS Jun13 PDFDocumento18 pagineAqa 84031 W MS Jun13 PDFdadajee420Nessuna valutazione finora
- Exercise EC4Documento23 pagineExercise EC4babel_stanNessuna valutazione finora
- AC Circuit Problems and SolutionsDocumento4 pagineAC Circuit Problems and SolutionsGarlapati Srinivasa RaoNessuna valutazione finora
- Nucleophilic Substitution Reactions of Alkyl HalidesDocumento36 pagineNucleophilic Substitution Reactions of Alkyl HalidesmaulidyaNessuna valutazione finora
- Keyin MaterialsDocumento17 pagineKeyin MaterialsH.GorenNessuna valutazione finora
- Math 53 Samplex FinalsDocumento16 pagineMath 53 Samplex Finalskate_acamaNessuna valutazione finora
- IrDocumento13 pagineIrumesh123patilNessuna valutazione finora
- MicrobiologyDocumento82 pagineMicrobiologyAbhishek SinghNessuna valutazione finora
- Books Doubtnut Question BankDocumento472 pagineBooks Doubtnut Question Bankkeerthana vNessuna valutazione finora
- CLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Documento36 pagineCLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Adil Ahmed83% (12)
- Precalculus Unit 6 Vectors NotesDocumento30 paginePrecalculus Unit 6 Vectors Notesapi-287816312100% (1)
- Dcmotors601 0241Documento42 pagineDcmotors601 0241Afrida Fazira MNessuna valutazione finora
- TriodeDocumento7 pagineTriodeAnonymous E4Rbo2sNessuna valutazione finora
- Allen DLP Major-3eng QDocumento24 pagineAllen DLP Major-3eng Qrk467111Nessuna valutazione finora
- Thermodynamics FundamentalsDocumento84 pagineThermodynamics FundamentalsKC Paguinto100% (1)
- Principles of Finned Tube Heat Exchanger Design For Enhanced Heat TransferDocumento20 paginePrinciples of Finned Tube Heat Exchanger Design For Enhanced Heat Transferunknown8787Nessuna valutazione finora
- Couette Flow of Micropolar Fluids: Theory GoverningDocumento6 pagineCouette Flow of Micropolar Fluids: Theory GoverningSrinivas JangiliNessuna valutazione finora