Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- 1 s2.0 S0038080616301184 MainDocumento19 pagine1 s2.0 S0038080616301184 MaingayathryNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- 1 s2.0 S1674237021001174 MainDocumento12 pagine1 s2.0 S1674237021001174 MaingayathryNessuna valutazione finora
- Ijgch 4 2 1Documento19 pagineIjgch 4 2 1gayathryNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Takanodai Landslide, Kumamoto, Japan: Insights From Post-Earthquake Field Observations, Laboratory Tests, and Numerical AnalysesDocumento14 pagineThe Takanodai Landslide, Kumamoto, Japan: Insights From Post-Earthquake Field Observations, Laboratory Tests, and Numerical AnalysesgayathryNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Chiaroetal2018 GEESDVASCEGSP293Documento16 pagineChiaroetal2018 GEESDVASCEGSP293gayathryNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- (Asce) GT 1943-5606 0000921Documento11 pagine(Asce) GT 1943-5606 0000921gayathry100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Slope Stability AnalysisDocumento88 pagineSlope Stability AnalysisgayathryNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- 2008 Pinyol Alonso Olivella WRR Drawdown PDFDocumento23 pagine2008 Pinyol Alonso Olivella WRR Drawdown PDFgayathryNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Geosciences 12 00394 v2Documento21 pagineGeosciences 12 00394 v2gayathryNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Class B, T2, Pkg15Documento6 pagineClass B, T2, Pkg15gayathryNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A187240 PDFDocumento182 pagineA187240 PDFgayathryNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- ADocumento18 pagineAgayathryNessuna valutazione finora
- Chiaro Etal - RevDocumento8 pagineChiaro Etal - RevgayathryNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Wicca e 2416Documento6 pagineWicca e 2416subzarbhat87Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Class B, T2, Pkg15Documento6 pagineClass B, T2, Pkg15gayathryNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Pub087 2004daylightDocumento3 paginePub087 2004daylightgayathryNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Pile - Point of FixityDocumento10 paginePile - Point of FixityJahid Jahidul Islam Khan89% (9)
- Earth DamDocumento9 pagineEarth DamgayathryNessuna valutazione finora
- Delhi 2020 Brochure 4Documento2 pagineDelhi 2020 Brochure 4gayathryNessuna valutazione finora
- Introduction To Stereonets 1Documento43 pagineIntroduction To Stereonets 1mus100% (6)
- EXTENSIONSDocumento1 paginaEXTENSIONSgayathryNessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- GraphsDocumento1 paginaGraphsgayathryNessuna valutazione finora
- Graphs PortalDocumento2 pagineGraphs PortalgayathryNessuna valutazione finora
- Design Standards No. 13 Embankment DamsDocumento100 pagineDesign Standards No. 13 Embankment Damsjnf100% (3)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Section c222Documento12 pagineSection c222gayathryNessuna valutazione finora
- Uganda Section CDocumento22 pagineUganda Section CgayathryNessuna valutazione finora
- 1Documento7 pagine1gayathryNessuna valutazione finora
- Dam Analysis in GeostudioDocumento102 pagineDam Analysis in Geostudiogayathry100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
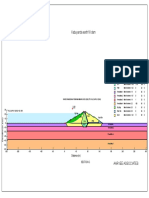
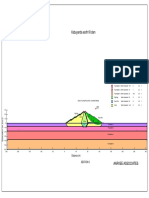
- Geostudio Earth DamDocumento1 paginaGeostudio Earth DamgayathryNessuna valutazione finora
- Earth Dam GeostudioDocumento14 pagineEarth Dam GeostudiogayathryNessuna valutazione finora
- 254 AssignmentDocumento3 pagine254 AssignmentSavera Mizan ShuptiNessuna valutazione finora
- Gujarat Technological UniversityDocumento2 pagineGujarat Technological UniversityBhavesh PatelNessuna valutazione finora
- Spine Beam - SCHEME 4Documento28 pagineSpine Beam - SCHEME 4Edi ObrayanNessuna valutazione finora
- Expected MCQs CompressedDocumento31 pagineExpected MCQs CompressedAdithya kesavNessuna valutazione finora
- SDM Case AssignmentDocumento15 pagineSDM Case Assignmentcharith sai t 122013601002Nessuna valutazione finora
- Oops in PythonDocumento64 pagineOops in PythonSyed SalmanNessuna valutazione finora
- National Senior Certificate: Grade 12Documento13 pagineNational Senior Certificate: Grade 12Marco Carminé SpidalieriNessuna valutazione finora
- A Case On Product/brand Failure:: Kellogg's in IndiaDocumento6 pagineA Case On Product/brand Failure:: Kellogg's in IndiaVicky AkhilNessuna valutazione finora
- Well Stimulation TechniquesDocumento165 pagineWell Stimulation TechniquesRafael MorenoNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- RFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonDocumento8 pagineRFM How To Automatically Segment Customers Using Purchase Data and A Few Lines of PythonSteven MoietNessuna valutazione finora
- Inspection and Test Plan Piling: 1. Document ReviewDocumento3 pagineInspection and Test Plan Piling: 1. Document ReviewZara BhaiNessuna valutazione finora
- Troubleshooting For Rb750Glr4: Poe Does Not WorkDocumento7 pagineTroubleshooting For Rb750Glr4: Poe Does Not Workjocimar1000Nessuna valutazione finora
- bz4x EbrochureDocumento21 paginebz4x EbrochureoswaldcameronNessuna valutazione finora
- 01 RFI Technical Form BiodataDocumento8 pagine01 RFI Technical Form BiodataRafiq RizkiNessuna valutazione finora
- Faida WTP - Control PhilosophyDocumento19 pagineFaida WTP - Control PhilosophyDelshad DuhokiNessuna valutazione finora
- Lps - Config Doc of Fm-BcsDocumento37 pagineLps - Config Doc of Fm-Bcsraj01072007Nessuna valutazione finora
- TATA Power - DDL:ConfidentialDocumento15 pagineTATA Power - DDL:ConfidentialkarunakaranNessuna valutazione finora
- Study of Means End Value Chain ModelDocumento19 pagineStudy of Means End Value Chain ModelPiyush Padgil100% (1)
- Nguyen Dang Bao Tran - s3801633 - Assignment 1 Business Report - BAFI3184 Business FinanceDocumento14 pagineNguyen Dang Bao Tran - s3801633 - Assignment 1 Business Report - BAFI3184 Business FinanceNgọc MaiNessuna valutazione finora
- Finaniial AsceptsDocumento280 pagineFinaniial AsceptsKshipra PrakashNessuna valutazione finora
- Immovable Sale-Purchase (Land) ContractDocumento6 pagineImmovable Sale-Purchase (Land) ContractMeta GoNessuna valutazione finora
- Colibri - DEMSU P01 PDFDocumento15 pagineColibri - DEMSU P01 PDFRahul Solanki100% (4)
- X HM11 S Manual AUpdfDocumento228 pagineX HM11 S Manual AUpdfAntonio José Domínguez CornejoNessuna valutazione finora
- Erickson Transformer DesignDocumento23 pagineErickson Transformer DesigndonscogginNessuna valutazione finora
- Shares and Share CapitalDocumento50 pagineShares and Share CapitalSteve Nteful100% (1)
- Divider Block Accessory LTR HowdenDocumento4 pagineDivider Block Accessory LTR HowdenjasonNessuna valutazione finora
- TokyoDocumento6 pagineTokyoMarcio BonziniNessuna valutazione finora
- The April Fair in Seville: Word FormationDocumento2 pagineThe April Fair in Seville: Word FormationДархан МакыжанNessuna valutazione finora
- Payment Plan 3-C-3Documento2 paginePayment Plan 3-C-3Zeeshan RasoolNessuna valutazione finora
- Opel GT Wiring DiagramDocumento30 pagineOpel GT Wiring DiagramMassimiliano MarchiNessuna valutazione finora
- Summary of Neil Postman's Amusing Ourselves to DeathDa EverandSummary of Neil Postman's Amusing Ourselves to DeathValutazione: 4 su 5 stelle4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDa EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNessuna valutazione finora
- To Engineer Is Human: The Role of Failure in Successful DesignDa EverandTo Engineer Is Human: The Role of Failure in Successful DesignValutazione: 4 su 5 stelle4/5 (138)
- Cable Supported Bridges: Concept and DesignDa EverandCable Supported Bridges: Concept and DesignValutazione: 5 su 5 stelle5/5 (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDa EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetValutazione: 4.5 su 5 stelle4.5/5 (10)