Potrebbero piacerti anche
- El método Seis Sigma: Mejore los resultados de su negocioDa EverandEl método Seis Sigma: Mejore los resultados de su negocioValutazione: 4 su 5 stelle4/5 (24)
- 6 SigmaDocumento21 pagine6 SigmaJesús Martínez MtzNessuna valutazione finora
- Formulación de Modelos de SimulaciónDocumento6 pagineFormulación de Modelos de SimulaciónflfgomezNessuna valutazione finora
- Seis Sigma WordDocumento10 pagineSeis Sigma WordGerard VillaltaNessuna valutazione finora
- Análisis y Estudio de Requerimientos Taller MecanicoDocumento9 pagineAnálisis y Estudio de Requerimientos Taller MecanicoLourdes EspinolaNessuna valutazione finora
- Diseños Experimentales SHAININ MERY READocumento9 pagineDiseños Experimentales SHAININ MERY REAMery ElizabethNessuna valutazione finora
- Proyecto SLP DistribuciónDocumento11 pagineProyecto SLP DistribuciónHildebrando Ortiz HilerioNessuna valutazione finora
- Documentación Metodologia ScrumDocumento10 pagineDocumentación Metodologia ScrumwellisNessuna valutazione finora
- Ensayo de 8D.Documento11 pagineEnsayo de 8D.ALEJANDRA100% (2)
- Ejemplos Teoria de CoJJJJJJJDocumento30 pagineEjemplos Teoria de CoJJJJJJJprimitivodelangelNessuna valutazione finora
- La Distribución en PlantaDocumento24 pagineLa Distribución en PlantaLeidy UribeNessuna valutazione finora
- 7 Herramientas de CalidadDocumento9 pagine7 Herramientas de CalidadChristian AloNessuna valutazione finora
- Alejandro Evidencia 2 OPLDocumento12 pagineAlejandro Evidencia 2 OPLUlises SanchezNessuna valutazione finora
- Kanban 7 Pasos para Su Aplicación PrácticaDocumento29 pagineKanban 7 Pasos para Su Aplicación PrácticaJhovanaNessuna valutazione finora
- Seis Sigma AplicadoDocumento38 pagineSeis Sigma AplicadoBeatriz Arenas AravenaNessuna valutazione finora
- PSM - MonografíaDocumento20 paginePSM - MonografíaYumi Seung HyanNessuna valutazione finora
- Aplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre MagnetoDocumento12 pagineAplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre Magneto'RuBén Plascencia AgredanoNessuna valutazione finora
- Sistemas SecuencialesDocumento4 pagineSistemas SecuencialesErick Mendoza100% (1)
- Reporte de Practica No. 2Documento7 pagineReporte de Practica No. 2Luis Arturo Campos100% (1)
- 21 Zacatecas Durazno VFDocumento59 pagine21 Zacatecas Durazno VFCarlos Rene Mamani TrujilloNessuna valutazione finora
- Planeacion de La ProduccionDocumento12 paginePlaneacion de La ProduccionRonald VegaNessuna valutazione finora
- Diagnostico para La Administracion Del Mantenimiento en Una Empresa MarmoleraDocumento29 pagineDiagnostico para La Administracion Del Mantenimiento en Una Empresa Marmolerafred5galv5n5g5mezNessuna valutazione finora
- Analisis de Sistemas (Final)Documento11 pagineAnalisis de Sistemas (Final)Juan David Cabello Matos50% (2)
- 5 W 2 HDocumento6 pagine5 W 2 HJosé Alberto Serrano Peña0% (1)
- Act 6 Investigacion de OperacionesDocumento7 pagineAct 6 Investigacion de OperacionesRuben's Reyna50% (4)
- Quiénes Fueron Los Precursores de La Ingeniería de MétodosDocumento5 pagineQuiénes Fueron Los Precursores de La Ingeniería de MétodosAlejandroQuimis50% (2)
- Tesina de Seis SigmaDocumento41 pagineTesina de Seis SigmaErika VazquezNessuna valutazione finora
- INSTITUTO TECNOLOGICO DE SALTILLO AlumnoDocumento37 pagineINSTITUTO TECNOLOGICO DE SALTILLO AlumnoJosé Juan CHNessuna valutazione finora
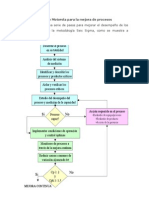
- Diez Pasos de Motorola para La Mejora de ProcesosDocumento4 pagineDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaNessuna valutazione finora
- Manual de Herramientas de Ingenieria IndustrialDocumento35 pagineManual de Herramientas de Ingenieria IndustrialCezar Hdz'PelirrojoNessuna valutazione finora
- Green Belt ResumenDocumento4 pagineGreen Belt ResumenMarco Sierra VazquezNessuna valutazione finora
- S10-Fase Controlar Six SigmaDocumento18 pagineS10-Fase Controlar Six SigmaJorge Rojas GeldresNessuna valutazione finora
- Toyota Adn PDFDocumento13 pagineToyota Adn PDFJose Gonzales100% (1)
- Método de Análisis y Solución de ProblemasDocumento2 pagineMétodo de Análisis y Solución de ProblemasDaniel MonteroNessuna valutazione finora
- APQPDocumento3 pagineAPQPSergioNessuna valutazione finora
- TOYOTISMODocumento11 pagineTOYOTISMOSu Salgado0% (1)
- Instroduccion Al ProModelDocumento54 pagineInstroduccion Al ProModelVictor Andrade SotoNessuna valutazione finora
- Metodologia de ChecklandDocumento13 pagineMetodologia de Checklandrent markNessuna valutazione finora
- Comprendiendo El Control Estadístico de Procesos 3Documento406 pagineComprendiendo El Control Estadístico de Procesos 3Lucio Villalobos GamarraNessuna valutazione finora
- Diseno para Manufactura y EnsambleDocumento6 pagineDiseno para Manufactura y EnsambleRoberto Cris PeñarandaNessuna valutazione finora
- Practicas PROMODEL 6DDocumento34 paginePracticas PROMODEL 6DJUAN JOSE LOPEZ SIFUENTESNessuna valutazione finora
- Excelencia OperacionalDocumento4 pagineExcelencia OperacionalgilbertotiburcioNessuna valutazione finora
- Auditoria de ExplotacionDocumento2 pagineAuditoria de ExplotacionMaryory RamirezNessuna valutazione finora
- Metodologia de Sistemas Blandos PDFDocumento16 pagineMetodologia de Sistemas Blandos PDFPowernetEirlNessuna valutazione finora
- Sistemas Avanzados de ManufacturaDocumento14 pagineSistemas Avanzados de ManufacturaDenis Emanuel100% (1)
- Proyecto Estudio Del Trabajo 2Documento22 pagineProyecto Estudio Del Trabajo 2Angel Miguel Vazquez HernandezNessuna valutazione finora
- Metodologia para El Analisis Diseño e Implementacion BPM PDFDocumento10 pagineMetodologia para El Analisis Diseño e Implementacion BPM PDFEnrique100% (1)
- Control de CalidadDocumento9 pagineControl de Calidadzaid castilloNessuna valutazione finora
- Semana 2.1 Metodo Grafico PDFDocumento109 pagineSemana 2.1 Metodo Grafico PDFalejandroelmax100% (2)
- Trabajo de SimulacionDocumento21 pagineTrabajo de SimulacionIrene Peñuelas HigueraNessuna valutazione finora
- Manual PromodelDocumento60 pagineManual PromodelJoel FierroNessuna valutazione finora
- Herramientas Lean ManufacturingDocumento22 pagineHerramientas Lean ManufacturingDiana GarciaNessuna valutazione finora
- Entregable 2 - DMAICDocumento21 pagineEntregable 2 - DMAICFernanda FuentesNessuna valutazione finora
- Six Sigma Yellow BeltDocumento5 pagineSix Sigma Yellow BeltSaul SegoviaNessuna valutazione finora
- Clasificacion de La Madera AserradaDocumento5 pagineClasificacion de La Madera AserradaWil FernanNessuna valutazione finora
- Metodos de TransporteDocumento25 pagineMetodos de Transporteaylin bidoNessuna valutazione finora
- Gestion Sis de La Calidad U4 PDFDocumento23 pagineGestion Sis de La Calidad U4 PDFcristian dominguezNessuna valutazione finora
- Six Sigma PDFDocumento24 pagineSix Sigma PDFRaissa RaissaNessuna valutazione finora
- Six SigmaDocumento15 pagineSix SigmaDafne QuintanaNessuna valutazione finora
- Control de Procesos Mediante Six SigmaDocumento25 pagineControl de Procesos Mediante Six Sigmakatherine.mish15Nessuna valutazione finora
- Choque Térmico en FrascosDocumento4 pagineChoque Térmico en FrascosMelberOmarCiezaTiradoNessuna valutazione finora
- Informe de Parada de Operaciones Por Banda ModularDocumento3 pagineInforme de Parada de Operaciones Por Banda ModularMelberOmarCiezaTiradoNessuna valutazione finora
- Informe de Cristalización de Refractario HN°01 PL2 19.07.21Documento2 pagineInforme de Cristalización de Refractario HN°01 PL2 19.07.21MelberOmarCiezaTiradoNessuna valutazione finora
- Rotura de Vidrio L06Documento1 paginaRotura de Vidrio L06MelberOmarCiezaTiradoNessuna valutazione finora
- Informe Resultados Semana 29Documento3 pagineInforme Resultados Semana 29MelberOmarCiezaTiradoNessuna valutazione finora
- Informe Resultados TD 19.01.21 PKPDocumento3 pagineInforme Resultados TD 19.01.21 PKPMelberOmarCiezaTiradoNessuna valutazione finora
- Capacitación Eg para Jefes de TurnoDocumento12 pagineCapacitación Eg para Jefes de TurnoMelberOmarCiezaTiradoNessuna valutazione finora
- Pco Sem 9 Ejemplo MRP CervezaDocumento70 paginePco Sem 9 Ejemplo MRP CervezaMelberOmarCiezaTiradoNessuna valutazione finora
- Accidente de Trabajo en PL09.Documento2 pagineAccidente de Trabajo en PL09.MelberOmarCiezaTiradoNessuna valutazione finora
- Ppt-Funciones LogicasDocumento8 paginePpt-Funciones LogicasMelberOmarCiezaTiradoNessuna valutazione finora
- Tiempos Omar CiezaDocumento5 pagineTiempos Omar CiezaMelberOmarCiezaTiradoNessuna valutazione finora
- Case TermocromáticoDocumento7 pagineCase TermocromáticoMelberOmarCiezaTiradoNessuna valutazione finora
- DATOSDocumento322 pagineDATOSMelberOmarCiezaTiradoNessuna valutazione finora
- SQL Server Data ToolsDocumento38 pagineSQL Server Data ToolsMelberOmarCiezaTiradoNessuna valutazione finora
- Práctica Calificada I Unidad PCODocumento1 paginaPráctica Calificada I Unidad PCOMelberOmarCiezaTiradoNessuna valutazione finora
- Empresa Manuelita Fyh S.A.CDocumento25 pagineEmpresa Manuelita Fyh S.A.CMelberOmarCiezaTiradoNessuna valutazione finora
- MANUELITA FyH S.A.CDocumento108 pagineMANUELITA FyH S.A.CMelberOmarCiezaTiradoNessuna valutazione finora
- Gerencia PrivadaDocumento2 pagineGerencia PrivadaMelberOmarCiezaTirado100% (1)
- Informe Caso N°08 Fabrica HeladosDocumento24 pagineInforme Caso N°08 Fabrica HeladosMelberOmarCiezaTiradoNessuna valutazione finora
- Tema ConfirmaciónDocumento3 pagineTema ConfirmaciónMelberOmarCiezaTiradoNessuna valutazione finora
- La Gran Farsa Del Calentamiento GlobalDocumento1 paginaLa Gran Farsa Del Calentamiento GlobalMelberOmarCiezaTiradoNessuna valutazione finora
- Opu Lab-01Documento6 pagineOpu Lab-01MelberOmarCiezaTiradoNessuna valutazione finora
- Tarea 2 Terminado Mi ParteDocumento2 pagineTarea 2 Terminado Mi ParteedwarNessuna valutazione finora
- 1.1 Introduccion LeanDocumento41 pagine1.1 Introduccion Leanronald Saenz0% (1)
- Premio Malcolm Baldrige Monografía Final Grupo GDocumento55 paginePremio Malcolm Baldrige Monografía Final Grupo GCesar Victor Rodriguez PradoNessuna valutazione finora
- 2 - Aplicación de Lean Six Sigma para Mejorar El Subproceso de Reparación de Averías en Enlaces de ComunicacionesDocumento13 pagine2 - Aplicación de Lean Six Sigma para Mejorar El Subproceso de Reparación de Averías en Enlaces de Comunicacionesleylagale27Nessuna valutazione finora
- 15 Administración de La CalidadDocumento34 pagine15 Administración de La Calidadjadelfla7667Nessuna valutazione finora
- Sumillas Ing Industrial 20191Documento5 pagineSumillas Ing Industrial 20191Jack Andru Rivera SanchezNessuna valutazione finora
- Tarea Semana4 - Sistemas de Manufactura.Documento7 pagineTarea Semana4 - Sistemas de Manufactura.DanielNessuna valutazione finora
- DMAICDocumento71 pagineDMAICoscarNessuna valutazione finora
- 581 TextoDocumento286 pagine581 TextoDeyanira MorenoNessuna valutazione finora
- 04LA022 Supply Chain Management 294 325Documento32 pagine04LA022 Supply Chain Management 294 325Daniel AlvaradoNessuna valutazione finora
- JKHKJGJKHGJKDocumento4 pagineJKHKJGJKHGJKloroverde89Nessuna valutazione finora
- Mapa Conceptual de Conceptos de Innovación Con El de Competitividad Empresarial Definitivo Aula VirtualDocumento3 pagineMapa Conceptual de Conceptos de Innovación Con El de Competitividad Empresarial Definitivo Aula VirtualAndrés CárdenasNessuna valutazione finora
- LSSI Yellow Belt (E-Book) PDFDocumento363 pagineLSSI Yellow Belt (E-Book) PDFAlfonso Mata100% (16)
- Uribe Apaza Miguel FortunatoDocumento129 pagineUribe Apaza Miguel FortunatoWow MusicNessuna valutazione finora
- Casos de BPMDocumento22 pagineCasos de BPMRubberPowerNessuna valutazione finora
- Ensayo CalidadDocumento2 pagineEnsayo CalidadCuauhtemoc Saldaña MarquezNessuna valutazione finora
- CUESTIONARIO 1 UNIDAD 1 INTRODUCCIÓN A LA CALIDAD (1) (Recuperado Automáticamente)Documento15 pagineCUESTIONARIO 1 UNIDAD 1 INTRODUCCIÓN A LA CALIDAD (1) (Recuperado Automáticamente)Yoselin Hernandez SandovalNessuna valutazione finora
- Sistema SG EstionDocumento146 pagineSistema SG EstionEduardo Merida GuzmanNessuna valutazione finora
- Gestion de Calidad Caso XeroxDocumento2 pagineGestion de Calidad Caso XeroxMichelle Feijoo RomeroNessuna valutazione finora
- Sesión 2 DmaicDocumento48 pagineSesión 2 DmaicAlexander MontesNessuna valutazione finora
- Aseguramiento de La CalidadDocumento29 pagineAseguramiento de La CalidadTatianaNessuna valutazione finora
- Proyecto de AplicaciónDocumento5 pagineProyecto de AplicaciónrosarioNessuna valutazione finora
- Seis Sigma Ejemplo PracticoDocumento4 pagineSeis Sigma Ejemplo Practicorosa reyesNessuna valutazione finora
- Caso Practico 3Documento6 pagineCaso Practico 3meliza gomez100% (1)
- Protocolo para La Aplicación de La Metodología Six SigmaDocumento4 pagineProtocolo para La Aplicación de La Metodología Six SigmaLuis PeraltaNessuna valutazione finora
- Tarea 7 Negocios Internacionales 2Documento14 pagineTarea 7 Negocios Internacionales 2hary diegues0% (1)
- Nuevos Enfoques de La AdministraciónDocumento25 pagineNuevos Enfoques de La AdministraciónLEIDY SAMARA ORTEGA HERAZONessuna valutazione finora
- Modulo VII Calidad TotalDocumento26 pagineModulo VII Calidad TotalEder GonzalesNessuna valutazione finora
- Carta de DefiniciònDocumento2 pagineCarta de DefiniciònMICHEL GUADALUPE HERNANDEZ ESCAMILLANessuna valutazione finora
- Proceso de ChocolateDocumento24 pagineProceso de ChocolateFlores FiredarnessNessuna valutazione finora